Jak zrobić licznik uzwojeń transformatora z kalkulatora. Elektroniczny licznik nici do przewijarki
Opcja 1: ATmega8 + Nokia 5110 LCD + zasilacz 3V
W obwodzie zastosowano Atmega8-8PU (zewnętrzny kwarc o częstotliwości 8 MHz), wyświetlacz LCD Nokia 5110 oraz tranzystor do przetwarzania impulsów z kontaktronu. Stabilizator napięcia 3,3 V zapewnia zasilanie całego obwodu.
Na płytce prototypowej zamontowano wszystkie podzespoły, w tym złącza dla: programatora ISP (USBAsp), wyświetlacza LCD Nokia 5110, zasilania (5V podawane do regulatora 3,3V), kontaktronu, przycisku reset oraz 2-pinowego złącza służącego do odczytu polaryzacji uzwojenia napędu maszyny silnik, aby wiedzieć, czy zwiększyć, czy zmniejszyć licznik.
Przeznaczenie złączy:
J1: Moc. Na złącze podawane jest napięcie 5V, a następnie na stabilizator L7833, aby uzyskać napięcie 3,3V wykorzystywane przez ATmega8 i LCD.
J2: złącze LCD do wyświetlacza LCD Nokia 5110.
J3: Kontaktron. Wejście impulsowe do zliczania przez mikrokontroler.
J4: Złącze polaryzacji. Musi być podłączony równolegle z uzwojeniem silnika. Obwód śledzący został zaprojektowany dla silnika 12 V, ale można go zastosować do innych napięć silnika, dostosowując wartości dzielników napięcia utworzonych przez R3-R4 i R5-R6. Jeśli silnik jest podłączony do prostej polaryzacji, PD0 będzie miało wysoki log. poziom, jeśli silnik zostanie podłączony z odwrotną polaryzacją, wówczas PD1 będzie miał wysoki log. poziom. Informacje te są wykorzystywane w kodzie do zwiększania lub zmniejszania licznika.
J5: Reset licznika. Po naciśnięciu przycisku licznik zostanie zresetowany.
Złącze ISP: Jest to 10-pinowe złącze dla programatora USBAsp AVR.
Schemat urządzenia
Zdjęcie gotowego urządzenia





Opcja 2: ATmega8 + 2x16 HD44780 LCD + zasilacz 5V
Część moich czytelników prosiła o wersję licznika wykorzystującą wyświetlacz 2x16 HD44780 (lub mniejszy wariant 1x16). Wyświetlacze te wymagają napięcia zasilania 5 V, więc stabilizator 3,3 V nie ma znaczenia.
Schemat urządzenia


