Як навчитися правильно паяти електричним паяльником: правила роботи. Як правильно паяти паяльником: техніка паяння, поради та інструкція для початківців Як запаяти контакти паяльником
З процесом паяння може зіткнутися будь-яка людина, і щоб результат відповідав очікуванням, необхідно дотриматися кількох важливих правил.
Що таке паяння: особливості процесу
Пайка— процес, у якому з'єднуються одні метали з допомогою інших, з легкоплавких. Відбувається це при високій температурі (180 - 300 ° С) шляхом введення між деталями припою(сплав свинцю та олова), у якого нижча температура плавлення. В результаті його затвердіння утворюється міцний, нероз'ємний і добре електропровідний матеріал. Нагрівання проводиться за допомогою паяльника. Існують різні види паяльників, припоїв та флюсів.
Для домашнього використання найкраще придбати звичайнісінький паяльник з напругою в 220В і потужністю 40Вт.
Зазвичай поверхні металів покриваються шаром оксиду, і перед паянням їх необхідно зачищати. Але поверхні знову можуть окислитись. Щоб цього не відбувалося, і поверхня розплавленого припою була більш плинною, використовують флюс.
Найпоширеніший вид флюсу - каніфоль. Вона складається зі смол хвойних дерев і має янтарно-жовтий колір. Завдяки їй місце паяння не піддається корозії і не пропускає витік електричного струму.
Який паяльник вибрати
Щоб правильно вибрати паяльник, пропоную ознайомитися з його видами:
- Паяльник від 3 до 10 Вт – для мікросхем;
- Від 20-40 Вт - побутовий варіант, підійде, наприклад, для радіотехніки;
- Від 60 до 100 Вт - для паяння товстих дротів;
- Від 100 до 250 Вт – для великих предметів, наприклад, радіатора.
Паяльник найкраще вибирати із вбудованим термодатчиком.
Техніка безпеки
Пайка - це небезпечний процес, і перед тим як його почати потрібно обов'язково дотриматися всіх правил техніки безпеки.
- Перед початком робіт надягніть хороші захисні окуляри - це застрахує від попадання припою у вічі;
- Паяльник можна тримати лише за ручку;
- Нагрітий паяльник не повинен торкатися ізоляції проводу живлення, так як це може призвести до , і, як наслідок, - до пожежі;
- Перегрівати паяльник також не можна - перевіряємо це торкнувшись каніфолі - повинен з'явитися легкий димок;
- Подбайте про підставку для паяльника - вони є у продажу;
- Під час паяння електронних пристроїв, дроти живлення повинні бути від'єднані. Наприклад, електронна схема може бути вимкнена, але з'єднана із заземленням. І якщо корпус паяльника не заземлений, або має слабку ізоляцію, це може призвести до виникнення дуги на кілька кВ;
- Не вдихайте пари при паянні - вони шкідливі для організму. До та після робіт провітрюйте кімнату. Використовувати для цього краще технічні приміщення;
- Ретельно миємо руки та обличчя після робіт. Проводити їх краще в одязі із довгим рукавом.
Технологія паяння
5 правил для гарного результату
- Для отримання якісного результату необхідно стежити за рівними температурами поверхонь, що спаюються. Тобто недостатньо нагріти одну поверхню і прикласти її до іншої. При низькому нагріванні жала припій лише трохи розм'якшиться, але не розплавиться. При високому буде надмірне випарювання припою.
- Якщо щось не вийшло з першого разу – треба дати охолонути деталям! Не можна на них дмухати, і остуджувати штучно. Час підбирається шляхом експерименту. Бажано спочатку потренуватися на чомусь, наприклад, на мідних дротах, перш ніж приступати до основної роботи.
- Флюс наноситься безпосередньо перед самою пайкою. На 1 краплю припою досить лише трохи торкнутися каніфолі.
- Жало прикладаємо до місця паяння всією лопаткою!
- Припій має бути розподілений рівномірно по всій поверхні. А жало добре очищеним від оксидів.
Тільки практика допоможе навчитися добре паяти. Дотримуйтесь техніки безпеки, і не бійтеся експериментувати!

Пайка - технологічний процес з'єднання металевих деталей, що існує вже не одне тисячоліття. Спочатку він використовувався ювелірами для створення прикрас. Адже відоме вже в ті часи ковальське зварювання для ювелірної справи не годилося, а процес паяння металів за допомогою легкоплавких сплавів-припоїв виявився дуже доречним. Золото паяли за допомогою припоїв срібно-мідних, срібло — мідно-цинковими, а для міді найкращим складом виявився сплав олова та свинцю.
З часом, з розвитком електротехніки, а потім радіоелектроніки, паяння стала, і залишається понині, основним методом монтажу деталей для створення різних схем. З'явилися роботизовані конвеєрні системи, що автоматично, без участі ручної праці, випускають за годину сотні друкованих плат і вузлів сучасної апаратури, основним методом складання яких є пайка. Але старий добрий ручний паяльник не втратив своєї актуальності й сьогодні.
А він за довгі роки зазнав багато змін та удосконалень.
- Починалося все давно з масивних паяльників-молотків, що нагріваються на вогні або вугіллі. Широко поширені колись паяльні бензинові лампи навіть мали зверху спеціальні тримачі для нагрівання цих молотків. Таким паяльником цілком можна було запаяти чайник або самовар, що схуднев. А рибалки-аматори, які самостійно виготовляли собі всю оснастку в ті часи, робили з їх допомогою блешні і блешні, що забезпечували улови не гірше сучасних воблерів і твістерів.
