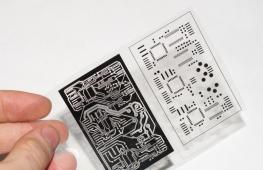
Maska na desky plošných spojů doma. Domácí rám s nataženou síťovinou šablony
Pájecí maska, nebo "zelená látka", jak se tomu dříve říkalo, chrání desku s plošnými spoji během pájení tím, že zakrývá vodiče, zabraňuje zkratům mezi podložkami a chrání laminát před přehřátím během instalace. Dříve to bylo možné pouze zelené. Nyní je k dispozici mnoho barev. Jakou barvu byste si měli vybrat? A je nějaký rozdíl, jaká barva masky je zvolena?
Příklady ze života
Máme zákazníka, který si pro každý typ plošného spoje objedná vlastní barvu pájecí masky. Všechno to začalo odstíny modré, červené, fialové, pak byla černá, bílá, nyní fialová, tyrkysová, vínová...
Je tu další zákazník – obrovský podnik s mnoha odděleními. Každé oddělení si volí vlastní barvu masky. Podle mého názoru i každý vývojář v tomto podniku preferuje svůj vlastní odstín. Je to dobré nebo špatné?
Podle mého názoru to není jen špatné - je to katastrofa pro podnik. A právě proto.
1. Problémy s příchozí kontrolou
Pokud zařízení provádí vstupní vizuální kontrolu desek plošných spojů, mohou rozdíly v barvě masky vést k výraznému zvýšení únavy personálu. Za prvé, jasné barvy, jako je červená nebo bílá, jsou pro oči výrazně únavnější. Za druhé, se změnou barvy se mění i sytost masky, což znamená, že může být obtížnější rozlišit vodiče pod nimi a kontrolovat jejich kvalitu. . Za třetí, oko zvyklé identifikovat vady pod maskou jedné barvy je nebude schopno při změně barev najít stejně kvalitně.
2. Problémy s instalací a výstupní kontrolou
Ještě větší potíže začínají při závěrečné vizuální kontrole po instalaci. Zvláště pokud je maska černá nebo bílá. Kontrola přítomnosti komponentů se mění v opravdovou bolest. Při použití malých součástek jako 0402 lze několikrát prodloužit kontrolu kvality jejich instalace proti tmavé nebo černé masce.
3. Problémy s kvalitou PCB
Standardní barva masky je zelená. V souladu s tím má každý závod na výrobu desek plošných spojů zásobu masek této barvy na skladě. Jakmile ale hry začnou s výběrem barvy a odstínu masky („Chtěl bych červenou, prosím, ale ne vybledlá, ale světlejší...“), je výrobce nucen vybrat tu správnou masku buď ze svého skladem nebo od dodavatele materiálů. A může se stát, že ředění, nanášení nebo režim vytvrzování této masky je mírně odlišný od standardního. A zde je možná ztráta kvality povlaku masky. Barvu masky tedy u velkých dávek musíte měnit opatrně, nejdříve vyzkoušejte vzorky.
4. Problémy se vzhledem desek plošných spojů
Důrazně nedoporučuji používat bílou masku. Po instalaci do trouby získá „nažloutlý“ odstín.
Nedoporučuji používat červenou masku. Rozdíl v odstínech je příliš znatelný a při opakování můžete skončit s odstínem, který se nijak neshoduje s deskami předchozího uvedení.
Černé a modré desky vypadají dobře, ale jak jsem již řekl, jsou mnohem obtížnější a jejich vizuální ovládání trvá déle.
Matné a lesklé
Lesklá maska je pohodlnější a škrábance jsou méně viditelné. Desky s lesklou maskou vypadají elegantněji.
Technologie PCB vytváří ve výchozím nastavení zelenou lesklou masku.
V některých situacích je nutné použít speciální barvy (například matná černá se používá na semaforech pro snížení oslnění a bílá se používá v iluminátorech pro zvýšení světelného výkonu). V takových situacích je výběr nestandardní barvy nebo matného / lesklého povrchu zcela oprávněný.
Kvalita jakéhokoli domácího elektronického zařízení velmi závisí na tom, jak dobře je vyrobeno
byl vyroben (ano, je to užitečná fráze, už je to jasné! No, ano... Ale musím z nějakého důvodu
začít?).
Velkou roli v tom hraje deska plošných spojů (pokud nemáte velmi jednoduchý design, který
to je možné
provést volumetrickou instalaci). Čím složitější zařízení, tím složitější je návrh desky plošných spojů a tím více
lepší kvalita
musí být vyrobeno. O jednom ze způsobů DIY výroba PCB mluvený projev
a půjde to.
Předmluva
Všechny materiály použité v tomto článku lze zakoupit v našem obchodě