Bity konfiguracyjne mikrokontrolera dla obu opcji: LOW - 0xFF, HIGH - 0xC9.
| Archiwum artykułu "Licznik cewek do maszyny nawijającej" | |
| Opis:
Kod źródłowy (C), pliki oprogramowania sprzętowego mikrokontrolera |
|
| Rozmiar pliku: 111,35 kB Liczba pobrań: 257 |
Tak się złożyło, że miałem ochotę nawinąć transformator, wszystko byłoby dobrze, ale po prostu nie miałem wystarczającej ilości maszyny - od tego wszystko się zaczęło! Poszukiwania w Internecie dały kilka możliwych opcji budowy obrabiarek, ale zmartwiło mnie to, że zliczanie obrotów odbywa się ponownie za pomocą licznika mechanicznego wziętego z prędkościomierza lub starego magnetofonu, a także kontaktronów z kalkulatorami. Hm…. Mechanika nie była mi zupełnie potrzebna, jeśli chodzi o licznik, nie mam prędkościomierzy do demontażu, nie mam też żadnych dodatkowych kalkulatorów. Tak, i tak jak powiedział towarzysz. Serega z Radia Kat: „ Dobrzy inżynierowie elektronicy, często źli mechanicy! Może nie jestem najlepszym inżynierem elektronikiem, ale z pewnością kiepskim mechanikiem.
Dlatego zdecydowałem się na złożenie licznika elektronicznego, a opracowanie całej mechanicznej części urządzenia powierzyć rodzinie (na szczęście mój ojciec i brat są asami w mechanice).
Porównując jedno miejsce z drugim, zdecydowałem, że wystarczą mi 4 cyfry wskaźników - to nie jest dużo - nie mało, ale 10 000 obrotów. Całość będzie kontrolowana przez kontroler, ale wydawało mi się, że moje ulubione ATtiny2313 i ATmega8 absolutnie nie nadają się do wciskania w tak bezwartościowe urządzenie, zadanie jest proste i trzeba je prosto rozwiązać. Dlatego użyjemy ATtiny13 - prawdopodobnie najbardziej „martwego” MK, jaki jest dzisiaj w sprzedaży (nie biorę PIC-ów ani MCS-51 - umiem tylko te programować, ale nie wiem, jak pisać do nich programy) . Ta mała dziewczynka nie ma dość nóg, więc nikt nie zabrania nam dołączania do niej rejestrów zmianowych! Postanowiłem zastosować czujnik Halla jako czujnik prędkości.
Naszkicowałem schemat:
Nie wspomniałem od razu o przyciskach – ale gdzie byśmy bez nich byli? Aż 4 sztuki oprócz resetu (S1).
S2 - włącza tryb nawijania (tryb jest ustawiony domyślnie) - z każdym obrotem osi z cewką będzie zwiększać wartość liczby zwojów o 1
S3 - tryb nawijania odpowiednio z każdym obrotem zmniejsza wartość o 1. Maksymalnie możesz nawinąć do „0” - nie nawinie do minus :)
S4 - odczyt informacji zapisanych w EEPROM.
S5 - zapis aktualnej wartości + trybu do EEPROM.
Oczywiście musimy pamiętać o wciśnięciu przycisku nawijania, jeśli mamy nawijać zwoje, w przeciwnym razie spłaszczą się. Można było zamontować 3 czujniki Halla lub valcoder zamiast 1 i zmienić program sterownika tak aby sam wybierał kierunek obrotów, ale myślę że w tym przypadku jest to niepotrzebne.
Teraz niewiele według schematu:
Jak widać nie ma w tym nic nadprzyrodzonego. Cała ta hańba jest zasilana napięciem 5 V, prąd zużywa około 85 mA.
Z czujnika Halla TLE4905L (można spróbować podłączyć inny, ja wybrałem kierując się zasadą „co tańsze i dostępne”), sygnał jest wysyłany do sterownika, generowane jest przerwanie i zmienia się wartość prądu w zależności od wybrany tryb. Sterownik przesyła informację do rejestrów przesuwnych, skąd z kolei trafiają one do wskaźników siedmiosegmentowych lub na klawiaturę. Użyłem anod siedmiosegmentowych ze wspólną katodą, od razu miałem kwartet w jednym przypadku, ale nikt nie przeszkadza tym, którzy chcą przykręcić 2 anody podwójne lub 4 anody pojedyncze połączone równolegle. Kropka na wskaźnikach nie jest używana, dlatego pin H (dp) wisi w powietrzu. Wskaźniki działają w trybie dynamicznym, więc rezystancja w R3-R9 jest mniejsza niż wartość obliczona. Sterowniki wskaźników są montowane na tranzystorach VT1-VT4. Można było zastosować wyspecjalizowane mikroukłady typu ULN2803, ale zdecydowałem się na tranzystory z prostego powodu, że je zgromadziłem - „jak brud”, niektóre są starsze ode mnie.
Przyciski S2-S4 - klawiatura la matrix. „Wyjścia” przycisków wiszą na tych samych przewodach, co wejścia rejestrów, faktem jest, że po przesłaniu danych ze sterownika do rejestrów na wejściach SHcp i Ds może pojawić się sygnał dowolnego poziomu, a to nie będzie w jakikolwiek sposób wpływać na zawartość rejestrów. „Wejścia” przycisków zawieszają się na wyjściach rejestrów, przesyłanie informacji odbywa się w przybliżeniu w następujący sposób: najpierw sterownik wysyła informacje do rejestrów w celu późniejszego przesłania do wskaźników, następnie wysyła informacje w celu zeskanowania przycisków. Rezystory R14-R15 są niezbędne, aby zapobiec „walce” pomiędzy nogami rejestrów/kontrolera. Przesyłanie informacji na wyświetlacz i skanowanie klawiatury odbywa się z dużą częstotliwością (wewnętrzny generator w Tini13 jest ustawiony na 9,6 MHz), odpowiednio, niezależnie od tego, jak szybko będziemy próbować wcisnąć i zwolnić przycisk, w czasie jego wciskania będzie wiele operacji i odpowiednio zero z przycisku będzie biegło w stronę spotkania ze sterownikiem. Cóż, taka nieprzyjemna rzecz, jak ponowne grzechotanie styków przycisku.
Za pomocą rezystorów R16-R17 podłączamy naszą klawiaturę do zasilacza +, tak aby w czasie bezczynności z wyjść klawiatury na wejścia kontrolera przechodził stan 1, a nie Z, co prowadziłoby do fałszywych alarmów. Można było obejść się bez tych rezystorów, w MK jest wystarczająco dużo wewnętrznych rezystorów podciągających, ale nie mogłem się zmusić, aby je usunąć - Bóg chroni ostrożnych.
Według schematu to chyba wszystko, dla zainteresowanych przesyłam listę podzespołów. Od razu zastrzegam, że nominały mogą różnić się w tę czy inną stronę.
IC1 to mikrokontroler ATtiny13, można stosować z literą V. Rozkład pinów dla wersji SOIC jest taki sam jak na schemacie. Jeżeli ktoś ma ochotę zastosować w tym przypadku QFN/MLF to datasheet będzie w jego rękach.
IC2-IC3 - 8-bitowe rejestry przesuwne z zatrzaskiem na wyjściu - 74HC595, na płytce stykowej zastosowałem w pakietach DIP na płytce w gotowym urządzeniu w SOIC. Rozstaw pinów jest taki sam.
IC4 to cyfrowy unipolarny czujnik Halla TLE4905L. Okablowanie zgodnie z arkuszem danych to R2 - 1k2, C2-C3 na 4n7. Montując czujnik na maszynie należy sprawdzić, na którą stronę magnesu reaguje.
C1, C4 i C5 to kondensatory filtrujące zasilanie, zainstalowałem 100n każdy, należy je zainstalować jak najbliżej pinów zasilających mikroukładów.
R1 - za pomocą rezystora wyciągamy nogę resetującą do zasilacza, 300 Ohm - i tak dalej. Stawiam na 1 tys.
R3-R9 - rezystory ograniczające prąd dla wskaźników. 33 Ohm - 100 Ohm, im wyższa rezystancja, tym odpowiednio ciemniejsze będzie światło.
R10-R13 - ograniczają prąd w obwodach podstawy tranzystora. Na płytce stykowej było 510 Ohm, a do płytki wkręciłem 430 Ohm.
VT1-VT4 - KT315 z dowolnymi indeksami literowymi, można zastąpić KT3102, KT503 i analogami.
R14-R15 tak jak napisano powyżej, aby zapobiec „walce” myślę, że można ustawić od 1k i wyżej, ale nie podnosić powyżej 4k7. Przy R16-R17 równym 300 Ohm całkowita rezystancja rezystorów połączonych szeregowo nie powinna przekraczać 5k, podczas moich eksperymentów przy wzroście rezystancji powyżej 5k pojawiały się fałszywe reakcje przycisków.
Po sprawdzeniu działania miernika na płytce stykowej, przychodzi czas na zmontowanie kawałka sprzętu w „kompletne urządzenie”.
Deska była ułożona w SL i najprawdopodobniej nie była ułożona optymalnie - dostosowałem ją do istniejących części, byłem zbyt leniwy, aby iść na rynek, aby kupić inne. Generalnie rozłożyłem go i wydrukowałem na przezroczystej jednostronnej folii Lomond do czarno-białych drukarek laserowych. Wydrukowano w negatywie, w 2 egzemplarzach. Negatyw - bo miałem zamiar zrobić PP z fotomaski filmowej, a on z kolei jest NEGATYWNY. I w 2 egzemplarzach - tak aby po połączeniu otrzymać jak najbardziej kryjącą warstwę tonera. Nie mam też ochoty na puszkę z aerozolem PRZEZROCZYSTY 21