- У 20-ті роки XX ст., коли почалося повсюдне поширення радіо- та електроустаткування, було винайдено паяльник електричний. Спочатку він також був схожий на молоток, але потім прийшов до своєї класичної стрижневої форми, в якій існує досі.
- Класична конструкція електропаяльника протрималася досить довго. Вона хороша для потужностей нагрівача в діапазоні 25-200 Вт. Але мініатюризація радіоелектронної апаратури поставила перед цими приладами нові вимоги. З'явилася потреба в інструментах невеликої потужності, що швидко розігріваються та дозволяють миттєво регулювати температуру жала.
- Певну популярність набули паяльники імпульсні, в яких жало є частиною ланцюга вторинної обмотки трансформатора, намотаної дуже товстим проводом. Напруга в такій обмотці дуже мало, зате по ній протікає струм силою в кілька ампер, що призводить до сильного нагрівання.
- Більш екзотичним варіантом є паяльники індукційні, в яких розігрів феритового термострижня здійснюється високочастотними індукційними струмами. Регулювання температури відбувається автоматично за рахунок зміни магнітної проникності стрижня при його нагріванні до точки Кюрі.
- Розвитком первісної ідеї нагрівання пальником паяльної лампи стали сучасні моделі газових паяльників. Вони нагрівання жала здійснюється газовим пальником, розташованої у корпусі трубчастого стрижня. Газ надходить від балончика, що заправляється, що знаходиться в ручці.
Він є ручкою з тепло- і електроізолюючого матеріалу, через яку проходить електричний провід, з'єднаний з трубчастим нагрівальним елементом, закріпленим на іншому її кінці. У трубчастий нагрівач вставляється стрижень жало, за допомогою якого, власне, і виробляється пайка. Як нагрівальний елемент традиційно використовується ніхромова спіраль, намотана на шар азбестового ізолятора. Жало - мідний стрижень, заточений на кінці відповідним чином.
Тому в традиційному електропаяльнику інерційний ніхромовий термоелемент був замінений на керамічний. У таких приладах порожнє з одного кінця жало вдягається на розігрітий керамічний стрижень. За рахунок хорошого теплового контакту і малого теплового розсіювання жало нагрівається практично миттєво, а вимірювач температури, що знаходиться від нього в безпосередній близькості, дозволяє встановити ступінь нагріву з високою точністю.
Крім того, ці моделі паяльників значно довговічніші за звичайні, що дуже важливо для конвеєрного складання радіоапаратури.
Виконані вони зазвичай у формі пістолета з тумблером курком, що дозволяє включити проходження струму на кілька секунд. Цього достатньо для виходу тиснула на робочу температуру. Недолік таких приладів — неможливість точного регулювання температури для побутового застосування вони досить зручні.
Вони хороші для автономної роботи без електрики. Жало у таких паяльників легкознімне, при його вилученні, прилад перетворюється на мініатюрний газовий пальник, яким можна виробляти пайку високотемпературними припоями.
 Як уже говорилося вище, з'єднання деталей при пайці проводиться за допомогою спеціальних сплавів металів - припоїв, яких існує безліч, на всі випадки життя. Але в основному їх можна поділити на два великі класи:
Як уже говорилося вище, з'єднання деталей при пайці проводиться за допомогою спеціальних сплавів металів - припоїв, яких існує безліч, на всі випадки життя. Але в основному їх можна поділити на два великі класи:
- Низькотемпературні чи м'які. Температура плавлення менше ніж 350°C. У свою чергу діляться на кілька видів:
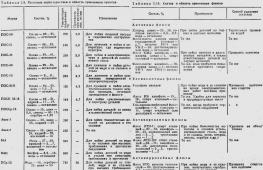
- Олов'яно-свинцеві. Цифра в їх позначенні показує процентний вміст олова: ПІС-18 (температура плавлення - 277 ° C), ПІС-30 (256 ° C), ПІС-40 (235 ° C), ПІС-50 (222 ° C), ПІС- 61 (190 ° C), ПОС-90 (222 ° C). Для монтажу радіоелектронних виробів найбільш широко застосовується ПОС-61 або його імпортні аналоги, наприклад, 60/40 Alloy. Для решти застосувань, у тому числі побутових, що не потребують дуже високої якості сполук, найчастіше використовується ПОС-30.
- Безолов'янисті - свинцеві(327°C), свинцево-срібні (304°C).
- Легкоплавкі - сплави Вуда(60,5°C), д'Арсенваля (79,0°C), Розе (97,3°C).
- Спеціальні, наприклад, для паяння алюмінію - Авіа-1 (200 ° C), Авіа-2 (250 ° C).
Представлені кількома класами:
- Мідні (1083°C)
- Мідно-цинкові або латунні (830~870°C)
- Мідно-фосфористі (700~830°C)
- Срібні (720~830°C)
Олов'яно-свинцеві припої найбільш широко використовуються в багатьох галузях промисловості та побуту. Вони випускаються як прутків чи дроту. Для застосування в монтажі радіоелектронних виробів використовуються трубчасті припої у вигляді дроту із наповнювачем-флюсом у середині.