Existuje několik způsobů výroba desky plošných spojů doma. Úplně na začátku (to bylo ještě v době, kdy jsem studoval na škole elektrotechnika) jsem maloval cesty lakem na nehty (výsledkem byly velmi brutální plošné spoje), pak jsem zkusil voděodolný fix (ještě lepší). Ale jen když jsem to zvládl technologie laserového žehlení(LUT) (a to se stalo relativně nedávno) Konečně se mi podařilo získat kvalitu desek, která lahodila oku. Elektronická řemesla totiž dělám čistě kvůli procesu samotnému. No, tohle je můj koníček. Jaký má smysl připájet něco na děsivý plošný spoj? Ale po pár letech mi tato technologie přestala vyhovovat. Ačkoli LUT má mnoho výhod:
- rychlost (pokud jsem měl tiskárnu, byl jsem schopen dosáhnout cca 10 minut od tisku po zahájení pájení);
- jednoduchost (i když za tuto jednoduchost budete muset zaplatit tuctem neúspěšných záběrů na samém začátku používání této technologie. To znamená, že se musíte „zlepšit.“)
- dobrá opakovatelnost. (Povedlo se mi asi 90 % všech pokusů. Prvních deset jsem do statistik nezapočítával!).
Pomocí technologie laser-železo bylo dokonce možné aplikovat nápisy, což jsem v některých případech udělal.
Ale LUT poskytla přesnost ne větší než 0,3 mm. Toto je praktický strop. Snažil jsem se, aby byly stopy tenčí, a to se povedlo, i když se zároveň výrazně zvýšilo procento defektů. Obecně jsem již nakreslil předmluvu k článku, takže přejděme k samotné pájecí masce.
Co je pájecí maska?
FSR8000- dvousložkové složení citlivé na ultrafialové záření. Má tři stavy.
1. "Surový stav". Po smíchání obou složek. V této formě jej lze smýt buď acetonem nebo roztokem uhličitanu sodného.
2) "Zpevněný stav".
2a) Nevystaveno ultrafialovému světlu. Rozpouští se acetonem a roztokem sody.
2b) Po vystavení ultrafialovému světlu se maska stává odolnou vůči roztoku sody, ale stále ji lze smýt acetonem.
3) "pečený stav". Získává se po zahřátí na 160 stupňů s následnou expozicí po dobu několika desítek minut. Není rozpustný v acetonu a má velkou mechanickou odolnost.
Jednoduše řečeno: maska je ochranná vrstva, kterou lze často vidět na továrně vyrobených deskách plošných spojů. Velmi často zelená. Tento článek pojednává o nestandardním použití této masky jako fotorezistu.
K tomu je potřeba použít první dva stavy, tzn. Pomocí osvětlení a následného vyvolání získejte vzor vodičů na DPS. A po leptání tento vzor smyjte acetonem.
Poté lze masku použít k zamýšlenému účelu, pokrývající plochu celé desky maskou, s výjimkou kontaktních podložek určených k utěsnění dílů. Poté přeneste masku do třetího stavu. A teď o tom samém, ale podrobně a s fotografiemi.
Seznam toho, co je potřeba pro proces výroby DPS
- - FSR8000(můžete zakoupit v našem obchodě)
- Termostat. Navzdory hrozivému názvu můžete použít běžnou žehličku s možností nastavení teploty. Potřebujete také teploměr (až 160 stupňů), abyste si zapamatovali polohy regulátoru při 70 stupních a 160 stupních. Poté již teploměr v podstatě nebude potřeba.
- . Jednoduše můžete použít běžnou úspornou lampu se studeným světlem. Jde jen o to, že doba expozice bude velmi dlouhá. Ale je to bezpečné.
- Rám se síťovinou. Rám s napnutou síťovinou.). na masku a lze ji zakoupit na našem webu, doporučujeme také přečíst článek
- Šablona fotografie s designem desky a umístěním kontaktních podložek. pro šablonu fotografie,
- Inzulínové stříkačky. Potřebné pro přesné promíchání složek masky .
- Párátka. Pro míchání složek masky.
- K jednotnému nanesení masky na PCB potřebujeme: , kreditní karta, kus pěnového plastu. Používám kreditní kartu (již nepotřebuji, samozřejmě).
- Pro rozvoj potřebujeme soda. Podívejte se vedle pracích prášků v obchodech.
- Aceton. Pro smytí masky po leptání.
- Kapacita pro vyvolávání (jakékoli plastové nádoby)
Technologický postup výroby desky plošných spojů doma
fotomaska(). Lze to provést v tiskárně, která má zařízení pro fotosazbu filmů. Často tuto službu tiskárny nepropagují, protože je čistě interní. Ale zpravidla souhlasí s tím, že bez problémů vytisknou vaše návrhy kapesníků na fotosazbu. Formát souboru a rozměry výkresů je nutné upřesnit s konkrétní tiskárnou.
Chcete-li získat vzor desky, musí být šablona převrácena (bílé stopy na černém pozadí). Pro ochrannou masku – rovná (černé kruhy na bílém pozadí) .
Fotorezist Ordyl Alpha 340
Fotografie ukazují samotnou fotomasku. Jedna strana se zdá být reliéfní, druhá by měla být lesklá a hladká.
Je důležité nezaměnit strany - fotovrstva je na straně, kde je reliéf. 