kupić.
Łączymy fotomaski, wystawiając je „na światło”, tak aby otwory idealnie się wyrównały, i zabezpieczamy zwykłym zszywaczem - do tej procedury należy podchodzić odpowiedzialnie, od tego w dużej mierze zależy jakość przyszłej deski.
Teraz musimy przygotować foliową płytkę PCB. Niektórzy pocierają go drobnym papierem ściernym, inni gumką, ale ostatnio preferuję następujące opcje:
1. Jeśli miedź nie jest zbyt zabrudzona tlenkami, wystarczy ją przetrzeć wacikiem zamoczonym w amoniaku – och, śmierdzące śmiecie, powiem wam, nie lubię tej czynności, ale jest szybkie. W idealnym przypadku miedź nie będzie po tym świecić, ale alkohol zmyje tlenki i płyta zostanie wytrawiona.
2. Jeśli miedź jest mocno zabrudzona, poleruję ją filcowym kołem. Zawieszam go na wiertarce i voila. Tutaj nie trzeba być szczególnie gorliwym, nie używam pasty GOI, do późniejszego trawienia wystarczy tylko filcowe kółko. Szybki i wydajny.
W sumie to przygotowaliśmy - nie mogę wrzucić zdjęcia, infekcja świeci jak lustro, a na zdjęciu nic nie widać, też jestem kiepskim fotografem.
No cóż, w takim razie zwiniemy fotomaskę.
Muszę przyznać, że termin ważności mojego fotorezystu minął, a pies nie chce się przykleić do deski, więc najpierw muszę ją rozgrzać. Ogrzewam suszarką do włosów, ale można też użyć żelazka. Byłoby miło oczywiście mieć laminator do tych celów, ale:
- ciasto Żal mi go teraz
- jak nie przeszkadzało mi ciasto, to byłem po prostu głupio leniwy :)
Zwijamy fotomaskę na gorącą deskę, nie zapominając o usunięciu folii ochronnej. Staramy się to robić możliwie ostrożnie, aby pomiędzy płytą a fotorezystem nie było pęcherzyków powietrza. Późniejsza walka z nimi to osobna sprawa. Jeśli pojawią się bąbelki, przekłuwam je igłą.
Możesz jeździć w dowolnym oświetleniu i nie zajmować się bzdurami, pamiętając o fotografach-amatorach, najważniejsze w naszej działalności jest brak światła słonecznego i innych źródeł promieniowania ultrafioletowego.
Po radełkowaniu podgrzewam deskę gorącym żelazkiem przez gazetę, co powoduje utwardzenie przebitych pęcherzyków, a fotomaska mocno się klei.
Następnie nakładamy szablon na tablicę, tutaj tablica jest dwustronna, więc szablon będzie po obu stronach planszy. Tę „kanapkę” kładziemy na arkuszu plexi i dociskamy drugim arkuszem do góry. Potrzebne są 2 arkusze, aby po naświetleniu jednej strony można było ostrożnie obrócić planszę bez przesuwania fotomaski.
Zapalmy to od drugiej strony. Używam tej lampy:
Świecę z odległości około 150mm przez 7 minut (odległość i czas dobieramy eksperymentalnie).
Następnie przygotuj słabo zasadowy roztwór - łyżeczkę sody kalcynowanej na pół litra wody. Temperatura wody nie jest istotna. Mieszaj, aż cała soda się rozpuści. Rozwiązanie to nie jest niebezpieczne dla dłoni, w dotyku przypomina wodę z mydłem.
Zdejmujemy folię ochronną z naszej deski i wrzucamy ją do roztworu, po czym aktywnie zaczynamy pocierać ją pędzlem - ale nie dociskamy zbyt mocno, aby nie wyrwać śladów. Można go oczywiście nie pocierać, ale wtedy istnieje możliwość zmycia fotomaski:
- przez długi czas
- wszystko zostanie zmyte
ale ani jedno, ani drugie nam nie odpowiada, zatem trzy.
otrzymujemy coś podobnego:
Opłukujemy deskę wodą, nie wylewamy roztworu - będzie nam potrzebny później. Jeśli podczas opracowywania planszy odkleiły się jakieś ślady lub pęcherzyki powietrza je zepsuły, należy te miejsca wyretuszować lakierem tsapon lub specjalnym markerem. Następnie trawimy tablicę. Używam chlorku żelaza.
Po wytrawieniu ponownie płuczemy płytkę wodą i wrzucamy ją z powrotem do roztworu alkalicznego, aby zmyć niepotrzebny już fotomaskę. Wystarczy godzina.
Dalej się wygłupiamy. Do małych płytek drukowanych lub bardzo jubilerskich używam stopu Rose, w przypadku płytek drukowanych po prostu smaruję płytkę drukowaną cyną lutownicą z płaską końcówką. W tym przypadku sensowne jest pokrycie płyty topnikiem, ja używam zwykłej kalafonii alkoholowej.
Niektórym może się wydawać, że ścieżki nie wyszły zbyt gładko - ścieżki wyszły gładko :) taki jest koszt cynowania metodą lutownicą, cyna nie leży równo.
W gotowej wersji nie ma przycisku resetowania - cóż, nie miałem gdzie go przykleić na płycie, więc nie ma wystarczająco dużo miejsca, a jeśli MK się zawiesi, to wyłączę zasilanie i włączę je ponownie. W obwodzie zasilającym pojawiła się także dioda - zabezpieczenie przed odwróceniem polaryzacji. Jeśli chodzi o resztę części, użyłem tylko tych, które były pod ręką, dlatego są zarówno obudowy SMD, jak i zwykłe.
Mocujemy czujnik do nieruchomej części maszyny i instalujemy magnes na osi obrotu tak, aby podczas obrotu przechodził 3-5 mm od czujnika. No to korzystamy :)
To wszystko już pewne. Dziękuję wszystkim za uwagę i towarzyszom GP1 I Avreal za pomoc w rozwoju.
W ostatnim artykule, którym się z Tobą podzieliłem, . Gruby drut nawijano ręcznie, ponieważ w domu nie można było ostrożnie ułożyć cewki na cewce w inny sposób. Przy mniejszej średnicy drutu nawojowego można zastosować bardziej zaawansowaną technologicznie metodę, która skróci czas i wysiłek podczas nawijania, a także, co ważne, wykonanie transformatora nie będzie odbiegać od wersji fabrycznej. Następnie opiszemy prostą konstrukcję domowej roboty nawijarki, za pomocą której z łatwością nawiniesz cewki, dławiki, transformatory mocy i dźwięku.
Podstawa (łóżko) maszyny zwijającej
Maszynę do nawijania transformatorów można wykonać z dowolnego trwałego, łatwego w obróbce materiału. Najbardziej odpowiednie będą: metal, sklejka (drewno) lub tworzywo sztuczne. W zależności od tego, co masz pod ręką i z czym lubisz najbardziej pracować, możesz preferować ten lub inny materiał.
Robię głównie domowe rzeczy z tego, co mam pod ręką i w tym przypadku w gruzach śmieci zwanych „przydatnymi w domu” znalazłem skrawki półsztywnego plastiku o grubości 10 mm, które z powodzeniem wykorzystałem przy projektowaniu nawijarki i jego elementy.
Początkowo podczas projektowania należy wykonać układ testowy, przemyśleć układ nawijarki i zadać sobie pytanie, jakie niezbędne funkcje powinno spełniać urządzenie. Podczas procesu prototypowania łatwo jest dodawać i ulepszać, dostosowywać wymiary, co pozwoli na uzyskanie najbardziej udanej opcji na końcu.
Według projektu mamy trzy osie:
Pierwsza oś (nawijarka) - obraca się na niej cewka uzwojenia transformatora. Na jednym końcu znajdować się będzie licznik ilości wykonanych obrotów, a na drugim końcu umieszczony będzie napęd obrotu osi wraz z zestawem kół pasowych. Napęd może być ręczny w postaci uchwytu mocowanego do osi lub elektryczny w postaci silnika krokowego.
Druga oś (układarka) - prowadnik układarki drutu będzie po niej „biegał”, a do osi zostanie przymocowany drugi zestaw krążków, który będzie sprzęgnięty z pierwszym zestawem krążków na pierwszej osi poprzez pasek jeździć za pomocą paska.
Trzecia oś (uchwyt szpuli) służy jako podparcie szpuli z drutem nawojowym.
Na etapie projektowania należy odpowiednio rozmieścić osie między sobą, aby rama cewki transformatora uzwojenia nie przylegała do maszyny i nie dotykała innej osi, a także dobrać wysokość cewki drutu tak, aby można swobodnie wieszać cewki o różnych rozmiarach. Można przewidzieć dodatkową oś do nawijania i nawijania drutu od szpuli do szpuli.
Zgodnie z oznaczeniami na wybranym materiale łóżka, za pomocą piły do metalu wycinamy części podstawy maszyny (boki, spód, poprzeczki), a także wiercimy niezbędne otwory. Za pomocą metalowych narożników i wkrętów samogwintujących łączymy ze sobą wszystkie elementy.




