Elektrikli havya ile doğru lehimlemeyi nasıl öğrenebilirim: çalışma kuralları. Havya ile doğru şekilde lehimleme: lehimleme tekniği, yeni başlayanlar için ipuçları ve talimatlar Havya ile kontaklar nasıl lehimlenir
Lehimleme işlemiyle herkes karşılaşabilir ve sonucun beklentileri karşılayabilmesi için bazı önemli kurallara uyulması gerekir.
Lehimleme nedir: sürecin özellikleri
Lehimleme- bazı metallerin, daha eriyebilir olanlardan diğerlerinin yardımıyla birleştirildiği bir işlem. Bu, yüksek sıcaklıklarda (180 - 300°C) parçalar arasına girerek gerçekleşir. lehim(kurşun ve kalaydan oluşan bir alaşım), erime noktası daha düşüktür. Sertleşmesi sonucunda dayanıklı, tek parçalı ve elektrik iletkenliği yüksek bir malzeme oluşur. Isıtma havya kullanılarak yapılır. Havyaların, lehimlerin ve akıların farklı türleri vardır.
Ev kullanımı için, 220V voltaj ve 40W gücünde en yaygın havyayı satın almak en iyisidir.
Tipik olarak metal yüzeyler bir oksit tabakasıyla kaplanır ve lehimlemeden önce temizlenmelidir. Ancak yüzeyler tekrar oksitlenebilir. Bunun olmasını önlemek ve erimiş lehimin yüzeyini daha akıcı hale getirmek için akı.
En yaygın akı türü reçine. İğne yapraklı ağaçlardan elde edilen reçinelerden oluşur ve amber-sarı renktedir. Bu sayede lehimleme bölgesi korozyona uğramaz ve elektrik kaçağına izin vermez.
Hangi havyayı seçmelisiniz
Doğru havyayı seçmek için türlerini tanımanızı öneririm:
- 3 ila 10 W arası havya - mikro devreler için;
- 20-40 W arası - örneğin radyo ekipmanı için uygun bir ev tipi seçenek;
- 60 ila 100 W - kalın tellerin lehimlenmesi için;
- 100 - 250 W arası - radyatör gibi büyük eşyalar için.
Dahili sıcaklık sensörlü bir havya seçmek en iyisidir.
Güvenlik önlemleri
Lehimleme güvenli olmayan bir işlemdir ve başlamadan önce tüm güvenlik düzenlemelerine uymalısınız.
- Çalışmaya başlamadan önce iyi güvenlik gözlükleri takın - bu sizi gözlerinize lehim kaçmasından koruyacaktır;
- Havya yalnızca saptan tutulabilir;
- Isıtılmış bir havya, besleme telinin yalıtımına temas etmemelidir, çünkü bu, yangına ve bunun sonucunda da yangına yol açabilir;
- Ayrıca havyayı aşırı ısıtmamalısınız - bunu reçineye dokunarak kontrol edin - hafif bir duman çıkmalıdır;
- Havya standına dikkat edin - satıştalar;
- Elektronik cihazları lehimlerken güç kablolarının bağlantısı kesilmelidir. Örneğin bir elektronik devre kapatılabilir ancak toprağa bağlı olabilir. Havyanın gövdesi topraklanmamışsa veya yalıtımı zayıfsa, bu birkaç kV'luk bir ark oluşmasına neden olabilir;
- Lehimleme sırasında dumanı solumayın; bunlar vücuda zararlıdır. Çalışmadan önce ve sonra odayı havalandırın. Bunun için teknik tesisleri kullanmak daha iyidir;
- İşten sonra ellerinizi ve yüzünüzü iyice yıkayın. Uzun kollu giymek daha iyidir.
Lehimleme teknolojisi
İyi bir sonuç için 5 kural
- Yüksek kaliteli bir sonuç elde etmek için lehimlenen yüzeylerin eşit sıcaklıklarının sağlanması gerekir. Yani bir yüzeyi ısıtıp diğerine uygulamak yeterli değildir. Uç az ısındığında lehim sadece biraz yumuşar ancak erimez. Yüksekse lehimin aşırı buharlaşması olacaktır.
- İlk seferde bir şeyler yolunda gitmezse, ayrıntıların soğumasına izin vermelisiniz! Üzerlerine üfleyemez veya yapay olarak soğutamazsınız. Zaman deney yoluyla seçilir. Ana işe başlamadan önce bakır teller gibi bir şey üzerinde pratik yapmanız önerilir.
- Flux lehimlemeden hemen önce uygulanır. 1 damla lehim için reçineye biraz dokunmanız yeterli.
- Ucu spatulanın tamamıyla lehim alanına uyguluyoruz!
- Lehim tüm yüzeye eşit olarak dağıtılmalıdır. Ve acı oksitlerden iyice temizlenir.
Sadece pratik lehimlemeyi iyi öğrenmenize yardımcı olacaktır. Güvenlik önlemlerine uyun ve denemekten korkmayın!

Lehimleme, binlerce yıldır var olan metal parçaların birleştirilmesine yönelik teknolojik bir işlemdir. Başlangıçta kuyumcular tarafından takı yapmak için kullanıldı. Sonuçta, o günlerde zaten bilinen dövme kaynağı kuyumculuk için uygun değildi ve düşük erime noktalı alaşımlar-lehimler kullanılarak metallerin lehimlenmesi işleminin doğru olduğu ortaya çıktı. Altın, gümüş-bakır lehimler, gümüş - bakır-çinko kullanılarak lehimlendi ve bakır için en iyi bileşim kalay ve kurşun alaşımıydı.
Zamanla, elektrik mühendisliğinin ve ardından radyo elektroniğinin gelişmesiyle birlikte lehimleme, çeşitli devreler oluşturmak için parçaları birleştirmenin ana yöntemi haline geldi ve bugüne kadar da öyle olmaya devam ediyor. Ana montaj yöntemi lehimleme olan, saatte yüzlerce baskılı devre kartı ve modern ekipmanın bileşenlerini üreten, el emeği olmadan otomatik olarak robotik konveyör sistemleri ortaya çıktı. Ancak eski güzel el havyası bugün alaka düzeyini kaybetmedi.
Ve yıllar geçtikçe birçok değişiklik ve iyileştirme geçirdi.
- Her şey uzun zaman önce büyük havyaların ve çekiçlerin ateş veya kömür üzerinde ısıtılmasıyla başladı. Bir zamanlar yaygın olan benzinli kaynak makinelerinin üstünde bu çekiçleri ısıtmak için özel tutucular bile vardı. Böyle bir havya ile sızdıran bir su ısıtıcısını veya semaveri lehimlemek oldukça mümkündü. Ve o günlerde tüm ekipmanlarını kendi yapan amatör balıkçılar, bunları modern yalpalama ve bükümlerden daha kötü olmayan avlar sağlayan spinner ve jig yapmak için kullandılar.
