Cara mempelajari cara menyolder dengan benar dengan besi solder listrik: aturan pengoperasian. Cara menyolder yang benar dengan besi solder: teknik menyolder, tips dan instruksi untuk pemula Cara menyolder kontak dengan besi solder
Siapapun dapat mengalami proses penyolderan, dan agar hasilnya memenuhi harapan, beberapa aturan penting harus diikuti.
Apa itu penyolderan: fitur prosesnya
Pematerian- suatu proses di mana beberapa logam digabungkan dengan bantuan logam lain, dari logam yang lebih dapat melebur. Hal ini terjadi pada suhu tinggi (180 - 300°C) dengan memasukkan antar bagian pateri(paduan timbal dan timah), yang memiliki titik leleh lebih rendah. Sebagai hasil dari pengerasannya, terbentuklah bahan yang tahan lama, utuh, dan sangat konduktif secara listrik. Pemanasan dilakukan dengan menggunakan besi solder. Ada berbagai jenis besi solder, solder dan fluks.
Untuk penggunaan di rumah, yang terbaik adalah membeli besi solder paling umum dengan tegangan 220V dan daya 40W.
Biasanya, permukaan logam dilapisi dengan lapisan oksida, dan harus dibersihkan sebelum disolder. Tapi permukaan bisa teroksidasi lagi. Untuk mencegah hal ini terjadi, dan untuk membuat permukaan solder cair lebih cair, gunakanlah aliran.
Jenis fluks yang paling umum adalah damar. Ini terdiri dari resin pohon jenis konifera dan memiliki warna kuning kuning. Berkat itu, area penyolderan tidak mengalami korosi dan tidak memungkinkan terjadinya kebocoran listrik.
Besi solder mana yang harus dipilih
Untuk memilih besi solder yang tepat, saya sarankan Anda membiasakan diri dengan jenisnya:
- Besi solder dari 3 hingga 10 W - untuk sirkuit mikro;
- Dari 20-40 W - pilihan rumah tangga, cocok misalnya untuk peralatan radio;
- Dari 60 hingga 100 W - untuk menyolder kabel tebal;
- Dari 100 hingga 250 W - untuk barang besar, seperti radiator.
Yang terbaik adalah memilih besi solder dengan sensor suhu bawaan.
Tindakan pengamanan
Menyolder adalah proses yang tidak aman, dan sebelum memulai, Anda harus mengikuti semua peraturan keselamatan.
- Sebelum mulai bekerja, kenakan kacamata pengaman yang bagus - ini akan melindungi Anda dari solder di mata Anda;
- Besi solder hanya dapat dipegang pada pegangannya;
- Besi solder yang dipanaskan tidak boleh menyentuh insulasi kabel suplai, karena hal ini dapat menyebabkan, dan akibatnya, kebakaran;
- Besi solder juga tidak boleh terlalu panas - kami memeriksanya dengan menyentuh damar - asap tipis akan muncul;
- Jaga dudukan besi solder - mereka sedang dijual;
- Saat menyolder perangkat elektronik, kabel listrik harus diputuskan. Misalnya, rangkaian elektronik mungkin dimatikan tetapi dihubungkan ke ground. Dan jika badan besi solder tidak diarde, atau memiliki insulasi yang buruk, hal ini dapat menyebabkan busur beberapa kV;
- Jangan menghirup asap saat menyolder - karena berbahaya bagi tubuh. Beri ventilasi pada ruangan sebelum dan sesudah bekerja. Lebih baik menggunakan ruang teknis untuk ini;
- Cuci tangan dan wajah Anda secara menyeluruh setelah bekerja. Lebih baik memakai baju lengan panjang.
Teknologi penyolderan
5 aturan untuk hasil yang baik
- Untuk mendapatkan hasil berkualitas tinggi, perlu untuk memastikan suhu yang sama pada permukaan yang akan disolder. Artinya, tidak cukup hanya memanaskan satu permukaan dan mengaplikasikannya ke permukaan lainnya. Saat ujungnya memanas sedikit, solder hanya akan sedikit melunak, tetapi tidak akan meleleh. Jika tinggi maka akan terjadi penguapan solder yang berlebihan.
- Jika sesuatu tidak berhasil pertama kali, Anda harus membiarkan detailnya menjadi dingin! Anda tidak dapat meniup atau mendinginkannya secara artifisial. Waktu dipilih melalui eksperimen. Dianjurkan untuk berlatih terlebih dahulu pada sesuatu, misalnya kabel tembaga, sebelum memulai pekerjaan utama.
- Fluks diterapkan segera sebelum menyolder. Untuk 1 tetes solder, cukup sentuh sedikit rosinnya.
- Kami menerapkan ujungnya ke area penyolderan dengan seluruh spatula!
- Solder harus didistribusikan secara merata ke seluruh permukaan. Dan sengatannya dibersihkan dengan baik dari oksida.
Hanya latihan yang akan membantu Anda belajar menyolder dengan baik. Ikuti tindakan pencegahan keselamatan dan jangan takut untuk bereksperimen!

Penyolderan merupakan suatu proses teknologi penyambungan bagian-bagian logam yang telah ada selama ribuan tahun. Awalnya digunakan oleh pembuat perhiasan untuk membuat perhiasan. Lagi pula, pengelasan tempa, yang sudah dikenal pada masa itu, tidak cocok untuk pembuatan perhiasan, dan proses menyolder logam menggunakan solder paduan dengan titik leleh rendah ternyata tepat. Emas disolder menggunakan solder perak-tembaga, perak - tembaga-seng, dan untuk tembaga komposisi terbaik adalah paduan timah dan timah.