Licznik obrotów do liczenia tur
Jeden obrót równa się jednemu obrotowi - tak zwykłem liczyć w głowie podczas nawijania transformatora na prymitywnym urządzeniu. Wraz z pojawieniem się pełnoprawnej maszyny do nawijania z dostarczonym licznikiem stało się to znacznie łatwiejsze, ale najważniejsze jest to, że podczas obracania się uzwojenia poziom błędów spadł prawie do zera.

W rozważanej nawijarce zastosowano licznik mechaniczny UGN-1 (SO-35) ze sprzętu radzieckiego. Można go zastąpić licznikiem rowerowym lub licznikiem mechanicznym ze starego domowego magnetofonu, gdzie mierzył zużycie taśmy. Prosty miernik można też złożyć własnymi rękami, mając jedynie kalkulator, kontaktron, dwa przewody i magnes.
Rozłóż kalkulator na dwa styki zwarte przyciskiem „równe”, przylutuj dwa przewody, a do końców przewodów przylutuj kontaktron. Jeśli przyłożysz magnes do kontaktronu, jego płytki wewnątrz szklanej kolby zamkną się, a kalkulator zasymuluje naciśnięcie przycisku. Korzystając z funkcji dodawania 1+1 kalkulatora, możesz policzyć obroty.



Następnie mocujemy domowy dysk do pierwszej osi. Do dysku przyklejamy magnes, a do korpusu maszyny lub wspornika mocujemy kontaktron. Kontaktron ustawiamy tak, aby przy obracaniu się dysku magnes przechodził obok kontaktronu i zamykał jego styki.
Stosując tę zasadę, można zastąpić kontaktron wyłącznikiem krańcowym i wykonać dysk w formie mimośrodu. Tarcza mimośrodowa, obracająca się wypukłą częścią, będzie naciskać na wyłącznik krańcowy
Układarka cewek
Warstwa drutu służy do równomiernego nawijania drutu uzwojenia, zwoj na zwój, na ramę wytwarzanego transformatora lub cewki. Gęstość uzwojenia zależy od prędkości obrotu osi, a także od średnicy wybranego drutu. Wymagany stosunek prędkości obrotowej pierwszej i drugiej osi można osiągnąć za pomocą kół pasowych i napędu pasowego. Kiedy sprawny mechanizm maszyny działa, wałek układający jednocześnie porusza się z określonym skokiem, a drut układany jest na ramie transformatora uzwojeniowego. Nie da się tego wyjaśnić w skrócie, ale po dalszej lekturze artykułu wszystko stanie się jasne.
W omawianej konstrukcji zastosowano fabrycznie wykonany trzpień prętowy M6 o skoku gwintu 1 mm. Łożyska mocuje się równolegle do siebie w bocznych ściankach łoża maszyny wyciągowej we wcześniej wywierconych dla nich otworach, po czym wkłada się w nie kołek. Aby uzyskać najlepszy poślizg, nasmaruj łożyska. Po trzpieniu, przez który przewleczony jest drut, porusza się rolka prowadząca.


