Fresa 2141 0007. Fresa per alesare
Gruppo G23 STANDARD
FRESE PER TORNITURA CON INSERTI IN LEGA DI METALLO DURO PER LA LAVORAZIONE DI FORI BLINK
Design e dimensioni
Utensili per alesatura e tornitura con riporto in metallo duro per fori ciechi. Design e dimensioni
|
Designazione |
Fare domanda a |
Il diametro è il più piccolo |
||||||||
|
Angolo di inserimento |
foro D |
|||||||||
Un esempio di simbolo per una fresa di tipo 2, versione 1, sezione hb = 16 16 mm, I = 25 mm, con piastra in lega dura T15K6:
(Edizione modificata, emendamento n. 1, 2).
4. Per le frese di tipo 1, l'angolo di inserimento della piastra nell'asta per la lavorazione della ghisa e altri materiali fragili è di 10°, per la lavorazione dell'acciaio e altri materiali viscosi - 0°.
(Edizione modificata, emendamento n. 1).
5. I valori dei raggi degli arrotondamenti e degli smussi non specificati nella presente norma sono accettati per motivi tecnologici.
6. Gli elementi strutturali e i parametri geometrici delle frese sono indicati in appendice.
7. La forma di affilatura della superficie anteriore e la finitura della parte tagliente sono specificate nell'appendice 2 di GOST 18877-73.
8. Requisiti tecnici - secondo GOST 5688-61.
9. (Soppresso, emendamento n. 2).
Angolo di inserimento
Angolo di inserimento
Versione 2 Angolo di inserimento della piastra nell'asta 10°
Angolo di inserimento
Inserisci angolo
Inserisci angolo
Versione 1
Con uno spessore della piastra di 4 mm o più
|
Tabella 3 |
||||||||
|
|
La fresa per alesatura è ampiamente utilizzata nell'ingegneria meccanica e nella produzione. Vengono utilizzati per la lavorazione di fori passanti e ciechi sul gruppo tornitura delle macchine. Le frese per tornitura noiose aiutano a ottenere risultati più accurati nel lavoro e creano anche un'elevata frequenza di elaborazione. Lo strumento rimuove in sequenza gli strati di metallo, il che aiuta ad espandere il foro in lavorazione alla dimensione desiderata. Grazie ad un'attrezzatura precisa, il risultato può essere regolato entro decimi di millimetro. Se la fresa per alesatura è ben affilata e in buone condizioni, può funzionare con una varietà di metalli, poiché dovrebbe essere sempre più resistente del pezzo. Per affidabilità è sempre necessario verificarne il fissaggio, poiché una posizione errata può portare alla rottura dell'utensile stesso o alla lavorazione difettosa del pezzo.
L'enfasi principale in questa taglierina è l'elevata produttività. In genere, una fresa per alesatura rimuove strati relativamente piccoli che aiutano ad espandere il foro, quindi in questo caso sono importanti velocità e precisione, che a loro volta si riflettono nella geometria del prodotto. Il piano di lavoro è realizzato a forma di cuneo, poiché ciò aiuta a tagliare meglio lo strato di materiale e deformarlo, rimuovendo trucioli dello spessore adeguato. La scheggiatura graduale dello strato superiore di materiale porta il pezzo allo stato richiesto. Lo standard attuale con cui viene prodotta la fresa noiosa è GOST 18872-73, destinato a prodotti in acciaio ad alta velocità, il cui diametro più piccolo raggiunge 14 mm. Se lo strumento è destinato a fori ciechi con un diametro fino a 6 mm, questo sarà già GOST 18873-72. Se la fresa noiosa è costituita da una composizione di metallo duro, qui saranno rilevanti rispettivamente GOST 18882-73 per fori passanti e GOST 18883-72 per fori ciechi.
foto: utensili per tornitura noiosi per metallo
Tipi di frese noiose
La fresa alesatrice può essere realizzata in più versioni. Il tipo ad alta velocità viene utilizzato per la lavorazione di vari materiali leggeri e leghe corrispondenti, tra cui alluminio, fluoroplastica, textolite e altri materiali.
Per composizioni più resistenti e pesanti vengono utilizzate frese per alesatura monolitiche in metallo duro o con inserti di piastre in lega di metallo duro. Tali prodotti possono già lavorare con bronzo, acciaio grezzo, acciaio inossidabile, acciaio temprato e altri materiali.
Tutte queste varietà, a loro volta, sono divise per la tipologia del supporto, che può essere quadrato o rotondo. Inoltre, esiste anche una divisione per scopo. In base alle funzioni svolte, viene prodotta una fresa per fori ciechi, che viene utilizzata non solo per la lavorazione delle pareti interne del foro, ma anche per la scanalatura del fondo, insieme alla sua successiva rettifica. C'è anche una fresa per alesatura, che viene utilizzata per i fori passanti. Funziona con parti cilindriche o con fori passanti.
Al giorno d'oggi, una varietà come una fresa noiosa con piastre sostituibili si sta rivelando molto popolare. Hanno profili e forme diverse e, soprattutto, vengono forniti con una serie di pezzi di ricambio che possono essere utilizzati per fissare piastre di lavoro e supporti. Le piastre usurate possono essere rapidamente sostituite.
Dimensioni principali
Gli utensili per alesatura per torni, progettati per lavorare con fori passanti e ciechi, sono realizzati secondo specifici standard dimensionali.