Seiring berjalannya waktu, dengan berkembangnya teknik elektro dan kemudian elektronik radio, penyolderan menjadi, dan hingga saat ini, metode utama merakit komponen untuk membuat berbagai sirkuit. Sistem konveyor robot telah muncul, secara otomatis, tanpa tenaga kerja manual, menghasilkan ratusan papan sirkuit tercetak dan komponen peralatan modern per jam, metode perakitan utamanya adalah dengan menyolder. Namun besi solder tangan tua yang bagus belum kehilangan relevansinya saat ini.
Dan selama bertahun-tahun telah mengalami banyak perubahan dan perbaikan.
- Semuanya dimulai sejak lama dengan besi solder dan palu besar yang dipanaskan di atas api atau batu bara. Obor bensin yang dulu tersebar luas bahkan memiliki tempat khusus di atasnya untuk memanaskan palu tersebut. Dengan besi solder seperti itu, sangat mungkin untuk menyolder ketel atau samovar yang bocor. Dan para nelayan amatir, yang pada masa itu membuat semua peralatan mereka sendiri, menggunakannya untuk membuat pemintal dan jig, yang menghasilkan hasil tangkapan yang tidak lebih buruk daripada wobbler dan twister modern.
- Pada tahun 20-an abad ke-20, ketika radio dan peralatan listrik mulai tersebar luas, besi solder listrik ditemukan. Pada awalnya juga tampak seperti palu, tetapi kemudian menjadi bentuk batang klasik yang masih ada.
- Desain klasik besi solder listrik bertahan cukup lama. Ini bagus untuk daya pemanas di kisaran 25~200W. Namun miniaturisasi peralatan elektronik telah memberikan tuntutan baru pada perangkat ini. Ada kebutuhan akan perkakas berdaya rendah yang cepat panas dan memungkinkan Anda mengatur suhu ujungnya secara instan.
- Besi solder pulsa, yang ujungnya merupakan bagian dari rangkaian belitan sekunder transformator, dililitkan dengan kawat yang sangat tebal, telah mendapatkan popularitas. Tegangan pada belitan seperti itu sangat kecil, tetapi arus beberapa ampere mengalir melaluinya, yang menyebabkan pemanasan yang kuat.
- Pilihan yang lebih eksotis adalah besi solder induksi, di mana batang termal ferit dipanaskan oleh arus induksi frekuensi tinggi. Pengaturan suhu di dalamnya terjadi secara otomatis karena perubahan permeabilitas magnet batang ketika dipanaskan hingga titik Curie.
- Model modern besi solder gas telah berevolusi dari ide awal memanaskan obor dengan kompor. Di dalamnya, ujungnya dipanaskan oleh pembakar gas yang terletak langsung di badan batang berbentuk tabung. Gas tersebut berasal dari kartrid isi ulang yang terletak di pegangannya.
Ini adalah pegangan yang terbuat dari bahan isolasi termal dan listrik yang dilalui kawat listrik, dihubungkan ke elemen pemanas berbentuk tabung yang dipasang di ujung lainnya. Ujung batang dimasukkan ke dalam pemanas berbentuk tabung, dengan bantuan penyolderan yang sebenarnya dilakukan. Luka spiral nikrom pada lapisan isolator asbes secara tradisional digunakan sebagai elemen pemanas. Ujungnya adalah batang tembaga yang ujungnya diasah.
Oleh karena itu, pada besi solder listrik tradisional, termoelemen nikrom inersia diganti dengan yang keramik. Pada perangkat tersebut, ujung yang berlubang di salah satu ujungnya ditempatkan pada batang keramik yang dipanaskan. Karena kontak termal yang baik dan pembuangan panas yang rendah, ujungnya memanas hampir seketika, dan pengukur suhu yang terletak di dekatnya memungkinkan Anda mengatur tingkat pemanasan dengan akurasi tinggi.
Selain itu, model besi solder ini jauh lebih tahan lama dibandingkan model konvensional, yang sangat penting untuk perakitan konveyor peralatan radio.
Biasanya dibuat dalam bentuk pistol dengan sakelar pemicu yang memungkinkan Anda menghidupkan aliran arus selama beberapa detik. Ini cukup untuk membawa ujungnya ke suhu pengoperasian. Kerugian dari perangkat tersebut adalah ketidakmungkinan mengatur suhu secara akurat; namun, perangkat tersebut cukup nyaman untuk penggunaan rumah tangga.
Mereka bagus untuk operasi otonom tanpa adanya listrik. Ujung besi solder tersebut mudah dilepas; ketika dilepas, perangkat berubah menjadi pembakar gas mini, yang dapat digunakan untuk menyolder dengan solder suhu tinggi.