Możesz samodzielnie wykonać rolkę prowadzącą do układania drutu, mając mały kawałek profilu aluminiowego w kształcie litery U, wydłużoną nakrętkę tulejkową dopasowaną do gwintu kołka i rolkę podającą z rowkiem pośrodku.

W profilu w kształcie litery U wiercone są równoległe do siebie otwory. Górna para otworów przeznaczona jest na rolkę, a dolna para na przedłużoną nakrętkę. Średnicę górnych otworów w ściankach profili dobiera się wzdłuż osi, na której zostanie zamocowany wałek, a dolne są o milimetr większe niż średnica gwintu kołka. Wydłużona nakrętka jest ściśle dopasowana do odległości pomiędzy ściankami profilu. Następnie konstrukcję tę przykręca się do kołka brukowego.




Kołek jest zabezpieczony nakrętkami po bokach, dzięki czemu może się obracać bez przemieszczania. Zapasowy sworzeń pozostawiono po jednej stronie, aby można było do niego przykręcić koła pasowe w celu dopasowania pierwszej i drugiej osi.
Dwa koła pasowe są połączone napędem pasowym
Osie w maszynie wyciągowej połączone są ze sobą systemem kół pasowych o różnych promieniach. Koła pasowe przymocowane do osi obracają się za pomocą napędu pasowego. Pasek służy jako pasek.
— Koło pasowe osi układarki ma 100 mm;
— Koło pasowe na osi z dołączoną cewką (nawijaczką) jest równe grubości wymaganego drutu pomnożonej przez 100.
Przykładowo dla drutu o średnicy 0,1 mm stosujemy krążek o średnicy 10 mm na osi nawijacza. Do drutu o średnicy 0,25 stosuje się koło pasowe o średnicy 25 mm.
Jeśli to możliwe, lepiej wykonać koła pasowe o skoku 1 mm i wybrać je podczas procesu nawijania za pomocą tego wzoru
Błąd zależy od dokładności średnicy produkowanych kół pasowych i napięcia paska. Jeśli zamiast paska i precyzyjnie wyciętych kół pasowych zastosujesz w projekcie silnik krokowy z przekładnią zębatą, błąd można sprowadzić bliżej zera.
Teraz powiem ci, jak zrobić koło pasowe własnymi rękami w domu, bez zwracania się do tokarza. Mój zestaw kół pasowych jest wykonany z tego samego materiału co łoże maszyny nawijającej. Za pomocą kompasu zaznaczyłem wymagane średnice kół pasowych i dodałem kilka milimetrów po większej stronie, aby wyciąć rowek na pasek do wymaganego rozmiaru. Za pomocą śrubokręta wywiercono otwory wzdłuż konturu oznaczeń i wycięto pomiędzy nimi przegrody. Zebrałem więc wymaganą liczbę półfabrykatów na koła pasowe. Jako tokarkę wykorzystałem niepotrzebną maszynkę do mięsa „Asystent”.


Nie pamiętam dokładnie, na wale silnika maszynki do mięsa naciąłem gwint, albo okazał się odpowiedni, ale przez długą nakrętkę tulejową wkręcono sworzeń. Półfabrykat o nieco większej średnicy niż wymagane koło pasowe został przykręcony do kołka za pomocą nakrętek i podkładek. Włączono maszynę do mięsa i wszystkie nierówności zaokrąglono piłką/pilnikiem do metalu do okrągłego kształtu, a pilnikiem igłowym wykonano rowek (rowek) pod pasek. W trakcie tego procesu średnice wykonanych własnoręcznie kół pasowych były okresowo sprawdzane za pomocą suwmiarki.


Elementy maszyny wyciągowej i zasada jej działania
Elementy maszyny wyciągowej składano powoli. Prawie wszystko zostało zaczerpnięte ze starego radzieckiego sprzętu filmowego. Części ruchome: uchwyt, sworznie osi, rolka prowadząca - wszystko wyposażone jest w łożyska. Kołki, nakrętki, podkładki i kątowniki zostały zakupione w sklepie z narzędziami. Musiałem jedynie wydać pieniądze na szpilki, długie nakrętki i kątowniki. W przeciwnym razie wszystko jest wykonane z dostępnych materiałów.

Aby dokładnie dobrać gęstość uzwojenia drutu, na trzpień układarki nakręca się zestaw kilku krążków. Zatem w przypadku luźnego nawinięcia można było przesunąć pasek o jeden rozmiar i dostosować prędkość obrotu osi. Podczas nawijania drutu pasek jest skręcany w zależności od kierunku suwu nawijania zgodnie z kształtem ósemki lub bezpośrednim położeniem paska. Należy wykonać kilkadziesiąt próbnych obrotów, aby prawidłowo dopasować koła pasowe do średnicy drutu.


Podstawa wykonana jest z drewna lub innego materiału w kształcie wnętrza cewki transformatora i jest przymocowana do kołka za pomocą nakrętek motylkowych. Można również wykonać uniwersalne narożniki mocujące do zabezpieczenia cewki. Demonstrację działania maszyny nawijającej pokazano na filmie:
[Tutaj będzie film z procesu uzwojenia transformatora]