| Altezza, mm | Larghezza, mm | Lunghezza, mm |
|---|---|---|
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
Parametri geometrici della fresa noiosa
La geometria della parte operativa del prodotto è composta da tre angoli principali, che nella loro somma formano sempre 90 gradi. Ciò comprende:
- L'angolo di spoglia principale che si forma tra il piano di taglio e la superficie del fianco dell'utensile. Riduce l'attrito tra la parte e la superficie posteriore. Maggiore è questo angolo, minore è la rugosità superficiale che può essere lavorata. Di conseguenza, più duro è il metallo, minore dovrebbe essere questo angolo.
- L'angolo della punta, misurato tra le superfici anteriore e posteriore dell'utensile. Influisce sulla resistenza del prodotto, quindi quanto più grande è, tanto più affidabile sarà la fresa noiosa.
- Il fronte principale, che si misura tra la superficie anteriore dell'utensile e il piano perpendicolare alla superficie di taglio. Con il suo aiuto, puoi influenzare la dimensione della deformazione dello strato rimosso.

foto: geometria della fresa per alesatura
Selezione dello strumento noioso
La fresa noiosa viene selezionata in base ai materiali con cui lavorerà. Innanzitutto è la tipologia per fori ciechi o esterni. Successivamente, è molto importante esaminare il materiale che viene elaborato. Se il principio geometrico di base di una determinata varietà è approssimativamente lo stesso, i materiali utilizzati saranno diversi.
“Consigli di professionisti! Non utilizzare in nessun caso prodotti in acciaio rapido per la lavorazione di acciaio inossidabile, bronzo e prodotti in metallo temprato. Ciò comporterà una rapida usura, quindi in questo caso è meglio utilizzare solo prodotti realizzati con materiali in metallo duro."
Inoltre, non dovresti dimenticare le dimensioni, poiché alcune frese semplicemente non possono fisicamente penetrare nel foro. Per un lavoro attivo costante, è consigliabile disporre di un set di più prodotti o scegliere un tipo con piastre sostituibili. Per elaborare i fori ciechi, gli specialisti selezionano prodotti che sono la metà del diametro del foro da elaborare.
Modalità di taglio con frese noiose
La scelta della modalità di taglio dipende in gran parte dal foro della fresa, dal diametro del foro, dal tipo di materiale e da altri fattori. A seconda del diametro del foro da lavorare, quando si lavora con fori passanti, la fresa dovrà essere installata sotto o sopra il loro centro. Allo stesso tempo, quando si lavora con fori ciechi, la fresa per alesare interna è posizionata chiaramente al centro in modo che non vi siano sporgenze alle estremità.
Marcatura
Esistono diverse marche principali di frese, che variano per dimensioni e composizione. Ad esempio, T15K6: il materiale di produzione appartiene al gruppo del carburo di titanio-tungsteno con un contenuto di carburo di titanio del 15% e un contenuto di cobalto del 6%.
Produttori
- TaeguTec (Corea del Sud);
- UkrMetiz (Ucraina);
- Impianto di utensili Kirzhach (Russia);
- CHIZ (Ucraina);
- Intertool (Cina).
Frese per barenatura: video
Utensili per alesatura e tornitura con riporto in metallo duro per fori ciechi. Design e dimensioni
Invece di GOST 6743-61 in parti di tipo VIII; MH 614-64;
Con decreto del Comitato statale per gli standard del Consiglio dei ministri dell'URSS dell'8 giugno 1973 n. 1429, è stata stabilita la data di introduzione
Il periodo di validità è stato rimosso dal decreto della norma statale dell'URSS del 02.12.81 n. 655
1. La presente norma si applica agli utensili di tornitura per uso generale con inserti in metallo duro brasato per la lavorazione di fori ciechi.
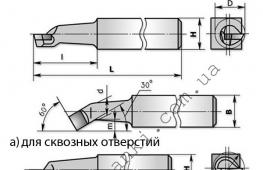
2. Le frese dovrebbero essere di due tipi:
1 - foratura con angolo ср = 5°;
2 - Barre di alesatura resistenti alle vibrazioni.
3. Il design e le dimensioni principali delle frese devono corrispondere a quelle indicate nel disegno. 1, 2 e nella tabella. 12.
Versione 1
Versione 2