 Seperti disebutkan di atas, penyambungan bagian-bagian selama penyolderan dilakukan dengan menggunakan paduan logam khusus - solder, yang variasinya sangat banyak, untuk semua kesempatan. Namun pada dasarnya mereka dapat dibagi menjadi dua kelas besar:
Seperti disebutkan di atas, penyambungan bagian-bagian selama penyolderan dilakukan dengan menggunakan paduan logam khusus - solder, yang variasinya sangat banyak, untuk semua kesempatan. Namun pada dasarnya mereka dapat dibagi menjadi dua kelas besar:
- Suhu rendah atau lembut. Titik leleh kurang dari 350°C. Pada gilirannya, mereka dibagi menjadi beberapa jenis:
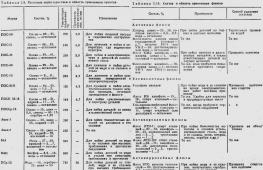
- Timah timah. Angka dalam penunjukannya menunjukkan persentase timah: POS‑18 (titik leleh - 277°C), POS‑30 (256°C), POS‑40 (235°C), POS‑50 (222°C), POS‑ 61(190°C), POS‑90 (222°C). Untuk pemasangan produk radio elektronik, POS-61 atau analog impornya, misalnya 60/40 Alloy, paling banyak digunakan. Untuk aplikasi lain, termasuk aplikasi rumah tangga, yang tidak memerlukan koneksi berkualitas tinggi, POS‑30 paling sering digunakan.
- Bebas timah - timah(327°C), timah-perak (304°C).
- Titik leleh rendah - Paduan kayu(60,5°C), d'Arsenval (79,0°C), Rose (97,3°C).
- Spesial, misalnya, untuk menyolder aluminium - Avia-1 (200°C), Avia-2 (250°C).
Diwakili oleh beberapa kelas:
- Tembaga (1083°C)
- Tembaga-seng atau kuningan (830~870°C)
- Tembaga-fosfor (700~830°C)
- Perak (720~830°C)
Solder timah-timah paling banyak digunakan di banyak bidang industri dan kehidupan sehari-hari. Mereka tersedia dalam bentuk batang atau kawat. Untuk penggunaan pada instalasi produk radio elektronik digunakan solder berbentuk tabung berupa kawat dengan pengisi fluks di tengahnya.
 Fluks adalah komposisi khusus yang dirancang untuk membersihkan dan melapisi permukaan bagian-bagian yang disambung dengan menyolder. Tinning adalah proses pelapisan awal bagian dengan solder, memfasilitasi sambungan akhir. Hal ini diperlukan dan direkomendasikan dalam teknologi penyolderan, karena permukaan yang ditutupi lapisan oksida dan kontaminan tidak akan memberikan sambungan yang andal dengan solder, dan oleh karena itu, hasil sambungan solder yang berkualitas tinggi. Untuk menghilangkan oksida dan kontaminan tersebut, fluks digunakan:
Fluks adalah komposisi khusus yang dirancang untuk membersihkan dan melapisi permukaan bagian-bagian yang disambung dengan menyolder. Tinning adalah proses pelapisan awal bagian dengan solder, memfasilitasi sambungan akhir. Hal ini diperlukan dan direkomendasikan dalam teknologi penyolderan, karena permukaan yang ditutupi lapisan oksida dan kontaminan tidak akan memberikan sambungan yang andal dengan solder, dan oleh karena itu, hasil sambungan solder yang berkualitas tinggi. Untuk menghilangkan oksida dan kontaminan tersebut, fluks digunakan:
- Tidak bersifat asam. Yang paling terkenal dan mungkin masih salah satu fluks terbaik adalah dan tetap menjadi damar biasa, atau resin pinus murni. Kebanyakan fluks khusus yang diproduksi untuk digunakan dalam industri radio-elektronik juga mengandungnya. Belum ada yang lebih baik yang ditemukan untuk menyolder sirkuit elektronik. Ini adalah damar yang terkandung di dalam batang solder. Keuntungannya adalah setelah disolder, mudah dilepas dan tidak menciptakan lingkungan agresif yang berdampak buruk pada sambungan solder seiring waktu.
- Aktif secara kimia. Mereka mengandung asam, sehingga memerlukan pembilasan sambungan secara menyeluruh setelah disolder. Formulasi yang paling dikenal mengandung seng klorida. Mereka terutama digunakan untuk menyambung produk yang terbuat dari logam besi dan non-besi.
Untuk menyolder dengan rosin, Anda dapat menggunakannya baik dalam bentuk aslinya maupun dalam larutan alkohol. Dari komposisi yang dihasilkan oleh industri, terkandung dalam fluks teknik radio “LTI-120”, “Rosin-gel”, dll.
Fluks aktif termasuk F-34A, FSGL, “Gliserin-hidrazin”, dll.
Bahan pembantu
Saat mulai menyolder komponen radio, Anda harus mempersiapkan area kerja Anda dengan hati-hati. Tempat tersebut harus memiliki penerangan yang baik dan memiliki ventilasi yang baik, karena pekerjaan ini biasanya menghasilkan cukup banyak asap dan gas yang tajam.
Sebaiknya Anda memiliki alat kecil, kaca pembesar dengan penjepit tangan ketiga, dan pengisap vakum untuk solder di peralatan Anda. Anda juga perlu membawa pinset, penusuk, tang atau tang paruh bebek, pemotong samping, kikir kecil atau kikir jarum, potongan amplas, kain perca, dan spons. Sebelum memulai penyolderan, semua perkakas, perangkat, dan reagen harus diletakkan dengan nyaman di tempat kerja.