![]()
O autorze:
Witamy, drodzy czytelnicy! Mam na imię Max. Jestem przekonana, że prawie wszystko można zrobić w domu własnymi rękami, jestem pewna, że każdy może to zrobić! W wolnym czasie lubię majsterkować i tworzyć coś nowego dla siebie i bliskich. O tym i wiele więcej dowiesz się z moich artykułów!
Wiele urządzeń gospodarstwa domowego i automatyki przemysłowej ze stosunkowo niedawnych lat produkcji posiada zamontowane liczniki mechaniczne. Są to produkty na przenośnik taśmowy, zwoje drutu w maszynach nawijających itp. W przypadku awarii znalezienie podobnego licznika nie jest łatwe, a naprawa nie jest możliwa ze względu na brak części zamiennych. Autor proponuje wymianę licznika mechanicznego na elektroniczny.
Licznik elektroniczny, opracowany w celu zastąpienia licznika mechanicznego, okazuje się zbyt skomplikowany, jeśli jest zbudowany na mikroukładach o niskim i średnim stopniu integracji (na przykład seria K176, K561). zwłaszcza jeśli potrzebne jest konto odwrotne. Aby utrzymać wynik po wyłączeniu zasilania, konieczne jest zapewnienie baterii zapasowej.
Ale można zbudować licznik tylko na jednym chipie - uniwersalnym programowalnym mikrokontrolerze, który obejmuje wiele urządzeń peryferyjnych i jest w stanie rozwiązać bardzo szeroki zakres problemów. Wiele mikrokontrolerów ma specjalny obszar pamięci - EEPROM. Zapisane w nim dane (także podczas wykonywania programu), np. aktualny wynik zliczania, zostają zapisane nawet po wyłączeniu zasilania.
W proponowanym liczniku zastosowano mikrokontroler Attiny2313 z rodziny Almel AVR. Urządzenie realizuje liczenie wsteczne, wyświetlając wynik z kasowaniem nieistotnych zer na czterocyfrowym wskaźniku LED, zapisując wynik w EEPROM gdy zasilanie jest wyłączone. Komparator analogowy wbudowany w mikrokontroler służy do szybkiego wykrywania spadku napięcia zasilania. Licznik zapamiętuje wynik zliczania po wyłączeniu zasilania, przywraca go po włączeniu i podobnie jak licznik mechaniczny wyposażony jest w przycisk resetowania.
Obwód licznika pokazano na rysunku. Sześć linii portu B (РВ2-РВ7) i pięć linii portu D (PDO, PD1, PD4-PD6) służy do dynamicznego wskazywania wyniku zliczania na wskaźniku LED HL1. Obciążenia kolektorów fototranzystorów VT1 i VT2 to rezystory wbudowane w mikrokontroler i włączane przez oprogramowanie, które łączy odpowiednie piny mikrokontrolera z jego obwodem zasilania.
Wzrost wyniku zliczania N o jeden następuje w momencie przerwania połączenia optycznego pomiędzy diodą nadawczą VD1 a fototranzystorem VT1, co powoduje rosnącą różnicę poziomów na wejściu INT0 mikrokontrolera. W takim przypadku poziom na wejściu INT1 musi być niski, tj. Fototranzystor VT2 musi być oświetlony diodą elektroluminescencyjną VD2. W momencie wzrostu różnicy na wejściu INT1 i niskiego poziomu na wejściu INT0 wynik zmniejszy się o jeden. Inne kombinacje poziomów i ich różnic na wejściach INT0 i INT1 nie powodują zmiany wyniku zliczania.
Po osiągnięciu maksymalnej wartości 9999, liczenie jest kontynuowane od zera. Odejmując jeden od wartości zerowej, otrzymujemy wynik 9999. Jeśli odliczanie nie jest potrzebne, można wyłączyć z licznika diodę nadawczą VD2 i fototranzystor VT2 i podłączyć wejście INT1 mikrokontrolera do wspólnego przewodu. Liczba ta będzie tylko rosnąć.
Jak już wspomniano, detektorem spadku napięcia zasilania jest komparator analogowy wbudowany w mikrokontroler. Porównuje nieustabilizowane napięcie na wyjściu prostownika (mostek diodowy VD3) z ustabilizowanym napięciem na wyjściu zintegrowanego stabilizatora DA1. Program cyklicznie sprawdza stan komparatora. Po odłączeniu miernika od sieci napięcie na kondensatorze filtra prostownika C1 spada, a napięcie ustabilizowane pozostaje przez pewien czas niezmienione. Rezystory R2-R4 dobiera się w następujący sposób. że stan komparatora w tej sytuacji jest odwrócony. Po wykryciu tego programowi udaje się zapisać aktualny wynik zliczania do pamięci EEPROM mikrokontrolera jeszcze zanim przestanie on działać z powodu wyłączenia zasilania. Przy następnym włączeniu program odczyta liczbę zapisaną w EERROM i wyświetli ją na wskaźniku. Liczenie będzie kontynuowane od tej wartości.
Ze względu na ograniczoną liczbę pinów mikrokontrolera, do podłączenia przycisku SB1 zerującego licznik wykorzystano pin 13, który pełni funkcję odwracającego wejścia analogowego komparatora (AIM) i jednocześnie jest wejściem „cyfrowym” PB1. Dzielnik napięcia (rezystory R4, R5) ustawia tutaj poziom odbierany przez mikrokontroler jako wysoki logiczny.Po naciśnięciu przycisku SB1 poziom ten stanie się niski. Nie wpłynie to na stan komparatora, ponieważ napięcie na wejściu AIN0 jest nadal większe niż na AIN1.
Po naciśnięciu przycisku SB1 program wyświetla znak minus we wszystkich cyfrach wskaźnika, a po jego zwolnieniu rozpoczyna zliczanie od zera. Jeżeli w czasie, gdy przycisk jest wciśnięty, zasilanie miernika zostanie wyłączone, bieżący wynik nie zostanie zapisany do pamięci EEPROM, a wartość tam zapisana pozostanie taka sama.
Program jest tak zaprojektowany, że można go łatwo dostosować do miernika z innymi wskaźnikami (np. ze wspólnymi katodami), z innym układem płytki drukowanej itp. Niewielka korekta programu będzie wymagana również w przypadku, gdy przy użyciu rezonatora kwarcowego dla częstotliwości różniącej się o więcej niż 1 MHz od określonej.
Gdy napięcie źródła wynosi 15 V, zmierz napięcie na stykach 12 i 13 panelu mikrokontrolera w stosunku do przewodu wspólnego (pin 10). Pierwsza powinna mieścić się w przedziale 4...4,5 V, a druga powinna być większa od 3,5 V, ale mniejsza od pierwszej. Następnie napięcie źródła jest stopniowo zmniejszane. Gdy spadnie do 9...10 V różnica wartości napięć na pinach 12 i 13 powinna wynosić zero, a następnie zmienić znak.
Teraz możesz zainstalować zaprogramowany mikrokontroler w panelu, podłączyć transformator i podać do niego napięcie sieciowe. Po 1,5...2 s należy wcisnąć przycisk SB1. Wskaźnik licznika wyświetli cyfrę 0. Jeśli na wskaźniku nic się nie wyświetli, sprawdź ponownie wartości napięć na wejściach AIN0.AIN1 mikrokontrolera. Pierwszy musi być większy od drugiego.