Dřevěný rám (z balzy, lepený nízkoviskózním superlepidlem!) s nataženou mašličkou pro miminko. 
Z DPS jsme vyřízli polotovar. Na stranách dáváme určitou rezervu.

Očistěte povrch brusným papírem. Nemusíte se moc snažit, stačí odstranit nečistoty. Maska má velmi dobrou přilnavost. 
Na fotografii je vyčištěný textolit. Kovové hobliny je nutné smýt vodou.

Žehlit teploměrem.Není nutné vždy takto řídit proces. Nyní znám pozici regulátoru
na 60-80 stupňů a nastavením do této polohy mám jistotu, že dostanu požadovanou teplotu.
Pozor, teplota železa by neměla překročit 100! 
Součásti masky sbíráme do malých injekčních stříkaček. 
Vše, co potřebujete k dokončení práce
- součásti masky ve stříkačkách
- rám
- šablona fotografie
- párátka
- Guma stěrky 
Na textolit vytlačte požadované množství činidel.
Na takový šátek jsou to 3 ml masky (zelená složka) a 1 díl tužidla (bílá složka). Tito. poměr by měl být 3 ku 1
.
Promícháme párátkem. Snažíme se dobře promíchat, protože hodně záleží na kvalitě míchání. 
Smíšená homogenní maska 
Zatlačte dolů síťkou nahoře. Zde možná stojí za to říci, že v některých případech (zejména když
když je maska již prošlá) je lepší namíchat velké porce, několik najednou
kapesník. Poté na šátek položte rám se síťkou a na síťku naneste potřebné množství namíchané směsi.
masky. Síťka pak nedovolí, aby se husté (ztluštělé) hrudky masky dostaly na DPS, čímž by se zkazily
celý obrázek. 
Masku rozetřeme na textolit. Jde o to, že maska zůstane pouze v buňkách mřížky. Poté při odstraňování
mesh - vznikne nám rovnoměrně rozložená maska. Použijte proto kousek gumy stěrky (nebo kreditní kartu)
Snažíme se odstranit přebytečnou masku z povrchu síťky. Bez fanatismu! Netrhejte síťku 
Výsledek 
Opatrně odstraňte síťku 
Maska se rychle roztírá po celém povrchu a vytváří jednotnou vrstvu 
Umístěte šátek na žehličku 
Zakryjte šátek něčím, abyste ho chránili před prachem. A počkejte pár minut (nebo desítek minut).

Mezitím vhodíme pletivo se stopami masky do sody. 
Důležité je vystihnout moment, kdy je maska téměř úplně suchá. Můžete zkusit masku zkontrolovat prstem na okraji šátku.
(kde jste opustili povolení. Vy jste opustili povolení, že?!). Pokud, když přejedete prstem po povrchu, není
stopy a maska se mírně přilepí na prsty - to je to, co potřebujeme. Šátek s maskou s vystřiženým vzorem. 
Šablonu s fotovrstvou naneseme na masku a opatrně uhladíme k šátku. NEZAMĚŇTE STRANU! Pokud povrch
trochu lepí - šablona bez problémů drží na šátku. Pokud je povrch již téměř suchý, nevadí.
Zkuste buď povrch navlhčit vodou, aby šablona přilnula, nebo něčím šablonu na šátek přitisknout.
(Můžete ho omotat páskou. Ale pozor!) Obecně by šablona měla k šátku přiléhat.

Dáme na světlo. Doba expozice je určena experimentálně. Mohu vám říci své režimy osvětlení:
70 (nebo dokonce 80) minut na vzdálenost 7 cm, s úsporou energie 22 wattů. UV lampa dá mnohem méně
expoziční čas, ale zároveň se odpovídajícím způsobem sníží časové tolerance). 
Příprava řešení pro vývoj 
Voda při pokojové teplotě. Vyčištěné, měkké. Dávkování – experimentální, na fotografii dávkování pro
měkká petrohradská voda (jak asi tušíte, fotografie pořídil Termite). Pro tvrdou vodu - soda by měla být
více. Roztok by měl být na dotek mírně mýdlový. Pokud je sody příliš mnoho, vývoj bude rychlý,
ale zároveň se lehce podexponovaná maska během vývoje „odloupne“. A pokud je sody málo, vývoj bude
velmi pomalý. Navíc zahřívání roztoku naruší vývoj pouze po uplynutí požadované doby
pro expozici - odstraňte film a vhoďte šátek do roztoku 
Šátek v roztoku. 
Pokud je vše v pořádku, během minuty byste měli vidět světelný vzor vodičů.