- 20. yüzyılın 20'li yıllarında radyo ve elektrikli ekipmanların yaygınlaşmaya başladığı dönemde elektrikli havya icat edildi. İlk başta o da bir çekice benziyordu, ancak daha sonra hala var olan klasik çubuk formuna geldi.
- Elektrikli havyanın klasik tasarımı oldukça uzun sürdü. 25~200W aralığındaki ısıtıcı güçleri için iyidir. Ancak elektronik ekipmanların minyatürleştirilmesi bu cihazlara yeni talepler getirdi. Çabuk ısınan ve ucun sıcaklığını anında düzenlemenizi sağlayan düşük güçlü aletlere ihtiyaç vardır.
- Ucunun transformatörün sekonder sargısının devresinin bir parçası olduğu, çok kalın bir tel ile sarıldığı darbeli havyalar bir miktar popülerlik kazanmıştır. Böyle bir sarımdaki voltaj çok küçüktür, ancak içinden birkaç amperlik bir akım akar ve bu da güçlü ısınmaya neden olur.
- Daha egzotik bir seçenek, ferrit termal çubuğun yüksek frekanslı endüksiyon akımlarıyla ısıtıldığı indüksiyon havyalarıdır. Çubuğun Curie noktasına kadar ısıtıldığında manyetik geçirgenliğinde meydana gelen değişiklikler nedeniyle içlerindeki sıcaklık regülasyonu otomatik olarak gerçekleşir.
- Modern gaz havya modelleri, bir kaynak makinesini bir brülörle ısıtmanın orijinal fikrinden gelişti. İçlerinde uç, doğrudan boru şeklindeki çubuğun gövdesinde bulunan bir gaz yakıcı tarafından ısıtılır. Gaz, sapta bulunan yeniden doldurulabilir bir kartuştan gelir.
Diğer ucunda sabitlenmiş boru şeklindeki bir ısıtma elemanına bağlanan, içinden bir elektrik telinin geçtiği, termal ve elektriksel olarak yalıtkan malzemeden yapılmış bir saptır. Boru şeklindeki ısıtıcıya, lehimlemenin fiilen gerçekleştirildiği bir çubuk ucu yerleştirilir. Bir asbest yalıtkan tabakası üzerine sarılmış bir nikrom spiral, geleneksel olarak bir ısıtma elemanı olarak kullanılır. Uç, buna göre ucu keskinleştirilmiş bir bakır çubuktur.
Bu nedenle, geleneksel bir elektrikli havyada, atalet nikrom termoelementinin yerini seramik olan aldı. Bu tür cihazlarda bir ucu içi boş olan uç, ısıtılmış seramik çubuğun üzerine yerleştirilir. İyi termal temas ve düşük termal dağılım nedeniyle uç neredeyse anında ısınır ve yakınına yerleştirilen sıcaklık ölçer, ısıtma derecesini yüksek doğrulukla ayarlamanıza olanak tanır.
Ayrıca bu havya modelleri geleneksel olanlara göre çok daha dayanıklıdır, bu da radyo ekipmanlarının konveyör montajı için çok önemlidir.
Genellikle akım akışını birkaç saniyeliğine açmanıza izin veren tetik değiştirme anahtarına sahip bir tabanca şeklinde yapılırlar. Bu, ucu çalışma sıcaklığına getirmek için yeterlidir. Bu tür cihazların dezavantajı, sıcaklığın doğru şekilde ayarlanmasının imkansızlığıdır, ancak ev kullanımı için oldukça uygundurlar;
Elektrik olmadığında otonom çalışma için iyidirler. Bu tür havyaların ucu kolayca çıkarılabilir, cihaz çıkarıldığında yüksek sıcaklıktaki lehimlerle lehimleme için kullanılabilen minyatür bir gaz brülörüne dönüşür.
 Yukarıda bahsedildiği gibi, lehimleme sırasında parçaların bağlantısı, her durum için çok çeşitli olan lehimler olan özel metal alaşımları kullanılarak yapılır. Ancak temel olarak iki büyük sınıfa ayrılabilirler:
Yukarıda bahsedildiği gibi, lehimleme sırasında parçaların bağlantısı, her durum için çok çeşitli olan lehimler olan özel metal alaşımları kullanılarak yapılır. Ancak temel olarak iki büyük sınıfa ayrılabilirler:
- Düşük sıcaklık veya yumuşak. Erime noktası 350°C'den azdır. Buna karşılık, birkaç türe ayrılırlar:
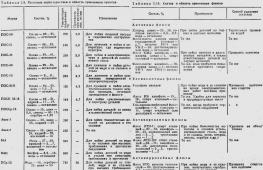
- Kalay-kurşun. Tanımlarındaki sayı kalay yüzdesini gösterir: POS‑18 (erime noktası - 277°C), POS‑30 (256°C), POS‑40 (235°C), POS‑50 (222°C), POS‑61(190°C), POS‑90 (222°C). Radyoelektronik ürünlerin kurulumu için POS-61 veya ithal analogları, örneğin 60/40 Alaşım en yaygın olarak kullanılır. Ev uygulamaları da dahil olmak üzere çok yüksek kalitede bağlantı gerektirmeyen diğer uygulamalar için POS‑30 en sık kullanılır.
- Kalay içermez - kurşun(327°C), kurşun-gümüş (304°C).
- Düşük erime noktalı - Ahşap alaşımları(60,5°C), d'Arsenval (79,0°C), Rose (97,3°C).
- Özelörneğin alüminyum lehimlemek için - Avia-1 (200°C), Avia-2 (250°C).
Birkaç sınıf tarafından temsil edilir:
- Bakır (1083°C)
- Bakır-çinko veya pirinç (830~870°C)
- Bakır-fosfor (700~830°C)
- Gümüş (720~830°C)
Kalay-kurşun lehimler endüstrinin birçok alanında ve günlük yaşamda en yaygın şekilde kullanılmaktadır. Çubuk veya tel şeklinde mevcutturlar. Radyoelektronik ürünlerin kurulumunda kullanım için, ortasında akı dolgusu bulunan tel şeklinde boru şeklinde lehimler kullanılır.