 Флюси являють собою спеціальні склади, призначені для очищення та лудіння поверхонь деталей, що з'єднуються пайкою. Лудіння - процес попереднього покриття деталей припоєм, що полегшує їх остаточне з'єднання. Він є необхідним і рекомендованим у технології паяння, тому що поверхні, вкриті шарами оксидів та забруднень не дадуть надійного з'єднання з припоєм, а отже, якісного результату паяного з'єднання. Для видалення таких оксидів та забруднень і застосовуються флюси:
Флюси являють собою спеціальні склади, призначені для очищення та лудіння поверхонь деталей, що з'єднуються пайкою. Лудіння - процес попереднього покриття деталей припоєм, що полегшує їх остаточне з'єднання. Він є необхідним і рекомендованим у технології паяння, тому що поверхні, вкриті шарами оксидів та забруднень не дадуть надійного з'єднання з припоєм, а отже, якісного результату паяного з'єднання. Для видалення таких оксидів та забруднень і застосовуються флюси:
- Некислотні. Найвідомішим і, мабуть, досі одним із найкращих флюсів була і залишається звичайна каніфоль, чи очищена соснова смола. Її містить і більшість спеціальних флюсів, що випускаються для застосування у радіоелектронній промисловості. Для паяння електронних схем досі не придумано нічого кращого. Саме каніфоль міститься всередині пруткового припою. Гідність її в тому, що після паяння вона легко видаляється і не створює агресивного середовища, що руйнівно діє з часом на паяну сполуку.
- Хімічно активні. Містять кислоти, тому вимагають ретельного промивання з'єднання після паяння. Більшість відомих складів містить хлористий цинк. Застосовуються в основному для з'єднання виробів із чорних та кольорових металів.
Щоб паяти з каніфоллю можна використовувати як у первісному вигляді, так і спиртовому розчині. З складів, що випускаються промисловістю, вона міститься в радіотехнічних флюсах «ЛТІ-120», «Каніфоль-гель» та ін.
З активних флюсів можна назвати Ф-34А, ФСГЛ, «Гліцерин-гідразин» та ін.
Допоміжні матеріали
Приступаючи до паяння радіодеталей, слід ретельно підготувати робоче місце. Воно має бути добре освітлене і мати хорошу вентиляцію, тому що при цій роботі зазвичай виділяється досить багато їдкого диму та газів.
Непогано мати у складі інструментів невеликі лещата, лупу із затискачем «третя рука», вакуумний відсмоктувач для припою. Також потрібно тримати під рукою пінцет, шило, плоскогубці або качконоси, кусачки-бокорізи, дрібний напилок або надфіль, шматочки наждакового паперу, ганчір'я та губку. Перед початком паяння слід зручно розкласти на робочому місці всі інструменти, пристрої та реактиви.
Температура паяння
Температура паяння не повинна перевищувати - 250 ° C, при пайці радіодеталей нагрівання жала не повинен підніматися вище 300 ° C. Паяльник без регулятора температури може при тривалій роботі та стрибках напруги мережі розігріватися до 400°C. Якщо у складі обладнання немає спеціальної паяльної станції, бажано для зниження температури придбати в магазині електротоварів звичайний димер, що використовується для регулювання яскравості світла. Тим більше, що при повсюдному переході на економ-лампи, які з ним не працюють, попит на нього, а відповідно і ціни знижуються.
 У звичайного, мідного, без спеціального покриття жала при паянні, особливо при підвищеній температурі, окис міді, що утворюється на стрижні, розчиняється в суміші припою та флюсу. На його робочому кінці утворюються виїмки та раковини, через які як ще більше прискорюється його руйнація, так і погіршується якість паяння.
У звичайного, мідного, без спеціального покриття жала при паянні, особливо при підвищеній температурі, окис міді, що утворюється на стрижні, розчиняється в суміші припою та флюсу. На його робочому кінці утворюються виїмки та раковини, через які як ще більше прискорюється його руйнація, так і погіршується якість паяння.
Тому перед початком роботи з паяльником та в її процесі їх необхідно видаляти. Для цього потрібно зачистити робочу частину натискача напилком, надавши йому необхідну форму: конуса, плоскої викрутки або скошеного зрізу.
Увімкнувши паяльник у мережу і дочекавшись його розігріву, зачищене до червоного мідного кольору жало необхідно заблукати. Це не так важко. Достатньо, зануривши його робочий кінець у каніфоль, розплавити невеликий шматочок припою, покладений на підставку паяльника або на іншу металеву поверхню.
Потім у розплавленому припої потерти робочими гранями жала по металу підставки, поки кінець стрижня не покриється рівним і рівномірним шаром припою. Паяльник повинен бути досить добре розігрітий, ознакою чого є легке та швидке розм'якшення, як каніфолі, так і припою.
Як тільки ви починаєте працювати жало паяльника поступово починає обгоряти, навіть якщо ви все робите правильно. Про це свідчить його почорніння та покриття окалиною, тому процес чищення та лудіння слід періодично повторювати. Щоб не знімати багато міді напилком, можна в цей час зачищати стрижень, втративши його по шматочку наждакового паперу, розкладеного на столі, а потім повторно залудити.
Все це не стосується спеціальних стрижнів, що не обгораються. Їх не можна зачищати напилком. Мало того, потрібно їх нікельований блискучий шар дбайливо охороняти від пошкоджень та подряпин. Тим не менш, такі паяльники також необхідно залуджувати при роботі. А ось для них ця процедура не така проста і вимагає вправності.