Když se šátek zcela rozvine, vyperte jej, abyste odstranili zbývající sodu, a položte jej na žehličku, aby uschnul. 
Co se stalo. 
Jednou z nepříjemných vlastností masky jsou nedostatečně vyvinutá místa.
Na suchém šátku jsou velmi dobře viditelné jako bělavé skvrny. Neměly by existovat! Neposkytnou řešení
leptání, abychom se dostali k mědi. Poté šátek hodíme zpět do roztoku a vatovým tamponem ta místa lehce vyčistíme.
Opět smýt, osušit, kontrolovat. A pokud je vše v pořádku, tak... Otrávíme šátek. 
Během procesu leptání kontrolujeme, zda nejsou žádné vzduchové bubliny. Často se nacházejí mezi kolejemi. 
Otrávíme, otrávíme... 
Tohle se stalo 
Masku smyjte acetonem. Můžete zkontrolovat šátek, prsten, zda nedošlo k přerušení a zkratu. Koneckonců, teď budeme
aplikujte ochrannou masku, a pak bude velmi obtížné opravit přerušení a zejména zkrat.
Použijte šablonu masky. Přesnost registrace lze zkontrolovat proti světlu (pokud je šátek jednostranný) 
Znovu na světlo (ano, ano, znovu na 70-80 minut, pokud nemáte UV. Můžete ale vyrobit několik šátků najednou!)
Poté přejděte do vývoje ve stejném roztoku sody. V zásadě to trvá dlouho. Je pravda, že změnit všechno
bude to muset být stejné, protože v zeleném řešení není vidět samotný šátek a jak je stále krásnější 
Rád například sleduji, jak se na zelené ploše postupně objevují lesklé měděné polštářky 
Tak, klady pomocí této metody samostatně Výroba DPS:
- Velmi velmi technologicky vyspělé a krásné
- Vysoká přesnost. 0,15 mm není problém. Dvě stopy mezi nohama balíčku DIP? Pokud to zkusíte, není problém.
- Téměř 100% opakovatelnost(samozřejmě to je, když už víte, na jakou vzdálenost a jak dlouho osvětlit další drobnosti, určené experimentálně při prvních pokusech vyrobit šátek)
- Ochranná maska. To je velmi dobré plus - koneckonců pájení s ochrannou maskou se stává velmi jednoduchým - SMD součástky jednoduše zapadnou samy.
A teď zápory.
- Velmi dlouhá doba. Při použití konvenčních energeticky úsporných zařízení to trvá VELMI DLOUHO. Ale kdo vám brání vyrábět šátky v dávkách?
- Potřebujete fotofilm. (Samozřejmě můžete použít šablony z tiskárny. Ale..., upřímně, nedoporučuji to. Protože pak jsou tolerance expozičního času velmi, velmi malé)
Bezpečnostní opatření.
Mějte na paměti - v popisu FSR8000 je napsáno mnoho nepříjemných věcí o toxických vlastnostech par masky. Pracujte minimálně s otevřeným oknem. A to nejlepší – pod kapotou. Nyní ohledně mé rady „dotkněte se toho prstem, abyste zjistili, zda je suchý“ - je stále lepší to nedělat. Pokud se vám maska dostane na ruce, rychle ji smyjte.
Aceton. Také škodlivé. Rozpouští tuk, což znamená, že s podkožním tukem dokáže udělat něco nepříjemného. Je lepší vyhnout se delšímu kontaktu.
Chlorid železitý. Jeho výpary je lepší nevdechovat. Obecně se celý můj proces odehrává na balkóně, s otevřeným oknem. Na balkon chodím, jen když je moje přítomnost nezbytná. A po dodělání to dobře vyvětrám.
závěry
Udělat DIY deska s plošnými spoji téměř tovární kvalita doma- možná, a ani to není příliš obtížné! Rád bych si také osvojil kvalitní výrobu vias...
U jakékoli tovární desky vás hned zaujme hlavní rozdíl: téměř na všech továrních deskách jsou dráhy pokryty jakousi ochrannou vrstvou, na vnější straně zůstávají pouze kontaktní plošky. Tato vrstva může být zelená, červená, modrá a někdy i černá nebo bílá. Co to tedy je a proč je to potřeba?
Tento povlak se nazývá pájecí maska a je navržen tak, aby chránil dráhy před oxidy, náhodnými zkraty a přehřátím PCB při instalaci prvků. Kromě toho je instalace prvků na desku pokrytou pájecí maskou mnohem pohodlnější: pájka se netáhne podél drah. Pokud jsou díly utěsněny fénem, je to ještě důležitější. A deska s maskou vypadá mnohem atraktivněji.
V současné době jsou pro radioamatéry k dispozici tři typy pájecích masek:
- Jednosložkový (vytvrzování UV zářením).
- Dvousložkový.
- Suchý film.
Jednosložková maska nabízená našimi malými čínskými přáteli je ve skutečnosti opravná barva. Například je pro ni velmi vhodné zakrýt oblast, kde se obnovují cesty. Ne, používá se také jako maska, v tomto případě není potřeba trouba (a v každém případě jsou potřeba UV lampy), ale z hlediska pevnosti je stále horší než dvousložková. Existuje také pravá jednosložková pájecí maska, ale ta je mnohem méně běžná.
Filmová maska je velmi podobná fotorezistu jak vzhledem, tak principem práce s ním. Ano, ano, ochranný nátěr lze vyrobit i z fotorezistu, ale ve skutečnosti je to jen zdání, které nemá ani chemickou, ani mechanickou pevnost. Je to také docela vzácné, docela drahé a hlavně pro plný provoz potřebujete vakuový laminátor (aby maska plně přilnula k povrchu desky).
Nejoptimálnější poměr cena/kvalita je dvousložková pájecí maska. Je možné ji zakoupit na váhu, díky čemuž je maska ještě dostupnější.
| Obchody a prodejci, jejichž služby využívám. | |
|---|---|
| Internetový obchod "Vše pro desky plošných spojů" | Zde jsme opakovaně zakoupili pájecí masku, síťku na šablonu (a lepidlo na ni), stěrkovou gumu a tvrdokovové vrtáky. Fotorezist je také zakoupen zde. K obchodu nejsou žádné stížnosti, vše perfektně zabaleno. Byla tam jen jedna zvláštnost - objednávky se sbíraly a odeslaly poměrně dlouho (s největší pravděpodobností to dělal jeden člověk). Nyní (13.9.2017) obchod mění majitele, co bude dál - čas ukáže. |
| Maxim (přezdívka: smacorp) z webu RadioKot. | Skvělý prodejce a jen příjemný člověk na rozhovor. Zde si můžete zakoupit tekutý cín pro chemické cínování a pájecí masku. To vše je vynikající kvality. |
Ano, použití pájecí masky činí proces výroby desky ještě pracnějším, časově náročnějším a vyžaduje nové nástroje a materiály. Ale skutečný radioamatér by neměl stát na místě, získávání nových dovedností a znalostí je vždy dobré.
Jako obvykle rozdělme proces výroby desky do fází:
Vrtání obrobku, nanášení fotorezistu, expozice, vyvolávání, leptání. Všechny tyto fáze jsme probrali dříve. Možná někoho překvapí, že první fází je vrtání, většinou jsme to dělali až skoro na konci, ale v tomto případě jsou otvory vrtány CNC strojem a pořadí bude přesně takové. Budeme mluvit o přípravě souborů pro stroj a výrobě desky pomocí něj, ale zatím to budeme brát jako samozřejmost.
Vrtaný polotovar s naneseným fotorezistem.