 Akılar, lehimleme ile bağlanan parçaların yüzeylerinin temizlenmesi ve kalaylanması için tasarlanmış özel bileşimlerdir. Kalaylama, parçaların lehimle ön kaplanması ve nihai bağlantılarının kolaylaştırılması işlemidir. Lehimleme teknolojisinde gerekli ve tavsiye edilir, çünkü oksit ve kirletici madde katmanlarıyla kaplı yüzeyler lehimle güvenilir bir bağlantı ve dolayısıyla lehim bağlantısının yüksek kaliteli sonucunu sağlayamaz. Bu tür oksitleri ve kirletici maddeleri gidermek için akı kullanılır:
Akılar, lehimleme ile bağlanan parçaların yüzeylerinin temizlenmesi ve kalaylanması için tasarlanmış özel bileşimlerdir. Kalaylama, parçaların lehimle ön kaplanması ve nihai bağlantılarının kolaylaştırılması işlemidir. Lehimleme teknolojisinde gerekli ve tavsiye edilir, çünkü oksit ve kirletici madde katmanlarıyla kaplı yüzeyler lehimle güvenilir bir bağlantı ve dolayısıyla lehim bağlantısının yüksek kaliteli sonucunu sağlayamaz. Bu tür oksitleri ve kirletici maddeleri gidermek için akı kullanılır:
- Asidik olmayan. En ünlü ve belki de hala en iyi akışlardan biri sıradan reçine veya saflaştırılmış çam reçinesiydi ve öyle olmaya da devam ediyor. Radyoelektronik endüstrisinde kullanılmak üzere üretilen özel akışların çoğu da bunu içerir. Elektronik devreleri lehimlemek için henüz daha iyi bir şey icat edilmedi. Lehim çubuğunun içinde bulunan reçinedir. Avantajı, lehimlemeden sonra kolayca çıkarılabilmesi ve zamanla lehim eklemini tahrip eden agresif bir ortam yaratmamasıdır.
- Kimyasal olarak aktif. Asit içerirler, bu nedenle lehimlemeden sonra bağlantı yerinin iyice durulanması gerekir. Bilinen formülasyonların çoğu çinko klorür içerir. Esas olarak demir ve demir dışı metallerden yapılmış ürünleri birleştirmek için kullanılırlar.
Reçine ile lehim yapmak için hem orijinal haliyle hem de alkol solüsyonunda kullanabilirsiniz. Endüstri tarafından üretilen bileşimlerden “LTI-120”, “Rosin-gel” vb. radyo teknik akışlarında bulunur.
Aktif akışlar arasında F-34A, FSGL, “Gliserin-hidrazin” vb. bulunur.
Yardımcı malzemeler
Radyo bileşenlerini lehimlemeye başlarken çalışma alanınızı dikkatlice hazırlamalısınız. Bu iş genellikle oldukça fazla keskin duman ve gaz ürettiğinden, iyi aydınlatılmalı ve iyi bir havalandırmaya sahip olmalıdır.
Aletlerinizde küçük bir mengene, üçüncü el kelepçeli bir büyüteç ve lehim için bir vakum emici bulundurmak iyi bir fikirdir. Ayrıca cımbız, bız, pense veya ördek gagası pensesi, yan kesiciler, küçük bir eğe veya iğne törpüsü, zımpara kağıdı parçaları, paçavra ve süngeri de elinizde bulundurmanız gerekir. Lehimlemeye başlamadan önce tüm aletler, cihazlar ve reaktifler işyerine uygun bir şekilde yerleştirilmelidir.
Lehimleme sıcaklığı
Lehimleme sıcaklığı -250°C'yi geçmemelidir; radyo bileşenlerini lehimlerken ucun ısınması 300°C'nin üzerine çıkmamalıdır. Sıcaklık regülatörü olmayan bir havya, uzun süreli çalışma ve güç dalgalanmalarında 400°C'ye kadar ısınabilir. Ekipman özel bir lehimleme istasyonu içermiyorsa, ışığın parlaklığını ayarlamak için kullanılan sıcaklığı düşürmek için bir elektrikli eşya mağazasından normal bir dimmer satın almanız önerilir. Üstelik kendisiyle çalışmayan ekonomi lambalarına geçişin yaygınlaşmasıyla birlikte ona olan talep ve buna bağlı olarak fiyatlar düşüyor.
 Özel kaplaması olmayan sıradan bir bakır uçla, özellikle yüksek sıcaklıklarda lehimleme sırasında çubuk üzerinde oluşan bakır oksit, lehim ve akı karışımı içinde çözünür. Çalışma ucunda, tahribatının daha da hızlandığı ve lehimleme kalitesinin bozulduğu girintiler ve boşluklar oluşur.
Özel kaplaması olmayan sıradan bir bakır uçla, özellikle yüksek sıcaklıklarda lehimleme sırasında çubuk üzerinde oluşan bakır oksit, lehim ve akı karışımı içinde çözünür. Çalışma ucunda, tahribatının daha da hızlandığı ve lehimleme kalitesinin bozulduğu girintiler ve boşluklar oluşur.
Bu nedenle havya ile çalışmaya başlamadan önce ve işlem sırasında bunların çıkarılması gerekir. Bunu yapmak için, ucun çalışma kısmını bir eğe ile temizlemeniz ve ona gerekli şekli vermeniz gerekir: bir koni, düz bir tornavida veya eğimli bir kesim.
Havyayı açıp ısınmasını bekledikten sonra kırmızı bakır rengine sıyrılan uç kalaylanmalıdır. O kadar da zor değil. Çalışma ucunu reçineye batırmak ve bir havya standına veya başka bir metal yüzeye yerleştirilen küçük bir lehim parçasını eritmek yeterlidir.
Daha sonra erimiş lehimde, çubuğun ucu eşit ve düzgün bir lehim tabakasıyla kaplanana kadar ucun çalışma kenarlarını standın metaline sürün. Havyanın oldukça iyi ısıtılması gerekir; bu, hem reçinenin hem de lehimin kolay ve hızlı bir şekilde yumuşaması ile gösterilir.
Çalışmaya başladığınız anda her şeyi doğru yapsanız bile havya ucu yavaş yavaş yanmaya başlar. Bu, kararması ve kireçle kaplanmasıyla kanıtlanır, bu nedenle temizleme ve kalaylama işlemi periyodik olarak tekrarlanmalıdır. Bir eğe ile çok fazla bakır çıkarmamak için bu sırada çubuğu masanın üzerine serilen bir zımpara kağıdına sürterek temizleyebilir ve ardından tekrar kalaylayabilirsiniz.
Bütün bunlar özel yanmaz çubuklar için geçerli değildir. Dosya ile temizlenemezler. Üstelik nikel kaplamalı parlak tabakasının hasar ve çizilmelere karşı özenle korunması gerekir. Ancak bu tür havyaların çalışma sırasında kalaylanması da gerekir. Ancak onlar için bu prosedür o kadar basit değil ve beceri gerektiriyor.
Bunu yapmak için, yüksek sıcaklıklarda oluşan plaklardan, özel bir sünger veya hafif nemli bir havlu parçası üzerine kuvvetlice sürterek temizlemeniz ve ardından hemen reçineye ve eriyiğine batırıp ucuna sürtmeniz gerekir. bir lehim çubuğu.