Для цього потрібно їх очистити від нальоту, що утворюється при високій температурі, сильно втративши спеціальну губку, або трохи вологий шматок махрового рушника, а потім відразу ж занурити в каніфоль і в її розплаві, потерти прутом припою.
Підготовка деталей до паяння
Для того щоб якісно склеїти дві деталі, потрібно їх змастити клеєм, трохи почекати, змастити знову, а потім міцно стиснути. Те ж саме і в процесі паяння: для отримання якісного з'єднання деталі слід спочатку залудити - покрити тонким шаром припою. Цей процес потребує певного досвіду та знань. Для кожного виду матеріалу, що поєднується пайкою, існує своя технологія.
Лудіння - невід'ємна частина процесу
 Висновки більшості радіодеталей для полегшення їх монтажу виходять із заводу вже залуженими. Проте перед початком встановлення на плату їх знову слід покрити шаром припою. Зачищати знову вже не потрібно, достатньо, взявши на жало паяльника краплю припою, рівномірно розподілити її за висновками деталей.
Висновки більшості радіодеталей для полегшення їх монтажу виходять із заводу вже залуженими. Проте перед початком встановлення на плату їх знову слід покрити шаром припою. Зачищати знову вже не потрібно, достатньо, взявши на жало паяльника краплю припою, рівномірно розподілити її за висновками деталей.
Для того щоб якісно та правильно паяти мідні дроти, слід почати з лудіння без ізоляції. Їх слід попередньо зачистити наждачним папером, потім опустивши в розігріту паяльником каніфоль або, змастивши спиртовим розчином, покрити розплавленим припоєм.
Мідний провід в емалевій ізоляції необхідно попередньо зачистити, прибравши покриття наждачним папером або зіскобивши лезом ножа. Для тонких дротів зробити це непросто. Їхню ізоляцію можна обпалити в полум'ї пальника або запальнички, але це значно погіршує міцність самого дроту.
Можна скористатися перевіреним способом: покласти край проводу на таблетку вітчизняного аспірину (імпортний найчастіше не годиться) і притиснувши розігрітим жалом паяльника протягнути кілька разів по розплавленому препарату.
Слід сказати, що така процедура буквально з'їдає жало паяльника. До того ж при цьому виділяється дуже їдкий дим, вдихнувши який можна обпекти дихальні органи, тому вдаватися до цього способу потрібно в крайньому випадку.
Для обслуговування деталей з чорних металів, бронзи та інших необхідно використовувати активні флюси. Для таких з'єднань не потрібні легкоплавкі та високоякісні радіотехнічні припої - можна скористатися і звичайним, дешевшим, ПОС-30.
Ретельно зашкуривши поверхні перед паянням, потрібно покрити їх флюсом, наприклад, хлористим цинком, добре прогріти і якісно облудити місця з'єднань. Після цього, ще раз прогрів разом обидві поверхні, що з'єднуються, пропаяти їх, міцно притиснувши один до одного, і потім зафіксувати до охолодження припою. Чим масивніші деталі, тим потужніший потрібен паяльник. Під час паяння потрібно постаратися їх не зрушити, оскільки потужні деталі довго тримають температуру.
Алюміній слід паяти спеціальними припоями з використанням спеціальних флюсів. Щоправда, набравшись трохи досвіду, можна поєднати і звичайним припоєм. Але це проходить тільки для чистого металу, а багато алюмінієвих сплавів дуже важко піддаються паянню.
Розглянемо техніку паяння паяльником.
Радіодеталі, підготовлені до паяння потрібно вставити в отвори плати, укоротити кусачками до потрібної довжини і, прогрівши паяльником разом з доріжкою друкованої плати, піднести до них пруток припою, а коли крапля його розтечеться рівним шаром за місцем пайки, прибрати паяльник намагаючись у цей час не зрушити деталі з місця.
Паяння мініатюрних транзисторів і мікросхем слід проводити особливо обережно, намагаючись не допускати їх перегріву. При монтажі чіпів найкраще припаяти спочатку висновки живлення та «землі», дочекатися надійного застигання припою і тільки потім, торкаючись паяльником і прутком припою на секунду, розпаяти всі інші контакти. Попередньо можна змастити місця паяння спиртовим розчином каніфолі, це значно підвищить якість сполук.
Головні умови якісного паяння - хороше зачищення та обслуговування перед з'єднанням, хороший прогрів під час нього. Припій полуди у місці паяння має бути повністю розплавлений на обох деталях – це забезпечить надійне з'єднання. Але при цьому він не повинен бути перегрітий. Майстерність гарного паяння в тому і полягає, щоб знайти той оптимальний баланс, який забезпечить найвищу якість роботи.
Заходи безпеки при паянні
Про виділення їдких газів під час паяння вже було сказано. Місце роботи має добре провітрюватися та вентилюватись. Процес паяння може супроводжуватися бризками розпеченого припою та флюсу, тому слід остерігатися опіків, а особливо берегти очі. Найкраще використовувати для цього захисні окуляри. Та й просто при ненавмисному дотику відкритими частинами тіла до розжареного інструменту можна отримати сильний опік.
Більшість електричних паяльників, крім батарейних і низьковольтних, діють від напруги, тому при роботі з ними суворо обов'язково дотримуватися всіх правил електробезпеки.