Příprava před vystavením stop.
Na druhé fotce vidíte, že vedle šablony dráhy je ještě jedna šablona (ve skutečnosti je jich více). Toto je šablona pro pájecí masku. Podle principu práce s ní se maska příliš neliší od fotorezistu. Jedná se o úplně stejný fotocitlivý materiál s malými rozdíly: skládá se ze dvou složek a je tekutý.
Míchání masky. Před aplikací masky se kompozit a tužidlo smíchají v určitém poměru, např. u masky FSR-8000 - 3 : 1. Kompozit má barvu povlaku a tužidlo je bílé.
 Vše, co potřebujete.
Vše, co potřebujete. Situace, kdy je masky při aplikaci málo, působí na psychiku velmi depresivně, proto je nutné počítat její množství. Ve skutečnosti je zde vše jednoduché: na 1 čtvereční decimetr desky (10*10 cm) stačí 2 gramy masky s rezervou. Vše samozřejmě záleží na konzistenci a způsobu aplikace, ale mluvím o situaci, kdy se maska ničím neředí (dostatečně tlustá) a nanáší se přes speciální síťku pomocí stěrky. Ano, docela malý náklad.
Například náš obrobek měří 6,5 cm x 4,5 cm. Plochu vypočítáme v decimetrech: (6,5 cm * 4,5 cm) / 100 = 0,2925 dm². Domníváme se, že 0,3 dm², v našem případě je lepší zaokrouhlit nahoru. Počítáme množství masky: 0,3 dm² * 2 g. = 0,6 g. Toto je množství hotové masky. Jelikož mícháme v poměru 3 ku 1, tak 0,6g. / 4 díly = 0,15 gramu - hmotnost jednoho dílu. To znamená, že 3 díly kompozitu váží 0,45 gramu a jeden díl tužidla váží 0,15 gramu. Zasahujeme.


Není nic špatného na tom, že kompozitu je o setiny gramu více, než by mělo být. Pokud se ale bavíme o situaci, kdy je něčeho více, tak je velmi žádoucí, aby to byl kompozit a ne tužidlo. Opět po setinkách, ne více, proporce je třeba dodržovat. Poté masku velmi důkladně promíchejte a nechte několik minut působit. Mezitím si připravíme mřížku.
Aplikace pájecí masky. Pro aplikaci masky existují dva požadavky: vrstva musí být tenká a nutně jednotná. Můžete se samozřejmě pokusit vyrovnat se s improvizovanými prostředky (zde se obvykle používají malířské válečky, špachtle na utěsnění spár a další zahradní nářadí), ale stále je jediným správným způsobem aplikace přes šablonu.
Síťovina šablony je materiál ideální pro aplikaci masky. Používám síťky značky LM-PRINT (odkaz na obchod je v tabulce výše). Značky ok udávají počet nití na cm a průměr nití v mikronech. Například LM-PRINT PES 61/60 PW - 61 závitů na cm, průměr závitu 60 mikronů. Čím nižší je počet závitů, tím silnější je maska na povrchu desky. A naopak.
K pletivu se dají v prodeji sehnat speciální rámy, na kterých je pletivo nataženo. V mém případě se jedná o běžnou profilovou trubku 18 mm. Na pletivo je speciální lepidlo, zakoupené na stejném místě, kde se pletivo kupuje. Můžete si přečíst o napínání pletiva Sloupky v rozích pletiva jej zvedají nad obrobek o 3 mm.