Lehimleme için parçaların hazırlanması
İki parçayı düzgün bir şekilde yapıştırmak için tutkalla yağlamanız, biraz beklemeniz, tekrar yağlamanız ve ardından sıkıca sıkmanız gerekir. Lehimleme işleminde de aynı durum geçerlidir: Yüksek kaliteli bir bağlantı elde etmek için parçalar önce kalaylanmalı - ince bir lehim tabakasıyla kaplanmalıdır. Bu süreç belli bir tecrübe ve bilgi gerektirir. Lehimleme ile bağlanan her malzeme türü için kendi teknolojisi vardır.
Kalaylama sürecin ayrılmaz bir parçasıdır
 Kurulumlarını kolaylaştırmak için çoğu radyo bileşeninin kabloları fabrikadan zaten kalaylı olarak çıkar. Ancak bunları tahtaya monte etmeden önce bir lehim tabakasıyla yeniden kaplanmaları gerekir. Tekrar temizlemeye gerek yoktur, havya ucuna bir damla lehim alıp parçaların pinlerine eşit şekilde dağıtmanız yeterlidir.
Kurulumlarını kolaylaştırmak için çoğu radyo bileşeninin kabloları fabrikadan zaten kalaylı olarak çıkar. Ancak bunları tahtaya monte etmeden önce bir lehim tabakasıyla yeniden kaplanmaları gerekir. Tekrar temizlemeye gerek yoktur, havya ucuna bir damla lehim alıp parçaların pinlerine eşit şekilde dağıtmanız yeterlidir.
Bakır telleri verimli ve doğru bir şekilde lehimlemek için izolasyonsuz kalaylama ile başlamalısınız. Önce zımpara kağıdı ile temizlenmeli, daha sonra bir havya ile ısıtılan reçineye batırılmalı veya bir alkol solüsyonu ile yağlanmalı, erimiş lehim ile kaplanmalıdır.
Emaye yalıtımındaki bakır tel, öncelikle kaplamayı zımpara kağıdı ile çıkararak veya bıçakla kazıyarak temizlenmelidir. İnce teller için bu o kadar kolay değil. İzolasyonları bir meşale veya çakmak alevinde yakılabilir, ancak bu, telin gücünü önemli ölçüde azaltır.
Kanıtlanmış bir yöntem kullanabilirsiniz: Telin ucunu ev tipi bir aspirin tabletinin üzerine yerleştirin (ithal olanlar çoğu zaman uygun değildir) ve bir havyanın ısıtılmış ucuna basarak, erimiş preparatın üzerine birkaç kez sürükleyin.
Bu prosedürün kelimenin tam anlamıyla havya ucunu tükettiği söylenmelidir. Ayrıca bu, solunduğunda solunum organlarını yakabilecek çok yakıcı bir duman üretir; bu nedenle son çare olarak bu yönteme başvurmalısınız.
Demirli metallerden, bronzdan ve diğerlerinden yapılmış parçaların servisini yapmak için aktif akıların kullanılması gerekir. Bu tür bağlantılar için düşük erime noktalı ve yüksek kaliteli radyo lehimleri gerekli değildir - normal, daha ucuz POS-30'u da kullanabilirsiniz.
Lehimlemeden önce yüzeyleri dikkatlice zımparaladıktan sonra, bunları çinko klorür gibi akı ile kaplamanız, iyice ısıtmanız ve derzleri iyice kalaylamanız gerekir. Bundan sonra, bağlanacak her iki yüzeyi bir kez daha ısıttıktan sonra lehimleyin, birbirlerine sıkıca bastırın ve ardından lehim soğuyana kadar sabitleyin. Parçalar ne kadar büyük olursa, havyanın o kadar güçlü olması gerekir. Lehimleme sırasında, büyük parçalar sıcaklığı uzun süre koruduğu için onları hareket ettirmemeye çalışmalısınız.
Alüminyum özel lehimler kullanılarak özel lehimlerle lehimlenmelidir. Doğru, biraz deneyim kazandıktan sonra sıradan lehimle birleştirebilirsiniz. Ancak bu yalnızca saf metal için işe yarar ve birçok alüminyum alaşımının lehimlenmesi çok zordur.
Havya tekniğine daha yakından bakalım.
Lehimleme için hazırlanan radyo bileşenlerinin tahtanın deliklerine yerleştirilmesi, tel kesicilerle gerekli uzunluğa kısaltılması ve baskılı devre kartının izi ile birlikte bir havya ile ısıtılarak onlara bir lehim çubuğu getirilmesi gerekir, ve bir damlası lehimleme alanına eşit bir tabaka halinde yayıldığında, havyayı çıkarın ve bu sırada parçaları yerinden oynatmamaya çalışarak lehimin soğumasını bekleyin.
Minyatür transistörlerin ve mikro devrelerin lehimlenmesi, aşırı ısınmalarını önlemeye çalışarak özellikle dikkatli yapılmalıdır. Çipleri monte ederken, önce güç ve topraklama pimlerini lehimlemek, lehimin güvenilir bir şekilde katılaşmasını beklemek ve ancak bundan sonra havyaya ve lehim çubuğuna bir anlığına dokunarak diğer tüm kontakları lehimlemek en iyisidir. Öncelikle lehimleme alanlarını alkollü reçine çözeltisiyle yağlayabilirsiniz, bu, bağlantıların kalitesini önemli ölçüde artıracaktır.
Yüksek kaliteli lehimlemenin ana koşulları, bağlantıdan önce iyi sıyırma ve kalaylama ve bağlantı sırasında iyi ısıtmadır. Lehimleme yerindeki yarım lehimin her iki parçada da tamamen eritilmesi gerekir - bu, güvenilir bir bağlantı sağlayacaktır. Ancak aynı zamanda aşırı ısınmamalıdır. İyi lehimleme becerisi, en yüksek iş kalitesini sağlayacak en uygun dengeyi bulmakta yatmaktadır.
Lehimleme güvenlik önlemleri
Lehimleme sırasında yakıcı gazların açığa çıkmasından daha önce bahsedilmişti. Çalışma alanı iyi havalandırılmalı ve havalandırılmalıdır. Lehimleme işlemine sıcak lehim ve akı sıçraması eşlik edebilir, bu nedenle yanıklara karşı dikkatli olmalı ve özellikle gözlerinize dikkat etmelisiniz. Bunun için koruyucu gözlük kullanmak en iyisidir. Ve vücudun açıkta kalan kısımlarına yanlışlıkla sıcak bir alete dokunduğunuzda ciddi bir yanık alabilirsiniz.
Akü ve düşük voltaj hariç çoğu elektrikli havya, şebeke voltajıyla çalışır, bu nedenle onlarla çalışırken tüm elektriksel güvenlik kurallarına kesinlikle uymak gerekir.