Suhu penyolderan
Suhu penyolderan tidak boleh melebihi -250°C; saat menyolder komponen radio, pemanasan ujungnya tidak boleh melebihi 300°C. Besi solder tanpa pengatur suhu dapat memanas hingga 400°C selama pengoperasian jangka panjang dan lonjakan listrik. Jika peralatan tidak dilengkapi stasiun solder khusus, disarankan untuk membeli peredup biasa di toko peralatan listrik untuk menurunkan suhu, yang digunakan untuk mengatur kecerahan cahaya. Selain itu, dengan meluasnya peralihan ke lampu ekonomi yang tidak berfungsi dengannya, permintaan akan lampu tersebut, dan karenanya, harga pun menurun.
 Dengan ujung tembaga biasa tanpa lapisan khusus, saat menyolder, terutama pada suhu tinggi, oksida tembaga yang terbentuk pada batang larut dalam campuran solder dan fluks. Di ujung kerjanya, ceruk dan rongga terbentuk, yang menyebabkan kehancurannya semakin dipercepat dan kualitas penyolderan menurun.
Dengan ujung tembaga biasa tanpa lapisan khusus, saat menyolder, terutama pada suhu tinggi, oksida tembaga yang terbentuk pada batang larut dalam campuran solder dan fluks. Di ujung kerjanya, ceruk dan rongga terbentuk, yang menyebabkan kehancurannya semakin dipercepat dan kualitas penyolderan menurun.
Oleh karena itu, sebelum mulai bekerja dengan besi solder dan selama prosesnya, mereka harus dilepas. Untuk melakukan ini, Anda perlu membersihkan bagian ujung yang berfungsi dengan file, memberikan bentuk yang diperlukan: kerucut, obeng pipih, atau potongan miring.
Setelah menyalakan besi solder dan menunggu sampai memanas, ujungnya, yang dilucuti menjadi warna tembaga merah, harus dikalengkan. Ini tidak terlalu sulit. Cukup dengan mencelupkan ujung kerjanya ke dalam damar dan melelehkan sepotong kecil solder yang ditempatkan pada dudukan besi solder atau permukaan logam lainnya.
Kemudian, pada solder cair, gosokkan tepi ujung yang berfungsi pada logam dudukan sampai ujung batang ditutupi dengan lapisan solder yang rata dan seragam. Besi solder harus cukup panas, yang ditandai dengan pelunakan rosin dan solder yang mudah dan cepat.
Segera setelah Anda mulai bekerja, ujung besi solder secara bertahap mulai terbakar, meskipun Anda melakukan semuanya dengan benar. Hal ini dibuktikan dengan warnanya yang menghitam dan terlapisi kerak, sehingga proses pembersihan dan pengalengan harus diulangi secara berkala. Agar tidak menghilangkan banyak tembaga dengan kikir, Anda dapat membersihkan batang saat ini dengan menggosokkannya pada selembar kertas amplas yang diletakkan di atas meja, lalu melapisinya kembali.
Semua ini tidak berlaku untuk batang tahan api khusus. Mereka tidak dapat dibersihkan dengan file. Selain itu, lapisan mengkilap berlapis nikelnya harus dilindungi dengan hati-hati dari kerusakan dan goresan. Namun, besi solder semacam itu juga perlu dikalengkan selama pengoperasian. Namun bagi mereka prosedur ini tidak sesederhana itu dan membutuhkan keterampilan.
Untuk melakukan ini, Anda perlu membersihkannya dari plak yang terbentuk pada suhu tinggi dengan menggosokkannya secara kuat pada spons khusus atau handuk terry yang sedikit lembab, lalu segera celupkan ke dalam rosin dan lelehannya, gosokkan ke ujungnya dengan batang solder.
Mempersiapkan bagian-bagian untuk disolder
Untuk merekatkan dua bagian dengan benar, Anda perlu melumasinya dengan lem, tunggu sebentar, lumasi lagi, lalu remas dengan kuat. Hal yang sama berlaku dalam proses penyolderan: untuk mendapatkan sambungan berkualitas tinggi, bagian-bagiannya harus dikalengkan terlebih dahulu - ditutup dengan lapisan tipis solder. Proses ini membutuhkan pengalaman dan pengetahuan tertentu. Setiap jenis bahan yang disambung dengan solder memiliki teknologinya masing-masing.
Tinning merupakan bagian integral dari proses
 Untuk memudahkan pemasangannya, kabel sebagian besar komponen radio meninggalkan pabrik dalam keadaan sudah dikalengkan. Namun, sebelum memasangnya di papan, sebaiknya dilapisi kembali dengan lapisan solder. Tidak perlu membersihkannya lagi, cukup dengan mengambil setetes solder pada ujung besi solder dan mendistribusikannya secara merata ke pin bagian-bagiannya.
Untuk memudahkan pemasangannya, kabel sebagian besar komponen radio meninggalkan pabrik dalam keadaan sudah dikalengkan. Namun, sebelum memasangnya di papan, sebaiknya dilapisi kembali dengan lapisan solder. Tidak perlu membersihkannya lagi, cukup dengan mengambil setetes solder pada ujung besi solder dan mendistribusikannya secara merata ke pin bagian-bagiannya.
Untuk menyolder kabel tembaga secara efisien dan benar, Anda harus mulai dengan timah tanpa isolasi. Pertama-tama mereka harus dibersihkan dengan amplas, kemudian dicelupkan ke dalam damar yang dipanaskan dengan besi solder atau, dilumasi dengan larutan alkohol, ditutup dengan solder cair.