Obvod obrobku je přilepen na síťku maskovací páskou. Připravíme si dvě okénka najednou: pro masku a pro sítotisk. Speciální je i guma stěrky, která byla zakoupena na stejném místě jako síťka.

Připravená maska se nanáší v rovnoměrné vrstvě na jednu stranu desky. Poté je jedním sebevědomým pohybem tažen podél obrobku s hranou stěrky umístěnou pod úhlem. Hlavní věc je nepřestat při aplikaci. Tady jsou samozřejmě potřeba zkušenosti a časem bude výsledek jen lepší. A na trénink můžete použít třeba zubní pastu.


Sušení pájecí masky. Velmi důležitá etapa. Při výrobě pájecí masky má polotovar desky čas projít pecí dvakrát. První čas je pro předsušení a druhý čas pro konečné vytvrzení. A je tu jen jeden rozdíl – teplota. Pokud se sušení provádí při teplotě 75-85°C, pak je činění při 150-160°C. Dokážete odhadnout, co se stane, když překročíte teplotu předsušení? Ano, maska zcela ztvrdne a nebude možné ji smýt žádnými vyvíjecími roztoky. Dostaneme desku s krásnou a rovnoměrnou maskou, která je zcela nevhodná pro pájení, protože vrstva masky je pevná. Nezbývá než vyhodit a to je celý cyklus od nanesení fotorezistu na v podstatě hotovou desku. Je to ostuda? Samozřejmě. Sušení proto věnujeme velkou pozornost. Samozřejmě je lepší svěřit takový úkol jednotkám k tomu určeným. Mám na to pec a v ní nainstalovaný PID regulátor. Předsušení obvykle trvá 30-55 minut. Hlavní věc je, že maska by po zaschnutí neměla lepit. Navíc, když je horko, takový efekt může existovat, ale když se ochladí, měl by zmizet.

Expozice pájecí masky. Od fotorezistu se liší pouze expozičním časem, jinak je vše naprosto stejné. Maska je negativní (jako fotorezist, co bylo exponováno, je polymerované), což znamená, že zakrýváme pouze kontaktní plošky. Dále vystavujeme.


Vývoj pájecí masky. Opět je vše stejné jako u fotorezistu. I řešení je stejné, takže po vyvolání fotorezistu nevyléváme, ale používáme dále. A i po vyvolání masky se bude hodit, použijeme k vyvolání sítotisku a vymytí síťky z masky. Upozorňuji na to: pokud je maska lesklá, tak se při vývoji může tento lesk snadno poškodit, takže ideálně byste se povrchu desky neměli vůbec dotýkat. Pokud je však vše provedeno správně, maska se objeví velmi snadno.

Sítotisk. V zásadě není označení prvků na desce to nejnutnější. Pokud je to v některých případech zcela depresivní bez pájecí masky, pak je označení prvků při sestavování zařízení jednoduše pohodlí. Aplikujme tedy značení. K tomu použijeme stejnou masku, jen vybereme modrou barvu.
Poznámka
Pokud je označení naneseno na stejné straně jako pájecí maska, musí být opálena alespoň 15 minut při vhodné teplotě. Pokud nanesete novou vrstvu na masku, která není opálená, rozpouštědlo obsažené v masce poškodí spodní vrstvu. Maska zůstává na desce, ale její povrch praská. Navíc, pokud je barva sítotiskové masky bílá, jsou tyto praskliny nakonec velmi viditelné.
Na rubové straně máme značení, takže aplikace bez zaschnutí je přijatelná. Stejným způsobem smíchejte modrou masku a naneste ji na zadní stranu desky.

Sušící sítotisk. Vložte do trouby na 45 minut při teplotě 75-85°C.
Sítotiskový displej. Potřebujeme pouze označit prvky, což znamená, že použijeme negativní šablonu.

Vývoj sítotisku.

Konečné sušení. Provádí se při teplotě 150-160°C po dobu 45-75 minut. Při této teplotě maska získá konečnou pevnost.
Zatímco deska schne, můžete síťku z masky vyprat. S tím si snadno poradí vyvíjecí roztok sody a houbička na nádobí.

Ořezávání desky. Samozřejmě to není vůbec nutné dělat pomocí stroje, ale protože vyvrtal otvory, nechte ho také řezat podél obrysu.

Cínování. Je zde také jedna vlastnost: po peci je měď na kontaktních podložkách oxidována a není tak snadné pocínovat. To lze ale velmi snadno opravit, stačí desku na minutu ponořit do vody s kyselinou citronovou. Používáme ho na leptání, takže to není problém. Stačí půl lžičky v půl sklenici vody a měď bude čistá a lesklá.
Série článků o výrobě zařízení je u konce. Jak jsem slíbil, ušli jsme docela dlouhou cestu. Výroba se samozřejmě neomezuje pouze na uvažované metody, toto téma je velmi rozsáhlé. Ale doufám, že vám cyklus umožní získat obecnou představu.
Mezi první a poslední technologií jsou desítky let. Ale to ani není to hlavní. Mezi nimi je obrovská práce celého světa radioamatérů. Práce plná experimentů, vítězství a chyb, protože jen ten, kdo nic nedělá, chyby nedělá. Nebojte se klást otázky, experimentovat a sdílet své zkušenosti (i když ne vždy úspěšné). Tahle zkušenost se bude určitě hodit někomu dalšímu, nemůže to být jinak.
Vše nejlepší.