Havyayı sökmemelisiniz - daha sonra montajdan sonra yalıtımın kırılması ve gövdesindeki yüksek voltajın bozulması tehlikesi vardır ve bu zaten son derece tehlikelidir.
Çalışırken havyanın güç kablosunu da izlemelisiniz. Sıcak uçla temas, kablo yalıtımının hasar görmesine ve elektrik çarpması riskine neden olabilir. Ayrıca kısa devreye ve yangına da neden olabilir.
Bu videodan havyanın doğru şekilde nasıl kullanılacağını öğrenin
En ilginç olanı ise varoluşları boyunca ortaya çıkan her türlü havyanın günümüzde hala kullanılıyor olmasıdır.
Elektriğin bulunmadığı veya elektriğe uygun elektrikli havyanın bulunmadığı durumlarda, iki büyük parçayı sahada lehimleme yoluyla nasıl bağlayabiliriz? Ateşte veya kaynak makinesiyle ısıtılan çekiçli havya yardımcı olabilir.
Ve modern elektronik devrelerle çalışmaya uygun olmayan, dolaptaki tozu toplayan 100 W'lık eski bir elektrikli havya, pirinç veya bronz ürünleri veya mücevherleri onarma konusunda oldukça yetenekli olacaktır.
Kendi başına takı yapmak isteyenler için evrensel bir gazlı havya-meşale vazgeçilmez bir yardımcı olacaktır.
Birçok sorunu kendiniz çözebilirsiniz ,Bunu yapmak için kendinizi bir havya ile silahlandırın. Minimum beceriyle yırtık telleri lehimleyebilirsiniz ve ayrıntılar ve böylece cihazın işlevselliği geri yüklenir. Soru sıklıkla ortaya çıkıyor, nasıl ögrenilir lehim? Açık bu gerçekten değil işte böyle Ve Zor, asıl önemli olan bunda ustalaşmak. Biraz tecrübeyle, arızanın özünün olduğu hemen hemen her cihazda ev onarımlarını gerçekleştirebilirsiniz. yırtılmış ve bağlantısı kesilmiş parçalar.
Lehimlemeyi öğrenmeniz için neye ihtiyacınız var?
Herhangi bir şeyi lehimlemek için önce bir çalışma alanı hazırlamanız gerekir. Parçanın kendisi ve aleti koyacağınız yer üzerinde bulunmalıdır. Havyanın yüksek sıcaklıklara kadar ısındığını, bu nedenle plastik veya diğer yanıcı nesnelerin üzerine yerleştirilmemesi gerektiğini lütfen unutmayın. En iyi çözüm metal veya seramik bir stand kullanmak olacaktır.
Ayrıca çalışma sırasında ihtiyaç duyulabilecek araçlara önceden dikkat etmeye değer. Bunlar büyük nesneleri tutmak için pense veya küçük parçaları sabitlemek için cımbız olabilir.
Ek olarak, uçtaki eski lehim kalıntılarını çıkarmak için elinizde nemli bir sünger bulundurmanız gerekir.
Yukarıdakilerin tümü zorunlu öğeler yerine tavsiyelerse, o zaman Lehimleme her zaman üç unsur gerektirir:
- havyanın kendisi, ucu yüksek sıcaklıklara kadar ısınan ve lehimi eritebilen bir alettir;
- lehim - nispeten düşük sıcaklıklarda eriyen ve akımı iletebilen bir metal veya alaşım (çoğunlukla kalaydır);
- flux, yağ giderme ve oksidasyonu önleme özelliklerine sahip bir maddedir.
Lehimleme prensibi son derece basittir ve uzun yıllar değişmeden kalmıştır.
Doğru lehimlemenin basit bir şeması vardır:
1. Eski lehimden parçaların temizlenmesi. Modern (çoğunlukla Çin) cihazları onarırken bu nokta atlanabilir - içlerinde o kadar az lehim vardır ki, bozulurlarsa yer neredeyse temiz kalır.
2. Ucu ve parçaları yağdan arındırın. Bunun için sıvı akı veya reçine kullanılır. Kalayın eşyalara yapışmasını sağlamak için bu yapılmalıdır. İlk olarak, parçalar ve havyanın kendisi akı ile muamele edilir, ardından lehim ile eşit şekilde kaplanır. Bu işleme aynı zamanda kalaylama da denir.
3. Tenekeyi eritin ve gerekli miktarı ucun üzerine koyun. Bu an biraz beceri gerektiriyor. Yeni başlayanların çoğu gerekli miktarda lehim alamıyor, bu yüzden parçalar ya hiç lehimlenmiyor ya da yapılan iş düzgün görünmüyor.
4. Lehimlenecek parçaları bir arada tutarak lehimi bağlantıya aktarın. Bu aşamada nesneleri net bir şekilde tutmak önemlidir. Eliniz titrerse parçalar ayrılacak ve prosedüre yeniden başlamak zorunda kalacaksınız. Lehim sertleşene kadar parçaları tutmak önemlidir.
Reçine lehimlemede kullanılan klasik bir madde olarak kabul edilir. Tüm çalışma prensibi aynı kalır, temel farklar yalnızca yağdan arındırma aşamasında fark edilir.
Reçinenin özelliği katı bir reçine olmasıdır. Çoğu zaman hava geçirmez kapaklı küçük bir metal kavanozda bulunur.
Modern sıvı lehimlerin çeşitliliğine rağmen reçine hala popüler bir malzeme olmaya devam ediyor. Birçok radyo amatörü, yalnızca onun yardımıyla yüksek kaliteli ve hızlı lehimlemenin yapılabileceğinden emindir.
Reçine ile doğru şekilde lehimlemenin özelliği, ucu ve telleri reçinenin kendisine doğru bastırmanız gerekmesidir. Bundan sonra lehim uygulanır. Amaç, lehimle parçanın eşit şekilde kaplanmasını sağlamaktır.
Bu şekilde bir akı seçerken bir noktayı dikkate almakta fayda var. Rosin tüm metallerle uyumlu değildir, bu nedenle karmaşık lehimleme için tüm parçalara uygun farklı bir akı seçmeye değer.

Havya ile teller nasıl lehimlenir? İşin özellikleri
Lehimleme tekniği, tam olarak neyle çalışıldığına bağlı olarak biraz farklılık gösterir. Çeşitli parça ve devrelerle çalışmanın, sabitlemenin boyutu ve özellikleri nedeniyle kendine has özellikleri vardır.
Telleri lehimleme işlemi ayrı ayrı ayırt edilir. Normal parçaların takılması işleminden biraz farklıdır. Bu çalışmada belli bir rahatsızlık var - teller esnek ve hareketlidir, bu nedenle lehimleme sırasında sıkıca sabitlenmeleri gerekir.