Не слід розбирати паяльник — потім, після збирання, існує небезпека порушення ізоляції та пробою високої напруги на його корпус, а це вже надзвичайно небезпечно.
При роботі необхідно стежити за проводом живлення паяльника. Попадання його на розжарене жало може спричинити пошкодження ізоляції дроту та ризик удару електричним струмом. Також це може призвести до короткого замикання та пожежі.
Навчіться правильно працювати з паяльником з цього відео
Найцікавіше, що всі різновиди паяльників, що з'являлися за весь час їхнього існування, знаходять застосування і сьогодні.
Як з'єднати пайкою дві масивні деталі в польових умовах, коли електрика недоступна, чи ні відповідного потужності електричного паяльника? Допомогти зможе молотковий паяльник, нагрітий на багатті або за допомогою паяльної лампи.
А старий 100-Вт електропаяльник, що пылиться в коморі, непридатний для роботи з сучасними електронними схемами, цілком впорається з ремонтом латунних або бронзових виробів або прикрас.
Тому ж, хто захоплюється самостійним виготовленням ювелірних прикрас, незамінним помічником стане універсальний газовий паяльник-пальник.
Багато поломок можна усунути самостійно ,для цього достатньо озброїтися паяльником. Маючи мінімальні навички, можна припаяти проводки, що відірвалися і деталі та у такий спосіб відновити працездатність приладу. Нерідко виникає питання, як навчитися паяти? на насправді це не так вже і важко, головне - набити руку. Маючи трохи досвіду, можна проводити домашній ремонт практично будь-якого пристрою, де суть поломки відірваних та від'єднаних деталей.
Що потрібно для того, щоб навчитися паяти?
Щоб припаяти щось, спочатку необхідно підготувати робоче місце. На ньому має бути розташована безпосередньо деталь, а також те місце, куди ви кластимете інструмент. Враховуйте той факт, що паяльник розжарюється до високих температур, тому його не можна ставити на пластик або інші займисті предмети. Оптимальним рішенням використовуватиме металеву або керамічну підставку.
Також варто заздалегідь подбати про інструменти, які можуть знадобитися в ході роботи. Це можуть бути плоскогубці для утримання великих предметів або пінцет для фіксації дрібних деталей.
Додатково потрібно мати під рукою вологу губку, за допомогою якої видаляються залишки старого припою на жалі.
Якщо все вищезгадане є радше рекомендаціями, ніж обов'язковими пунктами, то для паяння завжди необхідні три елементи:
- сам паяльник - інструмент, жало якого розігрівається до високих температур і здатне розплавити припій;
- припій - метал або метал, який плавиться при відносно низьких температурах і здатний проводити струм (найчастіше це олово);
- флюс - речовина, що має знежирюючі та запобігають окисленню властивостями.
Принцип проведення паяння вкрай простий і незмінний вже багато років.
Є проста схема того, як правильно паяти:
1. Очищення деталей старого припою. Цей пункт можна опустити при ремонті сучасних (переважно китайських) приладів — у них настільки мало припою, що при поломці місце залишається практично чистим.
2. Знежирення джала та деталей. Для цього застосовується або рідкий флюс або каніфоль. Це потрібно зробити для того, щоб олово прикріплювалося до предметів. Спочатку деталі і сам паяльник обробляються флюсом, після чого поступово покриваються припоєм. Цей процес також називають лудінням.
3. Розплавити олово та набрати необхідну кількість на жало. Цей момент вимагає певної вправності. Більшості новачків не вдається взяти необхідну кількість припою, від чого деталі або припаюються зовсім, або виконана робота виглядає не акуратно.
4. Утримуючи деталі, що спаюються разом, перенести на місце з'єднання припій. На цьому етапі важливо чітко тримати предмети. Якщо ваша рука здригнеться, частини роз'єднаються, і процедуру доведеться розпочинати спочатку. Важливо утримувати деталі доти, доки не застигне припій.
Каніфоль вважається класичною речовиною, що застосовується при паянні. Весь принцип роботи залишається незмінним, основні відмінності помітні лише на етапі знежирення.
Особливість каніфолі у тому, що це тверда смола. Найчастіше вона знаходиться у невеликій металевій баночці з герметичною кришкою.
Незважаючи на різноманіття сучасних рідких припоїв, каніфоль все ще залишається затребуваним матеріалом. Багато радіоаматорів впевнені, що тільки з її допомогою можна зробити якісну та швидку пайку.
Особливість того, як правильно паяти з каніфоллю, полягає в тому, що необхідно притискати жало і дроти до самої смоли. Після цього наносити припій. Мета дій у тому, щоб досягти рівномірного покриття деталі припоєм.
За такого вибору флюсу варто врахувати один момент. Каніфоль сумісна не з усіма металами, тому для виконання складного паяння варто підібрати інший флюс, що підходить до всіх деталей.

Як паяти дроти паяльником? Специфіка роботи
Техніка проведення паяння трохи відрізняється в залежності від того, з чим саме проводиться робота. Робота з різними деталями та схемами має свою специфіку через розміри та особливості кріплення.
Окремо виділяють процес паяння дротів. Він трохи відрізняється від процесу приєднання звичайних деталей. У цій роботі є певна незручність - дроти гнучкі і рухливі, тому їх необхідно щільно фіксувати при паянні.