Kawat tembaga pada insulasi enamel harus dibersihkan terlebih dahulu dengan cara menghilangkan lapisannya dengan amplas atau mengikisnya dengan pisau. Untuk kabel tipis hal ini tidak mudah. Insulasinya dapat terbakar dalam nyala api obor atau korek api, tetapi hal ini secara signifikan mengurangi kekuatan kawat itu sendiri.
Anda dapat menggunakan metode yang telah terbukti: letakkan ujung kawat pada tablet aspirin buatan sendiri (yang impor seringkali tidak cocok) dan, dengan menekan ujung besi solder yang dipanaskan, seret beberapa kali ke atas sediaan cair.
Saya harus mengatakan bahwa prosedur ini benar-benar memakan ujung besi solder. Selain itu, hal ini menghasilkan asap yang sangat tajam, yang jika dihirup dapat membakar organ pernapasan, jadi sebaiknya gunakan metode ini sebagai upaya terakhir.
Untuk memperbaiki suku cadang yang terbuat dari logam besi, perunggu dan lain-lain, perlu menggunakan fluks aktif. Sambungan seperti itu tidak memerlukan solder teknis radio dengan titik leleh rendah dan berkualitas tinggi - Anda juga dapat menggunakan POS-30 biasa yang lebih murah.
Setelah mengampelas permukaan dengan hati-hati sebelum menyolder, Anda perlu melapisinya dengan fluks, misalnya seng klorida, menghangatkannya dengan baik, dan menyinari sambungan secara menyeluruh. Setelah itu, panaskan kembali kedua permukaan yang akan disambung, solder, tekan erat satu sama lain, lalu kencangkan hingga solder mendingin. Semakin besar bagiannya, semakin kuat pula besi solder yang dibutuhkan. Selama penyolderan, Anda harus berusaha untuk tidak memindahkannya, karena bagian yang besar menahan suhu untuk waktu yang lama.
Aluminium harus disolder dengan solder khusus menggunakan fluks khusus. Benar, setelah mendapatkan sedikit pengalaman, Anda dapat menyambung dengan solder biasa. Tapi ini hanya berfungsi untuk logam murni, dan banyak paduan aluminium sangat sulit untuk disolder.
Mari kita lihat lebih dekat teknik menyolder besi.
Komponen radio yang disiapkan untuk disolder harus dimasukkan ke dalam lubang papan, diperpendek dengan pemotong kawat hingga panjang yang diperlukan dan, setelah dipanaskan dengan besi solder bersama dengan jejak papan sirkuit tercetak, bawa batang solder ke sana, dan ketika setetesnya menyebar secara merata di atas area penyolderan, lepaskan besi solder dan tunggu hingga solder menjadi dingin juga usahakan untuk tidak memindahkan bagian-bagiannya keluar dari tempatnya saat ini.
Penyolderan transistor mini dan sirkuit mikro harus dilakukan dengan sangat hati-hati, berusaha mencegahnya dari panas berlebih. Saat merakit chip, yang terbaik adalah menyolder pin daya dan ground terlebih dahulu, menunggu hingga solder mengeras dengan andal, dan baru kemudian, dengan menyentuh besi solder dan batang solder selama sepersekian detik, lepaskan semua kontak lainnya. Anda dapat melumasi area penyolderan terlebih dahulu dengan larutan alkohol rosin, ini akan meningkatkan kualitas sambungan secara signifikan.
Kondisi utama untuk penyolderan berkualitas tinggi adalah pengupasan dan pelapisan yang baik sebelum penyambungan, dan pemanasan yang baik selama penyambungan. Setengah solder di tempat penyolderan harus benar-benar meleleh di kedua bagian - ini akan memastikan koneksi yang andal. Tapi itu tidak boleh terlalu panas. Keterampilan menyolder yang baik terletak pada menemukan keseimbangan optimal yang akan menjamin kualitas pekerjaan tertinggi.
Tindakan pencegahan keselamatan penyolderan
Pelepasan gas kaustik selama penyolderan telah disebutkan. Area kerja harus berventilasi dan berventilasi baik. Proses penyolderan mungkin disertai dengan percikan solder panas dan fluks, jadi berhati-hatilah terhadap luka bakar, dan terutama jagalah mata Anda. Cara terbaik adalah menggunakan kacamata pengaman untuk ini. Dan hanya dengan tidak sengaja menyentuh alat panas dengan bagian tubuh yang terbuka, Anda bisa mengalami luka bakar yang parah.
Sebagian besar besi solder listrik, kecuali baterai dan tegangan rendah, beroperasi dengan tegangan listrik, jadi saat bekerja dengannya, semua peraturan keselamatan listrik harus dipatuhi dengan ketat.
Anda tidak boleh membongkar besi solder - kemudian, setelah perakitan, ada bahaya pecahnya isolasi dan kerusakan tegangan tinggi pada tubuhnya, dan ini sudah sangat berbahaya.
Saat bekerja, Anda juga harus memantau kabel listrik dari besi solder. Kontak dengan ujung panas dapat menyebabkan kerusakan pada isolasi kawat dan risiko sengatan listrik. Hal ini juga dapat menyebabkan korsleting dan kebakaran.
Pelajari cara menggunakan besi solder dengan benar dari video ini
Yang paling menarik adalah semua jenis besi solder yang muncul sepanjang keberadaannya masih digunakan sampai sekarang.