Telleri nasıl lehimleyeceğiniz aşağıda açıklanmıştır:
1. Kabloyu soyun. Temizlenen alanın boyutu lehimleme alanına karşılık gelmelidir. Dizginleri çok az açığa çıkarırsanız işinize engel olur, çok fazla açığa çıkarırsanız kısa devreye neden olabilir.
2. Seçilen tel çok telli ise, tüm teller birbirine bitişik olacak şekilde onu sıkıca bükmeniz gerekir. Bunu yapmazsanız bazıları bağlanmayabilir. Bu durumda hem bağlantının kalitesi bozulacak hem de kırılma riski de artacaktır.
3. Önce havya kalaylanır, ardından telin kendisi. Reçine kullanıldığında bu, reçineye batırılıp iğneyle ısıtılarak rahatlıkla yapılır. Tekdüze bir kapsama alanı elde etmek gereklidir.
4. Tel, lehim sürülerek sertleşinceye kadar sabitlenerek yerine tutturulur.
Ayrıca bir havya kullanarak kabloları birbirine bağlayabilirsiniz. Lehimlemeden önce teller soyulur ve birlikte bükülür. Ancak bundan sonra kalaylama ve lehimleme yapılır (çoğunlukla katı reçine kullanılır, ancak sıvı lehim de bir fırçayla uygulanabilir).
Ne tür kablo kullandığınız gerçekten önemli değil: bakır veya alüminyum kolayca lehimlenebilir.
Bu tür çalışmaların verimli bir şekilde nasıl gerçekleştirileceğini öğrenmenin birkaç basit yöntemi vardır. Klasik ve en etkili seçenek tel kullanmaktır. Ondan on iki özdeş bölüm kesilir, ardından lehimleme ile bir küp oluşturulur. Tasarımın sağlamlığı, küpü avucunuzda sıkarak test edilir. Tek bir kenar bile parçalanmadıysa , iş doğru bir şekilde yapıldı. Tersi durumda ise yeni bir kablo seti kesilir ve model tekrar lehimlenir.
Mikro devrelerin lehimlenmesinin özellikleri
Mikro devrenin özgüllüğü, parçaların küçük boyutunun yanı sıra aşırı ısınma olasılığının yüksek olmasıdır. Cihazı hızlı bir şekilde çıkarmak çok önemlidir. Gerekirse bir ısı emici kullanılır - cımbız veya başka bir metal nesne onun gibi davranabilir.
Böyle bir iş için, parçalar arasında çok küçük bir mesafe olduğundan, küçük uçlu bir havya seçmeye değer. Birkaç lehimleme yöntemi vardır. Bazı ustalar havya ucunda çentikler açmayı tercih ederken, diğerleri özel bir lehim macunu kullanarak bağlantı kurarken, diğerleri muslukları metodik olarak birbiri ardına lehimliyor.
Belirli bir parçanın nasıl düzgün şekilde lehimleneceğini anlamak için hangi sıcaklığın uygulanması gerektiğini belirlemeniz gerekir. Çoğu, tahtanın yapıldığı malzemeye bağlıdır. Çoğu zaman 200-300 santigrat derecedir.
Levhaların nasıl lehimleneceği büyük ölçüde tasarımlarına bağlıdır. Daha basit devreler, alternatif lehim telleriyle kolayca bağlanır, ancak karmaşık modern yongalar özel bakım gerektirir - sonuçta, bir sonraki parçayı lehimleyerek bir öncekini kolayca ortadan kaldırabilirsiniz.

Asitli havya ile lehim nasıl yapılır? İşin özellikleri
Bazı ustalar, asit kullanmanın reçine ile lehimlemeden çok daha basit ve daha güvenilir olduğundan emindir. Ancak bu tür bir maddenin kullanılması tesisatta korozyona neden olabilir.
Oksit filminin yüzeylerden çıkarılması gerektiğinde lehim asidi kullanımı büyük bir rol oynar, bu da daha iyi ve daha dayanıklı bir bağlantıya yol açar.
Bu malzeme, dökme demir parçaların yanı sıra her türlü değerli ve demirli metallerin bağlantılarının işlenmesi için uygundur.
Bu tür bir akı ile nasıl düzgün şekilde lehimleneceğine ilişkin ana talimat, güvenlik önlemlerine uymaktır. Seçilen asit türü, birleştireceğiniz malzemeye açıkça uygun olmalıdır.
Aynı zamanda çevredeki nesnelerin güvenliğine de dikkat etmeye değer - bir damla akı, agresif bir kimyasal olduğu için bazı nesneleri aşındırabilir.
Bu akı kendi ellerinizle yapılabilir veya bir mağazadan satın alınabilir. Yeni başlayanlar için ikinci seçenek tercih edilir, çünkü kompozisyon yalnızca benzersiz bir şekilde etkili olmakla kalmayacak, aynı zamanda elbette parçalarınıza da uygun olacaktır. Bu durumda yardım için her zaman bir danışmana başvurabilir ve doğru seçimi netleştirebilirsiniz.
Havya ile nasıl lehim yapılacağını bilmek günlük yaşamda çok faydalıdır. Bunun nasıl yapılacağına dair bir takım teknikler var, ancak en iyisi iş sürecine başlamadan önce teorik kısımda uzmanlaşmaktır.
Özellikler
Havya ile sıfırdan lehimlemeyi öğrenmenin birçok yolu vardır. Bunu yapmak için, kalaylama ve lehimleme sırasında parçaları veya akıyı ısıtmak için tasarlanmış bir cihaz olan bir havyaya ihtiyacınız olacaktır. Alet, parçaların lehimlendiği alana sözde uçla dokunularak getirilir. Uç, aletin kaynak lâmbası veya elektrik kullanılarak ısıtılan çalışma kısmıdır. Reçine çoğunlukla lehimleme için kullanılır, ancak bu malzemeyle çalışmak için reçineli bir havya ile nasıl düzgün şekilde lehimleneceğini bilmeniz gerekir.
Lehimlemeden önce bir dizi işlem yapmanız gerekir:

Alüminyum gibi bir metalle çalışıyorsanız özelliklerini bilmenizde fayda var. Alüminyumun erime noktası 660,1 derecedir. Derz bölgesine az miktarda sürülür ve daha sonra düzeltilir. Temas noktası kapatılmalıdır.
Çalışma süreci
İki bileşen arasındaki bir tür konektöre lehimleme denir. Ana rolü yeterince güçlü bir bağlantı oluşturmaktır.
Lehim iki büyük gruba ayrılabilen bir metal alaşımıdır. Yumuşak lehimler 300 dereceye kadar erime noktasına sahiptir; bu tür elektronikte kullanılır.