Ось як потрібно проводити паяння проводів:
1. Зачистіть дріт. Розмір очищеного простору повинен відповідати місцю паяння. Якщо ви оголите надто малу частину приводу, це заважатиме працювати, а якщо надто велику — можливе замикання.
2. Якщо вибраний багатожильний провід, необхідно щільно скрутити його, щоб усі жили прилягали один до одного. Якщо цього не зробити, деякі з них можуть не прикріпитись. У такому разі не тільки погіршиться якість з'єднання, а й збільшиться ризик обриву.
3. Спочатку залужується паяльник, потім сам провід. При використанні каніфолі це зручно робити шляхом занурення в смолу та підігрівання її жалом. Необхідно досягти рівномірного покриття.
4. Провід приєднується до місця шляхом нанесення припою та фіксації до моменту застигання.
Також за допомогою паяльника можна з'єднати дроти між собою. Перед безпосередньо паянням дроти зачищаються та скручуються між собою. Тільки після цього проводиться лудіння і паяння (найчастіше застосовується тверда каніфоль, проте можна також нанести рідкий припій пензлем).
Не має особливого значення, які ви застосовуватимете дроти: що мідні, що алюмінієві легко піддаються пайці.
Є кілька простих методів того, як навчитися якісно робити подібні роботи. Класичний і найефективніший варіант – використання дроту. З неї нарізають дванадцять однакових відрізків, після чого шляхом спайки формується куб. Конструкція перевіряється на міцність шляхом стиснення куба у кулаку. Якщо жодна грань не розпалася , робота виконана правильно. В іншому випадку нарізається новий комплект проводів і знову проводиться паяння моделі.
Особливості того, як паяти мікросхеми
Специфіка мікросхеми у невеликому розмірі деталей, і навіть великий можливості їх перегрівання. Дуже важливо швидко прибрати пристрій. При необхідності застосовується тепловідведення - у його ролі може виступити пінцет або інший металевий об'єкт.
Для такої роботи варто підбирати паяльник з маленьким жалом, оскільки є дуже маленька відстань між деталями. Методів паяння є кілька. Одні майстри вважають за краще робити поглиблення в жалуванні паяльника, інші з'єднують за допомогою спеціальної паяльної пасти, а треті методично припаюють відводи один за одним.
Щоб зрозуміти, як правильно паяти ту чи іншу деталь, необхідно визначити, якою температурою необхідно вплинути. Багато залежить від матеріалу, з якого виготовлено плату. Найчастіше це 200-300 градусів за Цельсієм.
Те, як паяти плати, багато в чому залежить від їх конструкції. Простіші схеми легко з'єднуються послідовним припоєм проводом, а ось складні сучасні чіпи вимагають особливої акуратності - адже припаюючи наступну деталь легко можна усунути попередню.

Як паяти паяльником із кислотою? Особливості роботи
Деякі майстри впевнені, що застосування кислоти набагато простіше і надійніше, ніж паяння каніфоллю. Однак, застосування такої речовини може призвести до роз'їдання монтажу.
Застосування паяльної кислоти відіграє велику роль, коли є необхідність зняти оксидну плівку з поверхонь, що призводить до більш якісної та міцної сполуки.
Такий матеріал підходить для обробки з'єднання чавунних деталей, а також усіляких дорогоцінних та чорних металів.
Основний припис, як правильно паяти таким флюсом - це дотримання техніки безпеки. Вибраний різновид кислоти повинен чітко відповідати тому, який матеріал ви будете з'єднувати.
Також варто подбати про збереження навколишніх предметів - крапля флюсу може роз'їсти деякі предмети, оскільки є агресивною хімічною речовиною.
Такий флюс можна зробити своїми руками або придбати в магазині. Для новачків кращий другий варіант, оскільки склад не тільки буде однозначно дієвим, але і, безумовно, відповідним до ваших деталей. При цьому завжди можна звернутися за допомогою до консультанта та уточнити правильність вибору.
У побуті дуже корисне знання, як паяти паяльником. Є ціла низка методик, як це робити, але найкраще засвоїти теоретичну частину до початку робочого процесу.
Особливості
Існує багато способів, як навчитися паяти паяльником з нуля. Для цього потрібно паяльник - пристрій, призначений для нагрівання деталей або флюсу під час лудіння, паяння. Інструмент підносять до ділянки спаювання деталей, торкаючись так званим жалом. Жало - це робоча частина інструменту, яка нагрівається за допомогою паяльної лампи або електрики. Для паяння найчастіше використовується каніфоль, але для роботи з цим матеріалом потрібно знати, як правильно паяти паяльником з каніфоллю.
Перед паянням потрібно виконати низку дій:

Якщо ви працюєте з таким металом як алюміній, варто знати його характеристики. Температура плавлення алюмінію складає 660,1 градусів. Невелика кількість наносять на ділянку з'єднання, після чого розрівнюють. Місце контакту має бути закрите.
Робочий процес
Своєрідним з'єднувачем двох компонентів називають паяння. Її основна роль полягає у створенні досить міцного з'єднання.
Припій є металом, який можна розділити на дві великі групи. М'які припої характеризують температуру плавлення до 300 градусів, цей тип використовується в електроніці.

Наступний різновид припою – тверда група, у якій температура плавлення перевищує 300 градусів. Цей тип активно застосовують для надійного з'єднання металів.