Tento článek je věnován výrobě domácí desky plošných spojů se zelenou barvou.
Obecná problematika výroby desek plošných spojů doma je poměrně dobře pokryta na internetu. Nebudu popisovat to, co jiní již stokrát napsali. Místo toho stručně popíši své malé triky a procesy, zejména o průchodech a maskování.
Domácí deska 8 mil drah, 6 mil vzdálenost, adaptéry a maska.
Zařízení
Laserová tiskárna (tiskárna Kyocera FS-1100, pro přenos toneru), laminátor, mikrokompresor.
Materiály
Vše je jako obvykle (textolit, chlorid železitý, aceton atd.) kromě barvy na barevné sklo (Pebeo Vitrea 160).
Proces
Sverlovka: Vzhledem k tomu, že pro vrtání používám CNC, proces probíhá před přenosem toneru, v tomto případě je jednodušší umístit vzor. 

Přenos toneru na desku:
Mnoho lidí používá žehličku, ale přesto bylo nejlepších výsledků dosaženo s laminátorem. 10-15x převálcujeme laminátorem. Papír - i zde může experimentovat každý, já používám fotopapír 130 g/m. Použití fotopapíru, zdá se mi, zvyšuje životnost samotné tiskárny. Režim tisku, zvolte maximální spotřebu toneru) Bohužel trendem je, že moderní tiskárny jsou stále ekonomičtější (nebo naštěstí podle toho, na kterou stranu se díváte) a tloušťka toneru po přenosu má tendenci klesat. Po laminátoru se stalo toto:
![]()
Leptání:
Proces leptání probíhá v roztoku chloridu železitého a neliší se od klasických metod - teplejší voda, více železa, častěji míchat)
Vias:
Vias jsou nedílnou součástí procesu výroby domácí oboustranné desky. Můžete zvážit několik možností pro domácí přechody:
1. Použití speciálních pouzder. Je těžké najít nebo vyrobit. Potřeba dostatečně velkého průměru ve VIA.
2. Instalace propojek pomocí drátu. Má to jednu nevýhodu - když je adaptér umístěn pod pouzdrem SMD čipu. To vyžaduje určité zkušenosti. (zkušenosti jsou nutné všude, ale vyrobit propojky potřebné délky a následně je připájet minimálním množstvím pájky někdy není jednoduché)
3. Lisování. Tato metoda umožňuje vytvořit vysoce kvalitní přechodové spojení mezi vrstvami. Pro tento účel byl vytvořen speciální lisovací stroj. Podrobnosti o tisku si můžete přečíst v.