Bagaimana cara menyambung dua bagian besar dengan menyolder di lapangan, ketika listrik tidak tersedia, atau tidak ada besi solder listrik yang cocok untuk listrik tersebut? Besi solder palu yang dipanaskan di atas api atau dengan obor las dapat membantu.
Dan besi solder listrik 100 W tua yang mengumpulkan debu di lemari, tidak cocok untuk digunakan dengan sirkuit elektronik modern, akan cukup mampu memperbaiki produk atau perhiasan kuningan atau perunggu.
Bagi mereka yang tertarik membuat perhiasan sendiri, obor besi solder gas universal akan menjadi asisten yang sangat diperlukan.
Anda dapat memperbaiki sendiri banyak masalah ,Untuk melakukan ini, cukup bekali diri Anda dengan besi solder. Dengan keterampilan minimal, Anda dapat menyolder kabel yang sobek dan detail dan sehingga memulihkan fungsionalitas perangkat. Pertanyaan yang sering muncul, bagaimana cara belajar pateri? Pada sebenarnya tidak begitulah adanya Dan Sulit, yang utama adalah menjadi ahli. Dengan sedikit pengalaman, Anda dapat melakukan perbaikan rumah di hampir semua perangkat yang inti kerusakannya robek dan bagian yang terputus.
Apa yang perlu Anda pelajari untuk menyolder?
Untuk menyolder apa pun, Anda harus menyiapkan area kerja terlebih dahulu. Bagian itu sendiri harus ditempatkan di atasnya, serta tempat Anda akan meletakkan alat tersebut. Perlu diketahui bahwa besi solder memanas hingga suhu tinggi, sehingga tidak boleh diletakkan di atas plastik atau benda mudah terbakar lainnya. Solusi terbaik adalah dengan menggunakan dudukan logam atau keramik.
Penting juga untuk mengurus terlebih dahulu alat-alat yang mungkin diperlukan selama bekerja. Ini bisa berupa tang untuk memegang benda besar atau pinset untuk mengencangkan bagian-bagian kecil.
Selain itu, Anda perlu memiliki spons basah; menggunakannya untuk menghilangkan sisa-sisa solder lama di ujungnya.
Jika semua hal di atas merupakan rekomendasi dan bukan hal wajib, maka Tiga elemen selalu dibutuhkan untuk menyolder:
- besi solder itu sendiri adalah alat yang ujungnya memanas hingga suhu tinggi dan mampu melelehkan solder;
- solder - logam atau paduan yang meleleh pada suhu yang relatif rendah dan mampu menghantarkan arus (paling sering berupa timah);
- fluks adalah zat yang memiliki sifat penghilang lemak dan pencegah oksidasi.
Prinsip penyolderan sangat sederhana dan tidak berubah selama bertahun-tahun.
Ada diagram sederhana cara menyolder dengan benar:
1. Membersihkan bagian dari solder lama. Poin ini dapat dihilangkan saat memperbaiki perangkat modern (kebanyakan Cina) - hanya ada sedikit solder di dalamnya sehingga jika rusak, tempatnya hampir tetap bersih.
2. Degreasing ujung dan bagiannya. Untuk ini, fluks cair atau damar digunakan. Hal ini harus dilakukan untuk memastikan timah menempel pada benda. Pertama, bagian-bagian dan besi solder itu sendiri diperlakukan dengan fluks, setelah itu dilapisi secara merata dengan solder. Proses ini juga disebut tinning.
3. Lelehkan loyang dan taruh secukupnya di ujungnya. Momen ini membutuhkan keterampilan. Kebanyakan pemula gagal mengambil jumlah solder yang dibutuhkan, itulah sebabnya bagian-bagiannya tidak disolder sama sekali, atau pekerjaan yang dilakukan tidak terlihat rapi.
4. Sambil memegang bagian-bagian yang akan disolder, pindahkan solder ke sambungan. Pada tahap ini penting untuk memegang benda dengan jelas. Jika tangan Anda gemetar, bagian-bagiannya akan terlepas dan prosedur harus dimulai dari awal. Penting untuk memegang bagian-bagian tersebut sampai solder mengeras.
Rosin dianggap sebagai zat klasik yang digunakan dalam penyolderan. Prinsip operasi keseluruhan tetap sama, perbedaan utama hanya terlihat pada tahap degreasing.
Keunikan rosin adalah resinnya padat. Paling sering itu ada di toples logam kecil dengan tutup kedap udara.
Terlepas dari beragamnya solder cair modern, rosin masih tetap menjadi bahan yang populer. Banyak amatir radio yakin bahwa hanya dengan bantuannya penyolderan berkualitas tinggi dan cepat dapat dilakukan.
Keunikan cara menyolder dengan rosin yang benar adalah Anda perlu menekan ujung dan kabel ke resin itu sendiri. Setelah itu, solder diterapkan. Tujuannya adalah untuk mencapai cakupan bagian yang seragam dengan solder.
Saat memilih fluks dengan cara ini, ada baiknya mempertimbangkan satu hal. Rosin tidak kompatibel dengan semua logam, jadi untuk penyolderan yang rumit, sebaiknya pilih fluks berbeda yang cocok untuk semua bagian.