Послідовність дій паяння така:
- попередньо проводять очищення поверхні від корозії або будь-якого іншого роду забруднень;
- Наступним кроком є повне очищення до набуття характерного блиску. Не повинні бути видно сліди окислів;
- для покриття використовують флюс, який видаляє залишки оксидів, що мінімізують появи окислення поверхні. Оптимальним вибором у цьому випадку будуть флюс-пасти. Рідкі чи жорсткі флюси не підійдуть;
- майстер проводить лудіння. Припій наносять на певну ділянку поверхні у розплавленому вигляді, після чого він рівним тоном розтікається;
- за допомогою скручування та стиснення пінцетом або струбцинкою з'єднуються основні деталі;
- проводиться повторна процедура нанесення флюсу. Це необхідно для мінімізації ризику окислення припою під високою температурою;
- разом із прогріванням наноситься припій;
- важливо також відзначити, що при використанні інструменту зі лудженим жалом його потрібно очистити за допомогою неактивного флюсу. Паяльник необхідно зберігати із зафлюсованим жалом. Це впливає якість подальших робіт.
Чищення

Процедуру очищення жала паяльника проводять за допомогою потирання про м'яку пористу або волокнисту підкладку. Найкращим варіантом стане вибір натуральної повсті. Альтернативою стане використання базальтового картону. Якісним вважається двоступінчасте чищення.
Перший ступінь стосується використання губки-плутанки із металевої стрічки.
Другий ступінь очищення полягає у застосуванні повсті.
Наприкінці інструмент вимикають. Важливим вважається етап, коли майстер гаряче жало вводить у тверду каніфоль. Необхідно дочекатися моменту, поки вона перестане пускати бульбашки. Після цього жало майстер виймає, тримаючи кінцем вниз. Таким чином, надлишки каніфолі стікають. Після того, як інструмент повністю охолонув, його можна відкласти на зберігання.
Пайка труб
Виходячи з технологічних особливостей проведення цієї процедури, застосовують майстри такі етапи дій:

Процедуру можна виконати самостійно. Якщо ви не можете виконати процедуру, тоді найкраще використати послуги спеціаліста. Найкраще зробити спочатку пайку першого елемента. Потрібно остудити та розрізати деталь для того, щоб перевірити якість виконання. За наявності помилок це буде помітно. У процесі проведення монтажних робіт або під час ремонту трубопроводів це вміння стане в нагоді.
Паяння проводів
Найбільш поширене питання стосується того, як правильно паяти паяльником. Потрібно кінці проводів звільнити для початку від ізоляції за допомогою ножа або кусачок. Параметри жил мають відповідати розмірам деталей. не надто великий, тоді сусідні ділянки у процесі не будуть пошкоджені. Невеликий паяльник для порівняння досягає ненадійної, низької якості результату. Деталі з його допомогою досить важко прогріти.

Якщо ви займаєтеся пайкою багатожильного дроту, тоді його потрібно скрутити, потім залудити. Процедура відбувається в такий спосіб. Провід опускають у ванну з каніфоллю. Краплею припою майстер проводить поверхнею мідних жил. Покриття має бути рівномірним, покривати усі сторони. Надлишки каніфолі видаляють.
Відносять до слабких сплавів припій. Він характеризується низькою надійністю, адже під впливом невеликих навантажень ушкоджується. У процесі на дроти наносять каніфоль, після цього – припій. Час прогрівання скручування становить 2-3 секунди.
Якщо йдеться про одножильні дроти, то їх спочатку зачищають до придбання блиску, потім занурюють у каніфоль. З'єднання займає приблизно 3-5 секунд. Потім на оголений провід надягають трубку термозбіжного типу великого діаметру. Виконання цієї процедури забезпечить найвищий рівень ізоляції.
Пайка
Запитуючи про те, як правильно паяти паяльником мікрочіпи, таку роботу краще довірити фахівцеві. Адже робота сама по собі досить педантична, потребує досвіду та певної майстерності.
Для правильного паяння необхідно приділити час підготовки деталей, необхідних у процесі інструментів. Ознайомтеся з теоретичним аспектом, після чого закріплюйте знання практично.
Необхідно пам'ятати про захист флюсом шару розплавленого припою. Важливе значення має також виконувана вами операція. Відштовхуючись від цього потрібно підбирати прилад відповідної потужності та з підходящою формою жала.
Дотримуючись основних правил користування приладом та рекомендації фахівців, ви зможете з'єднати деталі правильним чином, завдяки чому паяння прослужить дійсно довго.
Для паяння використовують безліч інструментів та пристроїв, які вибирають залежно від характеру робіт. Найпоширенішими інструментами є паяльники, паяльні фени, термоповітряні станції. У побуті найчастіше користуються електричним паяльником. Елементарні операції з ним можна освоїти за кілька хвилин.
Традиційно паяльник є інструментом, жало якого нагрівається до температури, достатньої для розплавлення припою і прогріву матеріалу деталей, що з'єднуються. Паяння паяльником має свої особливості, дотримання яких дозволить отримати якісне міцне з'єднання.
Електропаяльник складається з таких деталей:
- нагрівального елемента, укладеного в корпус із матеріалу, що не піддається горінню або плавленню;
- жала. Його роблять із міді, можуть покривати сталевими, нікелевими сплавами;
- шнур живлення.