Bir sonraki lehim türü, erime noktasının 300 dereceyi aştığı sert gruptur. Bu tip metallerin güvenilir bir şekilde birleştirilmesi için aktif olarak kullanılır.
Lehimleme sırası aşağıdaki gibidir:
- yüzey ilk önce korozyondan veya başka türlü kirlilikten temizlenir;
- Bir sonraki adım, karakteristik parlaklığını elde edene kadar tam temizliktir. Oksit izleri görünmemelidir;
- Kaplama için oksit kalıntılarını gideren ve yüzey oksidasyonunun görünümünü en aza indiren akı kullanılır. Bu durumda en iyi seçim flux macunudur. Sıvı veya katı eritkenler uygun değildir;
- usta kalaylamayı gerçekleştirir. Lehim, yüzeyin belirli bir alanına erimiş halde uygulanır, ardından eşit şekilde yayılır;
- cımbız veya kelepçe ile bükme ve sıkıştırma kullanılarak ana parçalar bağlanır;
- Akı uygulama prosedürü tekrarlanır. Bu, yüksek sıcaklık altında lehim oksidasyonu riskini en aza indirmek için gereklidir;
- Lehim ısıtmayla birlikte uygulanır;
- Ayrıca kalaylı uçlu bir alet kullanıldığında, bunun aktif olmayan akı kullanılarak temizlenmesi gerektiğine dikkat etmek de önemlidir. Havya, lehimli bir uçla birlikte saklanmalıdır. Bu, daha fazla işin kalitesini etkiler.
Temizlik

Havya ucunun temizlenmesi işlemi, yumuşak gözenekli veya lifli bir astarın sürülmesiyle gerçekleştirilir. En iyi seçenek doğal keçeyi seçmek olacaktır. Bir alternatif bazalt karton kullanmak olabilir. İki aşamalı temizlik yüksek kaliteli olarak kabul edilir.
İlk adım, metal banttan yapılmış bir sünger dolaştırıcının kullanılmasıyla ilgilidir.
Temizliğin ikinci aşaması keçe kullanımını içerir.
Sonunda cihaz kapatılır. Ustanın katı reçineye sıcak iğneyi soktuğu aşama önemli kabul edilir. Baloncukların çıkması durana kadar beklemeniz gerekir. Bundan sonra usta, ucu aşağı gelecek şekilde tutarak iğneyi çıkarır. Bu şekilde fazla reçine akacaktır. Cihaz tamamen soğuduktan sonra saklanabilir.
Boru lehimleme
Bu prosedürün teknolojik özelliklerine dayanarak, ustalar aşağıdaki eylem aşamalarını kullanır:

Prosedürü kendiniz gerçekleştirebilirsiniz. Prosedürü tamamlayamıyorsanız, bir uzmanın hizmetlerinden yararlanmak en iyisidir. İlk önce ilk elemanı lehimlemek en iyisidir. İşçilik kalitesini kontrol etmek için parçanın soğutulması ve kesilmesi gerekir. Hatalar varsa, bu fark edilecektir. Kurulum çalışmaları sırasında veya boru hattı onarımları sırasında bu beceri kullanışlı olacaktır.
Lehimleme telleri
En yaygın soru, bir havya ile doğru şekilde lehimlemenin nasıl yapılacağı ile ilgilidir. Öncelikle bir bıçak veya tel kesici kullanarak tellerin uçlarını yalıtımdan ayırmanız gerekir. Çekirdeklerin parametreleri parçaların boyutlarına uygun olmalıdır. çok büyük değilse, işlem sırasında komşu alanlar zarar görmeyecektir. Küçük bir havya, kıyaslandığında güvenilmez, düşük kaliteli sonuçlar elde eder. Parçaları onunla ısıtmak oldukça zordur.

Telli teli lehimliyorsanız, onu bükmeniz ve ardından kalaylamanız gerekir. Prosedür aşağıdaki gibidir. Tel bir reçine banyosuna batırılır. Zanaatkar bakır tellerin yüzeyine bir damla lehim sürüyor. Kaplama her tarafı kaplayacak şekilde eşit olmalıdır. Fazla reçine giderilir.
Lehim zayıf bir alaşım olarak sınıflandırılır. Küçük yüklerin etkisi altında hasar gördüğü için düşük güvenilirlik ile karakterize edilir. Bu süreçte tellere reçine uygulanır ve ardından lehim uygulanır. Bükümün ısınma süresi 2-3 saniyedir.
Tek damarlı tellerden bahsediyorsak, önce parlaklık elde edene kadar temizlenir, ardından reçineye batırılır. Bağlantı yaklaşık 3–5 saniye sürer. Daha sonra açıkta kalan telin üzerine geniş çaplı, ısıyla büzüşen bir tüp yerleştirilir. Bu prosedürün izlenmesi yüksek düzeyde yalıtım sağlayacaktır.
Lehimleme
Mikroçiplerin bir havya ile nasıl düzgün şekilde lehimleneceğine dair bir soru sorulduğunda, bu işi bir uzmana emanet etmek daha iyidir. Sonuçta işin kendisi oldukça titiz ve tecrübe ve belli bir beceri gerektiriyor.
Uygun lehimleme için takımlama işleminde ihtiyaç duyulan parçaların hazırlanmasına zaman ayırmak gerekir. Teorik açıdan bilgi edinin ve ardından bilginizi pratikte pekiştirin.
Erimiş lehim tabakasını akı ile korumayı unutmamak gerekir. Yaptığınız operasyon da önemlidir. Buna dayanarak, uygun güçte ve uygun uç şekline sahip bir cihaz seçmeniz gerekir.
Cihazı kullanmanın temel kurallarına ve uzmanların tavsiyelerine uyarak parçaları doğru şekilde bağlayabileceksiniz, bu sayede lehimleme gerçekten uzun süre dayanacaktır.
Lehimleme için işin niteliğine göre seçilen birçok alet ve cihaz kullanılır. En yaygın kullanılan aletler havyalar, lehim tabancaları ve sıcak hava istasyonlarıdır. Günlük yaşamda en sık elektrikli havya kullanılır. Onunla temel işlemlere birkaç dakika içinde hakim olunabilir.
Geleneksel olarak bir havya, ucu lehimi eritmeye ve bağlanan parçaların malzemesini ısıtmaya yetecek bir sıcaklığa ısıtılan bir alettir. Havya ile lehimlemenin kendine has özellikleri vardır; bunlara uyulması, yüksek kaliteli, dayanıklı bir bağlantı elde etmenizi sağlayacaktır.
Elektrikli havya aşağıdaki parçalardan oluşur:
- yakılamayan veya eritilemeyen malzemeden yapılmış bir mahfaza içine yerleştirilmiş bir ısıtma elemanı;
- sokmalar Bakırdan yapılmış olup çelik ve nikel alaşımlarıyla kaplanabilir;
- güç kablosu.