Bagaimana cara menyolder kabel dengan besi solder? Spesifik pekerjaan
Teknik menyolder sedikit berbeda tergantung pada apa yang sebenarnya sedang dikerjakan. Bekerja dengan berbagai bagian dan sirkuit memiliki kekhasan tersendiri karena ukuran dan karakteristik pengikatnya.
Proses menyolder kabel dibedakan secara terpisah. Ini sedikit berbeda dengan proses pemasangan part biasa. Ada ketidaknyamanan tertentu dalam pekerjaan ini - kabelnya fleksibel dan dapat digerakkan, sehingga harus terpasang erat saat menyolder.
Berikut cara menyolder kabel:
1. Lepaskan kabelnya. Ukuran ruang yang dibersihkan harus sesuai dengan area penyolderan. Jika Anda mengekspos terlalu sedikit kendali, hal itu akan mengganggu pekerjaan Anda, dan jika Anda mengekspos terlalu banyak, dapat menyebabkan korsleting.
2. Jika kabel yang dipilih terdampar, Anda harus memelintirnya dengan erat agar semua kabel berdekatan satu sama lain. Jika Anda tidak melakukan ini, beberapa di antaranya mungkin tidak dapat dilampirkan. Dalam hal ini, kualitas sambungan tidak hanya akan menurun, tetapi risiko kerusakan juga akan meningkat.
3. Pertama, besi solder dikalengkan, lalu kawatnya sendiri. Saat menggunakan rosin, hal ini mudah dilakukan dengan merendamnya dalam resin dan memanaskannya dengan sengatan. Hal ini diperlukan untuk mencapai cakupan yang seragam.
4. Kawat diikatkan pada tempatnya dengan cara disolder dan difiksasi hingga mengeras.
Anda juga dapat menghubungkan kabel satu sama lain menggunakan besi solder. Sebelum menyolder, kabel dikupas dan dipilin menjadi satu. Baru setelah itu pelapisan dan penyolderan dilakukan (rosin padat paling sering digunakan, tetapi solder cair juga dapat diaplikasikan dengan kuas).
Tidak masalah jenis kabel apa yang Anda gunakan: tembaga atau aluminium dapat dengan mudah disolder.
Ada beberapa metode sederhana tentang cara mempelajari cara melakukan pekerjaan tersebut secara efisien. Pilihan klasik dan paling efektif adalah menggunakan kawat. Dua belas bagian identik dipotong darinya, setelah itu sebuah kubus dibentuk dengan menyolder. Desainnya diuji kekuatannya dengan meremas kubus di tangan Anda. Jika tidak ada satupun sisi yang hancur , pekerjaan telah dilakukan dengan benar. Jika tidak, satu set kabel baru dipotong dan model disolder kembali.
Fitur cara menyolder sirkuit mikro
Kekhususan sirkuit mikro adalah ukuran bagian-bagiannya yang kecil, serta kemungkinan terjadinya panas berlebih yang tinggi. Sangat penting untuk melepas perangkat dengan cepat. Jika perlu, heat sink digunakan - pinset atau benda logam lainnya dapat digunakan.
Untuk pekerjaan seperti itu, ada baiknya memilih besi solder dengan ujung kecil, karena jarak antar bagiannya sangat kecil. Ada beberapa metode penyolderan. Beberapa pengrajin lebih suka membuat lekukan pada ujung besi solder, yang lain menyambung menggunakan pasta solder khusus, dan yang lain menyolder keran secara metodis satu demi satu.
Untuk memahami cara menyolder bagian tertentu dengan benar, Anda perlu menentukan suhu yang perlu diterapkan. Banyak hal tergantung pada bahan dari mana papan itu dibuat. Paling sering suhunya 200-300 derajat Celcius.
Cara menyolder papan sangat bergantung pada desainnya. Sirkuit yang lebih sederhana mudah dihubungkan dengan kabel solder bergantian, tetapi sirkuit mikro modern yang kompleks memerlukan perawatan khusus - lagipula, dengan menyolder bagian berikutnya, Anda dapat dengan mudah menghilangkan bagian sebelumnya.

Bagaimana cara menyolder dengan besi solder dengan asam? Fitur pekerjaan
Beberapa pengrajin yakin bahwa menggunakan asam jauh lebih sederhana dan lebih dapat diandalkan daripada menyolder dengan damar. Namun, penggunaan bahan tersebut dapat menyebabkan korosi pada instalasi.
Penggunaan asam solder memainkan peran besar ketika ada kebutuhan untuk menghilangkan lapisan oksida dari permukaan, sehingga menghasilkan sambungan yang lebih baik dan lebih tahan lama.
Bahan ini cocok untuk memproses sambungan bagian besi cor, serta semua jenis logam mulia dan besi.
Instruksi utama tentang cara menyolder dengan benar dengan fluks tersebut adalah kepatuhan terhadap tindakan pencegahan keselamatan. Jenis asam yang dipilih harus benar-benar sesuai dengan bahan yang akan Anda sambungkan.
Penting juga untuk menjaga keamanan benda-benda di sekitarnya - setetes fluks dapat menimbulkan korosi pada beberapa benda, karena merupakan bahan kimia yang agresif.
Fluks ini dapat dibuat dengan tangan atau dibeli di toko. Untuk pemula, opsi kedua lebih disukai, karena komposisinya tidak hanya efektif secara unik, tetapi juga, tentu saja, cocok untuk bagian Anda. Dalam hal ini, Anda selalu dapat meminta bantuan konsultan dan memperjelas pilihan yang tepat.