Деякі моделі можуть бути оснащені регулятором температури жала. Нагрівальний елемент служить для перетворення електричної енергії в теплову та передачі її жалу, яке розплавляє припій. Існують паяльники зі змінними жалами.
Корпус нагрівального елемента – це, як правило, металева трубка з отворами для відведення надлишкового тепла. Шнур живлення найчастіше двожильний з перетином, що забезпечує безпечне використання інструменту певної потужності.
Терморегулятор може бути вбудований у корпус паяльника, а може бути інтегрований у блок живлення. Другий варіант частіше зустрічається у паяльників, що працюють на низькій напрузі - 12 В або 36 В. Такими паяльниками частіше користуються для монтажу електричних плат.
Матеріали для паяння
Робота паяльником неможлива без витратних матеріалів – припою, флюсу. Якщо при зварюванні відбувається з'єднання двох матеріалів шляхом часткового їх розплавлення і подальшого сплавлення один з одним, то при паянні з'єднання здійснюється за рахунок виникнення зв'язку між матеріалом, що з'єднується, і матеріалом припою, що утворює шов.

Припої можуть бути різними за складом (за застосовуваними матеріалами та їх співвідношенням). Склад сплаву залежить від виду матеріалів і вимог до температурного режиму паяння.
Флюси так само можуть бути різними – твердими та рідкими, кислотними та безкислотними. Ними користуються залежно від типу матеріалу та умов паяння.
Як підготувати жало
Роботу з паяльником необхідно розпочинати з перевірки його стану та параметрів. Стан встановлюється шляхом огляду. має бути чистим, без нагару. Провід живлення повинен бути цілим, без порушень ізоляції.

Інформацію про параметри паяльника – робочу напругу та потужність – містить інструкція. Крім цього, значення необхідної напруги має бути промарковано на корпусі.
Якщо паяльник абсолютно новий, необхідно спочатку прогріти його і дочекатися, поки обгорить заводське мастило всередині корпусу. У цей період необхідно забезпечити дуже гарну вентиляцію приміщення.
Жало нового паяльника слід ув'язнити або відформувати легкими ударами молотка. Другий варіант, за наявності належних навичок, краще, тому що кінчик жала стає щільнішим і менше згоряє.

Далі необхідно облудити жало паяльника. Це необхідно для того, щоб припій чіплявся до нього, а не скочувався. Для цього потрібно нагріти жало, змастити його флюсом і відразу ж торкнутися припою (зазвичай він олов'яний).
Розплавлений припій покриє жало паяльника. Можна додатково розподілити припій дерев'яною тріскою.
Облужене жало покриється тонкою плівкою олов'яною, що перешкоджає окисленню матеріалу, з якого воно виготовлено. Після цих операцій паяльником можна скористатися.
Підготовка та спайка деталей
З'єднувані деталі перед паянням необхідно зачистити та облудити. Якщо належить паяти каніфоллю, деталі нагрівають паяльником, покривають шаром флюсу (розплавленою каніфоллю) і припою.
Якщо використовується, то їм необхідно покрити холодні поверхні, а після цього нагріти паяльником і покрити шаром припою.
Облужені деталі з'єднують і при необхідності фіксують відносно один одного в положенні, яке вони повинні зайняти після паяння. Для фіксації можуть використовуватись різні затискачі, щипці, . Зручно користуватися пінцетом, щоб утримувати дрібні деталі.
Після лудіння обидві деталі нагрівають до температури плавлення припою. З'єднання відбувається при подачі припою на жалі паяльника або шляхом подачі у вигляді дроту. Розплавлений припій рівномірно розподіляється паяльником по шву.
Далі необхідно дочекатися повного остигання стику, забезпечуючи при цьому його повну нерухомість. Неприпустимо використовувати для прискорення охолодження обдувом шва повітрям або змочуванням водою. Після остигання залишки флюсу рекомендують змивати, але нейтральний флюс у змивці не потребує.
Приклади паяння
Найпростіше паяти дроти. Зазвичай це робиться при їх з'єднанні в процесі електромонтажних робіт. Для цього дроти з'єднуються у вигляді скручування.
Щоб скручування не чинили опору в мережі і не нагрівалися, їх пропаюють. В цьому випадку краще користуватися рідким флюсом, який краще проникне всередину скручування і рівномірно покриє всю поверхню дроту.
Якщо потрібно запаяти невеликий отвір у якомусь листовому матеріалі, доведеться вчинити інакше. В цьому випадку потрібно під отвір підкласти підкладку з тугоплавкого матеріалу - текстоліту, азбесту або подібного до них.
До цього необхідно покрити рідким флюсом матеріал по краях отвору. Шматок припою необхідно розмістити на підкладці всередині отвору і розплавивши його паяльником, розподілити по отвору, захопивши краї та прогрів їх.
Після остигання припою, підкладку можна прибрати. Щоб припій не причепився до неї, попередньо можна змастити поверхню підкладки технічним жиром.
Дотримуючись нескладних правил паяння, будь-хто, хто знає, як правильно користуватися паяльником, зможе самостійно полагодити побутовий пристрій.
Слід також нагадати, що паяти треба в приміщенні, що провітрюється. З метою безпеки користуються підставкою для паяльника та діелектричним килимком.
Всі додаткові пристрої набувають поступово, у міру того, як у них виникає необхідність.