 Zdá se, že dalším krokem je vydělat si platbu a jít do toho! Ale ne, je to nudné a ošklivé. Nehledáme jednoduché způsoby. Výroba desky se zelení
Zdá se, že dalším krokem je vydělat si platbu a jít do toho! Ale ne, je to nudné a ošklivé. Nehledáme jednoduché způsoby. Výroba desky se zelení
Maska
Maska chrání desku před korozí, vytváří příznivější podmínky při instalaci a dodává desce „značkový“ vzhled. Je to poprvé, co někdo četl o podomácku vyrobené masce.Je založena na veřejně dostupné vitrážové barvě. Pebeo Vitrea 160. Barva na vodní bázi má jednu zvláštnost – vyžaduje vypalování (sušení) v peci při teplotě 160 C po dobu 40 minut. Ve skutečnosti jsem nezkoušel smažit desku nad 130 stupňů. Teplota 130 °C je pro normální polymeraci barvy dostačující.
Nejprve vytiskneme vrstvu na stejné laserové tiskárně, abychom ochránili podložky zahrnuté v instalaci. Jednoduše řečeno, maskou zakryjeme potřebná místa. Umístěte jej na desku a vložte zpět do laminátoru:
![]() Poté naneseme barvu pomocí našeho mini rozprašovače. Před aplikací přidávám 1 díl vody na 4 díly barvy. Po aplikaci počkejte 24 hodin, než barva zaschne. Není třeba spěchat - vždy stihneme desku spálit). Poté manželku vykopneme z kuchyně a na 40 minut obsadíme sporák. Ve skutečnosti je pro tyto účely lepší pořídit si nějakou minitroubu nebo použít toustovač. Ale v každém případě musíte pečlivě sledovat teplotu. Po 40 minutách vyjměte koláč z trouby:
Poté naneseme barvu pomocí našeho mini rozprašovače. Před aplikací přidávám 1 díl vody na 4 díly barvy. Po aplikaci počkejte 24 hodin, než barva zaschne. Není třeba spěchat - vždy stihneme desku spálit). Poté manželku vykopneme z kuchyně a na 40 minut obsadíme sporák. Ve skutečnosti je pro tyto účely lepší pořídit si nějakou minitroubu nebo použít toustovač. Ale v každém případě musíte pečlivě sledovat teplotu. Po 40 minutách vyjměte koláč z trouby:
 Ochranná vrstva sestávající z toneru se odstraňuje pomocí rozpouštědla nebo acetonu za použití mírné mechanické síly rukou. Barva z chráněných míst odpadá kvůli špatné přilnavosti k toneru. Nyní můžete plošky pocínovat a připájet nějaký SDR transceiver nebo jinou drobnost. Obecně je celá metoda poměrně pracná a je podle mého názoru nezbytná pro velmi důležité cetky. No a nebo pro opravdové estéty, kteří nejsou zvyklí platit v Číně 1000 rublů za značkovou oboustrannou desku (pokud má někdo zájem, napište, dám vám adresu stránky, kde se dají vlastně normální desky za 1000,- rublů)
Ochranná vrstva sestávající z toneru se odstraňuje pomocí rozpouštědla nebo acetonu za použití mírné mechanické síly rukou. Barva z chráněných míst odpadá kvůli špatné přilnavosti k toneru. Nyní můžete plošky pocínovat a připájet nějaký SDR transceiver nebo jinou drobnost. Obecně je celá metoda poměrně pracná a je podle mého názoru nezbytná pro velmi důležité cetky. No a nebo pro opravdové estéty, kteří nejsou zvyklí platit v Číně 1000 rublů za značkovou oboustrannou desku (pokud má někdo zájem, napište, dám vám adresu stránky, kde se dají vlastně normální desky za 1000,- rublů)
15.10.2015
Pájecí maska (Solder Resist nebo Solder Mask) je povinný tepelně odolný ochranný povlak pro vodivý vzor desek plošných spojů. Účel: ochrana jednotlivých oblastí PP před nepříznivými účinky tavidla a pájky, dále před vlivem vlhkého prostředí a mechanického namáhání.
Typová rozmanitost
Funkce aplikace
Pájecí maska je aplikována buď na jednu () nebo na obě strany PCB. Kontaktní plochy (pro výstup mikroobvodu apod.) je nutné izolovat od vodivých prvků - vodičů nebo otvorů přechodového typu. Výsledkem je snížení pracnosti/doby pájení.
Pokud je nutné izolovat sousední kontaktní plochy, používá se metoda výřezu (vytvoření oblasti nepokryté vrstvou pájecí masky). V tomto případě by velikost výřezů měla být o 100-150 mikronů větší než celková velikost kontaktní plochy. Vzdálenost od jednoho okraje pájecí masky k druhému okraji kontaktní plochy by měla být v rozmezí 50-75 mikronů. Minimální šířka propojky - plocha mezi 2 sousedními kontaktními plochami - je 75 mikronů.
Barvu - červená, bílá, zelená, modrá, černá, žlutá nebo super bílá - si volí zákazník. V LED průmyslu se používá super bílá/bílá barva pájecí masky, v jiných oborech je nejoblíbenější barva zelená. Je třeba vzít v úvahu, že konečnou barevnou sytost PP nevytváří základní materiál, ale krycí vrstva masky.
Proces vytváření ochranné vrstvy
Maska se nanáší přes šablonu ve formě síťky (velikost jedné buňky je 150 mikronů). Tloušťka mokré vrstvy: 30-35 mikronů. Poté se produkt suší. Teplota v sušicí komoře: ne více než 75˚. Vysušené polotovary jsou odeslány do fáze fotolitografie - kombinování fotografických masek masek s produkty - a vysoce výkonné UV expozice. Poslední fází je vývoj polotovarů v roztoku (teplota látky 32-34˚).
Omezení
- Při vytváření tenkého můstku (méně než 75 mikronů) může dojít k jeho poškození při instalaci a narušení potřebné adheze k povrchu DPS. Výsledkem je ztráta pájitelnosti poškozených kontaktních ploch.
- Nemožnost použít masku na koncové kontakty konektoru/testovací body.
- Při vytváření ochranné vrstvy na deskách plošných spojů s roztečí olova větším než 1,25 mm je dovoleno, aby pájecí maska zasáhla kontaktní plochy pouze z jedné strany a ne více než 50 mikronů. A s roztečí menší než 1,25 mm - ne více než 25 mikronů.
- Všechny prokovy, které jsou předmětem následného nátěru pájecí maskou, musí být zakryty (stanoveny).
- Možné závady: přítomnost oblastí bez ochranné masky - méně než 0,2 mm 2 na 1 vodič a méně než 2 mm 2 na polygonových oblastech; přítomnost drobných oddělení (do 0,25 mm); vzhled dlouhých tunelových dutin.
Výhody použití pájecí masky
- Vysoký chemická odolnost . Maska chrání před agresivním prostředím a oxidací měděných vodičů.
- Významné ukazatele fyzická stabilita . Nechybí ochrana proti poškrábání a mechanickým nárazům.