W amatorskiej praktyce radiowej często zachodzi potrzeba nawijania/przewijania różnych uzwojeń transformatorów, dławików, przekaźników itp.
Podczas opracowywania tej maszyny postawiono następujące zadania:
1. Małe wymiary.
2. Płynny start wrzeciona.
3. Licznik do 10 000 obrotów (9999).
4. Nawijanie z automatycznym układaniem drutu. Skok układania (średnica drutu) 0,02 - 0,4 mm.
5. Możliwość nawijania uzwojeń segmentowych bez rekonfiguracji.
6. Możliwość mocowania i nawijania ramek bez otworu centralnego.
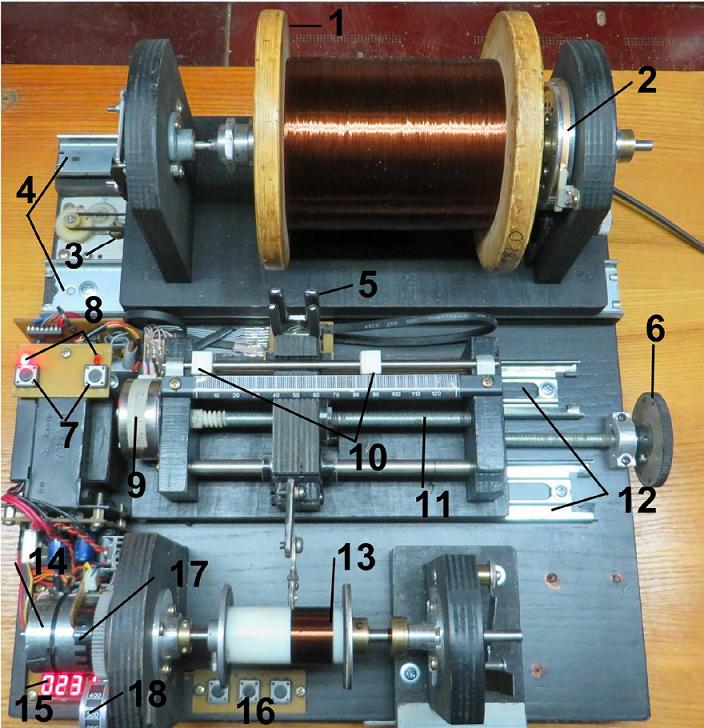
Obrazek 1.
Widok zewnętrzny maszyny wyciągowej.
Skład maszyny nawijającej.
1. Szpula podająca (szpula drutu).
2. Hamowanie (mechanizm hamulcowy).
3. Silnik krokowy do centrowania szpulki.
4. Prowadnice meblowe kulkowe.
5. Przesłona czujników optycznych mechanizmu centrującego szpulę.
6. Uchwyt do przenoszenia ustawnika na inną sekcję podczas nawijania uzwojeń sekcyjnych.
7. Przyciski do ręcznej zmiany kierunku układania.
8. Diody LED wskazujące kierunek układania.
9. Silnik krokowy pozycjonera.
10. Przesłony optycznych czujników brzegowych uzwojeń.
11. Śruba pozycjonera.
12. Prowadnice meblowe kulowe.
13. Rolka do nawijania.
14. Silnik uzwojenia.
15. Obróć licznik.
16. Przyciski ustawień.
17. Optyczny czujnik synchronizacji.
18. Kontroler prędkości.
Urządzenie i zasada działania.
Jednostka podająca.
Zespół podający przeznaczony jest do mocowania do niego szpuli drutu o różnych średnicach i zapewniania naprężenia drutu.
Zawiera mechanizm mocowania szpulki i mechanizm hamowania wału.

Rysunek 2.
Jednostka podająca.
Hamowanie.
Bez hamowania szpuli podającej nawinięcie drutu na ramy będzie luźne i wysokiej jakości uzwojenie nie będzie działać. Taśma filcowa „2” spowalnia bęben „1”. Obrót dźwigni „3” napina sprężynę „4” - regulując siłę hamowania. Dla różnych grubości drutu regulowane jest własne hamowanie. Stosowane są tutaj gotowe części do magnetowidów.

Rysunek 3.
Mechanizm hamulcowy.
Centrowanie szpulki.
Niewielkie gabaryty maszyny oraz usytuowanie w bliskiej odległości szpuli nawojowej i szpuli podającej z drutem wymagały wprowadzenia dodatkowego mechanizmu centrującego szpulę podającą.


Rysunek 4, 5.
Mechanizm centrujący.
Podczas nawijania cewki drut ze szpuli działa na żaluzję „5”, wykonaną w postaci „widełek” i silnika krokowego „3”, poprzez przekładnię z podziałem 6 i pasek zębaty, wzdłuż prowadnic rolkowych „ 4”, automatycznie przesuwa szpulę w żądanym kierunku.
Zatem drut znajduje się zawsze pośrodku, patrz ryc. 4, ryc. 5:

Rysunek 6.
Czujniki, widok z tyłu.
Skład i konstrukcja czujników.
19. Czujniki optyczne mechanizmu centrującego szpulkę.
5. Kurtyna zasłaniająca czujniki mechanizmu centrującego szpulę.
20. Kurtyny zasłaniające czujniki przełączania kierunku ustawnika.
21. Czujniki optyczne do przełączania kierunku pozycjonera.
Pozycjoner.
Zasłony „20” ryc. 6 - ustawiona jest granica kręta. Silnik krokowy porusza mechanizmem układarki do momentu, aż kurtyna zablokuje jeden z czujników „21” rys. 6, po czym zmienia się kierunek układania.
W każdej chwili możesz zmienić kierunek układania za pomocą przycisków „1” rys. 7.

Rysunek 7.
Układacz.
Prędkość obrotowa silnika krokowego „9” ryc. 7, synchronizowana za pomocą czujnika „10”, „11” Rys. 8, z obrotem uzwojenia i zależy od średnicy drutu ustawionej w menu. Średnicę drutu można ustawić w zakresie 0,02 - 0,4 mm. Za pomocą pokrętła „8” rys. 7, można przesunąć cały pozycjoner na bok bez zmiany granic uzwojeń. W ten sposób możliwe jest nawinięcie kolejnej sekcji w ramach wielosekcyjnych.