Bazı modellerde uç sıcaklık regülatörü bulunabilir. Isıtma elemanı, elektrik enerjisini ısıya dönüştürmeye ve lehimi eritecek olan uca aktarmaya yarar. Değiştirilebilir uçları olan havyalar vardır.
Isıtma elemanının gövdesi genellikle fazla ısıyı uzaklaştırmak için delikleri olan metal bir tüptür. Güç kablosu genellikle belirli bir güçteki bir aletin güvenli kullanımını sağlayan bir kesite sahip iki çekirdeklidir.
Sıcaklık regülatörü havyanın gövdesine yerleştirilebilir veya güç kaynağına entegre edilebilir. İkinci seçenek, düşük voltajda (12 V veya 36 V) çalışan havyalarda daha yaygındır. Bu tür havyalar genellikle elektrik panolarının montajı için kullanılır.
Lehimleme malzemeleri
Sarf malzemeleri - lehim, akı olmadan bir havya ile çalışmak imkansızdır. Kaynak sırasında iki malzeme kısmen eritilerek ve daha sonra birbirleriyle kaynaştırılarak bağlanırsa, lehimleme sırasında bağlantı, bağlanan malzeme ile dikişi oluşturan lehim malzemesi arasında bir bağ oluşması nedeniyle gerçekleştirilir.

Lehimlerin bileşimi farklı olabilir (kullanılan malzemelere ve oranlarına göre). Alaşımın bileşimi, birleştirilen malzemelerin türüne ve lehimleme sıcaklığı gereksinimlerine bağlıdır.
Akılar da farklı olabilir - katı ve sıvı, asidik ve asitsiz. Malzemenin cinsine ve lehimleme şartlarına bağlı olarak kullanılırlar.
İğne nasıl hazırlanır
Havya ile çalışmaya, durumunu ve parametrelerini kontrol ederek başlamalısınız. Durum muayene ile belirlenir. temiz olmalı ve karbon birikintilerinden arındırılmış olmalıdır. Besleme kablosu herhangi bir yalıtım hasarı olmadan sağlam olmalıdır.

Havya parametreleri - çalışma voltajı ve gücü - hakkındaki bilgiler talimatlarda yer almaktadır. Ayrıca gerekli voltajın değeri mahfaza üzerinde işaretlenmelidir.
Havya tamamen yeniyse, önce onu ısıtmalı ve kasanın içindeki fabrika yağının yanmasını beklemelisiniz. Bu dönemde odanın çok iyi havalandırılmasını sağlamak gerekir.
Yeni bir havyanın ucu hafif çekiç darbeleriyle keskinleştirilmeli veya şekillendirilmelidir. İkinci seçenek, uygun becerilere sahipseniz tercih edilir çünkü sokmanın ucu daha yoğun hale gelir ve daha az yanar.

Daha sonra havya ucunu kalaylamanız gerekir. Lehimin ona yapışması ve yuvarlanmaması için bu gereklidir. Bunu yapmak için ucu ısıtmanız, akı ile yağlamanız ve hemen lehime dokunmanız gerekir (genellikle kalaydır).
Erimiş lehim havya ucunu kaplayacaktır. Lehimi ayrıca ahşap bir şeritle de dağıtabilirsiniz.
Kalaylı uç, yapıldığı malzemenin oksidasyonunu önleyen ince bir kalay filmi ile kaplanacaktır. Bu işlemlerden sonra havyayı kullanabilirsiniz.
Parçaların hazırlanması ve lehimlenmesi
Birleştirilecek parçalar lehimlemeden önce temizlenmeli ve kalaylanmalıdır. Reçine ile lehimlemeniz gerekiyorsa, parçalar bir havya ile ısıtılır, bir akı (erimiş reçine) tabakası ve lehim ile kaplanır.
Kullanılırsa, soğuk yüzeyleri kapatmaları, ardından bir havya ile ısıtmaları ve bir lehim tabakasıyla kaplamaları gerekir.
Kalaylı parçalar birleştirilir ve gerekirse lehimlemeden sonra işgal etmeleri gereken konumda birbirine göre sabitlenir. Sabitleme için çeşitli klempler, forsepsler vb. kullanılabilir. Küçük parçaları tutmak için cımbız kullanmak uygundur.
Kalaylamadan sonra her iki parça da lehimin erime sıcaklığına kadar ısıtılır. Bağlantı, havya ucuna lehim uygulanması veya tel şeklinde beslenmesi ile gerçekleşir. Erimiş lehim havya tarafından dikiş boyunca eşit olarak dağıtılır.
Daha sonra, tamamen hareketsiz olmasını sağlarken eklemin tamamen soğumasını beklemeniz gerekir. Soğutmayı hızlandırmak için hava üfleme veya suyla ıslatma kullanılması kabul edilemez. Soğuduktan sonra kalan akının yıkanması tavsiye edilir, ancak nötr akının yıkanmasına gerek yoktur.
Lehimleme örnekleri
En kolay yol telleri lehimlemektir. Bu genellikle elektrik tesisatı çalışmaları sırasında bağlanırken yapılır. Bunu yapmak için teller büküm şeklinde bağlanır.
Bükümlerin ağda direnç sağlamaması ve ısınmaması için lehimlenir. Bu durumda, bükümün içine daha iyi nüfuz edecek ve telin tüm yüzeyini eşit şekilde kaplayacak sıvı akı kullanmak daha iyidir.
Herhangi bir levha malzemeye küçük bir delik lehimlemeniz gerekiyorsa, bunu farklı şekilde yapmanız gerekecektir. Bu durumda, refrakter bir malzemeden (tektolit, asbest veya benzeri) yapılmış deliğin altına bir astar yerleştirmeniz gerekir.
Bundan önce, deliğin kenarları etrafındaki malzemeyi sıvı akı ile kaplamak gerekir. Deliğin içindeki astarın üzerine bir parça lehim yerleştirilmeli ve bir havya ile eritildikten sonra deliğin üzerine yayılmalı, kenarlarından tutulup ısıtılmalıdır.
Lehim soğuduktan sonra ped çıkarılabilir. Lehimin yapışmasını önlemek için önce astarın yüzeyini endüstriyel yağla yağlayabilirsiniz.
Havyayı doğru kullanmayı bilen herkes, basit lehimleme kurallarını izleyerek evdeki bir cihazı kendi başına onarabilir.
Lehimleme işleminin havalandırılan bir alanda yapılması gerektiğini de unutmamak gerekir. Güvenlik nedeniyle bir havya standı ve bir dielektrik mat kullanın.
Tüm ek cihazlar, ihtiyaç duyuldukça yavaş yavaş edinilir.