Pubblicazione ufficiale Riproduzione vietata
Edizione con emendamenti n. 1, 2, approvati nel febbraio 1981, giugno 1985 (IUS 4-81, 9-85).
Dimensioni in mm
Tabella 1
|
Esecuzione |
taglierina h b |
Tipo di piastra secondo GOST 25397-90 Angolo di inserimento della piastra |
Diametro del foro più piccolo D |
|||||||||
|
angolo di inserimento 10° |
angolo di inserimento 0° |
|||||||||||
|
Designazione |
disoccupazione |
Designazione |
disoccupazione | |||||||||
Esempio di simbolo per una fresa di tipo 1, versione 1, sezione h b = 1616 mm, 1 = 25 mm, con angolo di inserimento dell'inserto nell'asta di 10°, inserto in lega dura VK4:
Taglierina 2141-0002 VK4 GOST 18883-73
Versione 1
Versione 2


|
Designazione |
Fare domanda a |
Tipo di piastre secondo GOST 25397-90 |
Il diametro è il più piccolo |
|||||||
|
taglierina h b |
Angolo di inserimento |
foro D |
||||||||
Un esempio di simbolo per una fresa di tipo 2, versione 1, sezione h b = 16-16 mm, 1 = 25 mm, con piastra in lega dura T15K6:
Taglierina 2141-0205 T15K6GOST 18883-73
(Edizione modificata, emendamento n. 1, 2).
4. Per le frese di tipo 1, l'angolo di inserimento della piastra nell'asta per la lavorazione della ghisa e altri materiali fragili è di 10°, per la lavorazione dell'acciaio e altri materiali viscosi - 0°.
(Edizione modificata, emendamento n. 1).
5. I valori dei raggi degli arrotondamenti e degli smussi non specificati nella presente norma sono accettati per motivi tecnologici.
6. Gli elementi strutturali e i parametri geometrici delle frese sono indicati in appendice.
7. La forma di affilatura della superficie anteriore e la finitura della parte tagliente sono specificate nell'appendice 2 di GOST 18877-73.
8. Requisiti tecnici - secondo GOST 5688-61.
9. (Soppresso, emendamento n. 2).
ELEMENTI STRUTTURALI E PARAMETRI GEOMETRICI DELLE FRESE
1. Gli elementi strutturali e i parametri geometrici delle frese sono indicati in Fig. 1-6 e nella tabella. 1-4.
Esecuzione di tipo 1 1

sotto i piatti
“SÌ-
Angolo di inserimento della placca nell'asta 0° Per uno spessore della placca pari o superiore a 4 mm

Dimensioni in mm
Tabella 1
|
Sezione taglierina h ■ b |
Designazione delle piastre GOST 25397-90 |
||||||||||||
|
Angolo di inserimento |
Angolo di inserimento |
||||||||||||
Versione 2
Angolo di inserimento della piastra nell'asta 10°

Angolo di inserimento della piastra nell'asta 0°

|
Sezione taglierina h ■ b | ||||||||||||
|
Angolo di inserimento |
Inserisci angolo |
Inserisci angolo |
||||||||||
Versione 1
Con uno spessore della piastra di 4 mm o più

Per spessore della lamiera inferiore a 4 mm
sotto il piatto

Tabella 3
Dimensioni in mm
|
Sezione taglierina h b |
Designazione delle piastre secondo GOST 25397-90 |
|||||||||||
Versione 2
Con uno spessore della piastra di 4 mm o più

Per spessore della lamiera inferiore a 4 mm
|
Sezione taglierina h b |
Designazione delle piastre secondo GOST 25397-90 |
||||||||
APPLICAZIONE. (Edizione modificata, emendamento n. 1, 2).