Cyfra 8.
Optosensor.
Skład pozycjonera i optosensora (Rys. 7-8).
1. Przyciski do ręcznej zmiany kierunku układania.
2. Diody LED wskazujące kierunek układania.
3. Kurtyny zasłaniające czujniki przełączania kierunku ustawnika.
4. Łożysko liniowe.
5. Nakrętka kaprolonowa.
6. Śruba pociągowa. Średnica 8mm, skok gwintu 1,25mm.
7. Prowadnice meblowe kulkowe.
8. Uchwyt do przenoszenia ustawnika na inną sekcję podczas nawijania uzwojeń sekcyjnych.
9. Silnik krokowy.
10. Optyczny czujnik czasu.
11. Dysk zakrywający czujnik synchronizacji. 18 miejsc.
Węzeł odbiorczy.

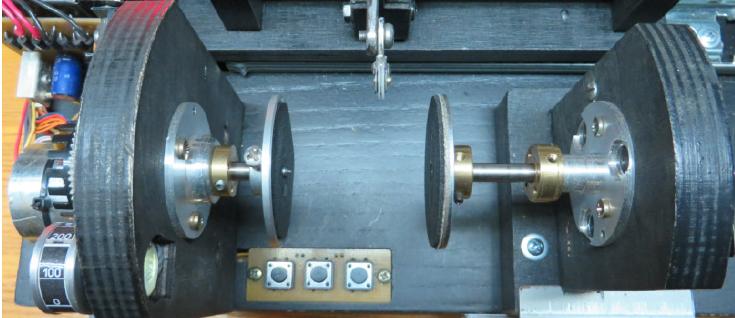
Rysunek 9.
Węzeł odbiorczy.


Rysunek 10, 11.
Węzeł odbiorczy.
1. Obróć licznik.
2. Szybki silnik komutatorowy.
3. Przekładnia redukcyjna.
4. Przycisk „zerowanie licznika”.
5. Regulacja prędkości.
6. Przełącznik „Rozpocznij nawijanie”.
7. Mocowanie szpuli nawojowej.
Obrót uzwojenia jest wytwarzany przez szybki silnik komutatorowy poprzez przekładnię.
Skrzynia biegów składa się z trzech biegów o łącznym skoku 18. Zapewnia to niezbędny moment obrotowy przy niskich prędkościach.
Prędkość silnika jest regulowana poprzez zmianę napięcia zasilania.

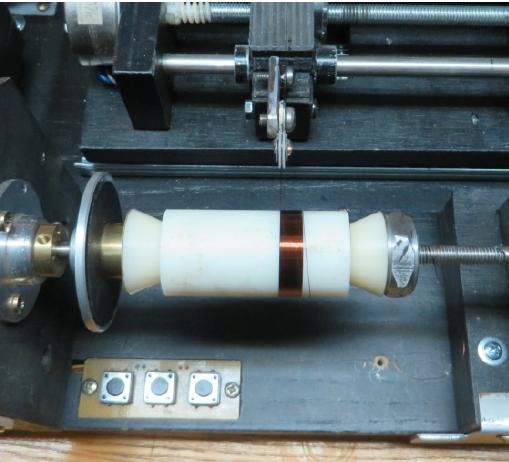
Rysunek 12, 13.
Mocowanie ramy z otworem.
Konstrukcja jednostki odbiorczej pozwala na mocowanie zarówno ramek z otworem centralnym, jak i ramek bez takich otworów, co wyraźnie widać na rysunkach.

Rysunek 14, 15.
Mocowanie ramy bez otworu.
Schemat elektryczny.

Rysunek 16.
Obwód elektryczny maszyny wyciągowej.
Wszystkimi procesami maszyny steruje mikrokontroler PIC16F877.
Wskazanie liczby zwojów i średnicy drutu wyświetlane jest na czterocyfrowym wskaźniku LED. Po naciśnięciu przycisku „D” wyświetlana jest średnica drutu, po naciśnięciu wyświetlana jest liczba zwojów.
Aby zmienić średnicę drutu należy nacisnąć przycisk „D” i przyciskami „+”, „-” zmienić wartość. Ustawiona wartość zostaje automatycznie zapisana w pamięci EEPROM. Przycisk „Zerro” - zeruje licznik. Złącze „ISCP” służy do programowania mikrokontrolera.
P.S. Nie ma rysunków mechanicznych, ponieważ urządzenie zostało wyprodukowane w jednym egzemplarzu, a projekt powstał w procesie montażu.
W tej konstrukcji wykorzystano zdemontowane elementy i zespoły (nieoznaczone) z magnetowidów i drukarek.
W żadnym wypadku nie nalegam na dokładne powtórzenie tego projektu, a jedynie na wykorzystanie w moich projektach jakichkolwiek jego węzłów.
Reprodukcja tego urządzenia jest możliwa przez doświadczonych radioamatorów, którzy posiadają umiejętności pracy z mechanikami i są w stanie zmienić konstrukcję tak, aby pasowała do istniejących części mechanicznych.
Odpowiednio część mechaniczną można zaimplementować inaczej.
Skrzynie biegów w silnikach mogą mieć inny podział.
Elementy krytyczne:
Aby program działał poprawnie należy spełnić szereg warunków, a mianowicie;
Czujnik optyczny „17” rys. 1. może mieć inną konstrukcję, ale musi mieć 18 otworów.
Śruba pozycjonera musi mieć skok 1,25 mm – jest to standardowy skok dla śruby o średnicy 8 mm.
Silnik krokowy pozycjonera 48 kroków/obrót, 7,5 stopnia/krok - to najczęściej spotykane silniki w sprzęcie biurowym.
Film demonstracyjny maszyny:
Poniżej w załączniku (w archiwum) zebrane są wszystkie niezbędne pliki i materiały do montażu maszyny wyciągowej.
Jeśli ktoś ma jakieś pytania dotyczące montażu i konfiguracji proszę zadać je na forum. W miarę możliwości postaram się odpowiedzieć i pomóc.
Życzę wszystkim powodzenia w twórczości i wszystkiego najlepszego!
Archiwum "Maszyna nawijająca"