Mengetahui cara menyolder dengan besi solder sangat berguna dalam kehidupan sehari-hari. Ada beberapa teknik untuk melakukan hal ini, namun yang terbaik adalah menguasai bagian teoritis sebelum memulai proses kerja.
Keunikan
Ada banyak cara untuk mempelajari cara menyolder dengan besi solder dari awal. Untuk melakukan ini, Anda memerlukan besi solder - alat yang dirancang untuk memanaskan bagian atau fluks selama penyalinan dan penyolderan. Alat tersebut dibawa ke area di mana bagian-bagiannya disolder, menyentuhnya dengan apa yang disebut ujung. Ujungnya merupakan bagian kerja alat yang dipanaskan dengan menggunakan obor las atau listrik. Rosin paling sering digunakan untuk menyolder, tetapi untuk bekerja dengan bahan ini Anda perlu mengetahui cara menyolder dengan benar dengan besi solder dengan rosin.
Sebelum menyolder, Anda perlu melakukan sejumlah tindakan:

Jika Anda mengerjakan logam seperti aluminium, ada baiknya mengetahui karakteristiknya. Titik leleh aluminium adalah 660,1 derajat. Sejumlah kecil dioleskan ke area sambungan dan kemudian diratakan. Titik kontak harus tertutup.
Proses kerja
Semacam konektor antara dua komponen disebut solder. Peran utamanya adalah menciptakan koneksi yang cukup kuat.
Solder merupakan paduan logam yang dapat dibagi menjadi dua kelompok besar. Solder lunak memiliki titik leleh hingga 300 derajat; jenis ini digunakan dalam elektronik.

Jenis solder berikutnya adalah kelompok keras, yang titik lelehnya melebihi 300 derajat. Jenis ini secara aktif digunakan untuk penyambungan logam yang andal.
Urutan penyolderannya adalah sebagai berikut:
- permukaan dibersihkan terlebih dahulu dari korosi atau jenis kontaminasi lainnya;
- langkah selanjutnya adalah pembersihan menyeluruh hingga memperoleh kilau khasnya. Jejak oksida seharusnya tidak terlihat;
- Untuk pelapisan, fluks digunakan, yang menghilangkan residu oksida dan meminimalkan munculnya oksidasi permukaan. Pilihan terbaik dalam hal ini adalah pasta fluks. Fluks cair atau padat tidak cocok;
- sang master melakukan tinning. Solder diaplikasikan pada area permukaan tertentu dalam bentuk cair, setelah itu menyebar secara merata;
- menggunakan puntiran dan kompresi dengan pinset atau penjepit, bagian-bagian utama disambung;
- Prosedur penerapan fluks diulangi. Hal ini diperlukan untuk meminimalkan risiko oksidasi solder pada suhu tinggi;
- Solder diterapkan bersamaan dengan pemanasan;
- Penting juga untuk diperhatikan bahwa bila menggunakan alat dengan ujung berlapis timah, harus dibersihkan menggunakan fluks tidak aktif. Besi solder harus disimpan dengan ujung yang fluks. Hal ini mempengaruhi kualitas pekerjaan selanjutnya.
Pembersihan

Tata cara pembersihan ujung besi solder dilakukan dengan cara menggosokkannya pada lapisan lembut yang berpori atau berserat. Pilihan terbaik adalah memilih bahan alami. Alternatifnya adalah dengan menggunakan karton basal. Pembersihan dua tahap dianggap berkualitas tinggi.
Langkah pertama adalah menggunakan spons kusut yang terbuat dari pita logam.
Pembersihan tahap kedua melibatkan penggunaan kain kempa.
Pada akhirnya instrumen dimatikan. Tahap ketika master memasukkan sengatan panas ke dalam damar padat dianggap penting. Anda harus menunggu sampai gelembung berhenti bertiup. Setelah itu, master menghilangkan sengatannya, memegangnya dengan ujung menghadap ke bawah. Dengan cara ini, kelebihan rosin akan terkuras. Setelah instrumen benar-benar dingin, instrumen dapat disimpan.
Pipa solder
Berdasarkan fitur teknologi dari prosedur ini, para master menggunakan tahapan tindakan berikut:

Anda dapat melakukan prosedurnya sendiri. Jika Anda tidak dapat menyelesaikan prosedur ini, yang terbaik adalah menggunakan layanan spesialis. Yang terbaik adalah menyolder elemen pertama terlebih dahulu. Bagian tersebut perlu didinginkan dan dipotong untuk memeriksa kualitas pengerjaan. Jika ada kesalahan, ini akan terlihat. Selama pekerjaan instalasi atau selama perbaikan pipa, keterampilan ini akan berguna.
Kabel solder
Pertanyaan paling umum adalah bagaimana cara menyolder dengan benar dengan besi solder. Pertama, Anda perlu melepaskan ujung kabel dari insulasi menggunakan pisau atau pemotong kawat. Parameter inti harus sesuai dengan dimensi bagiannya. tidak terlalu besar, maka daerah sekitarnya tidak akan rusak dalam pengerjaannya. Sebaliknya, besi solder kecil memberikan hasil yang tidak dapat diandalkan dan berkualitas rendah. Cukup sulit untuk menghangatkan bagian-bagiannya.

Jika Anda menyolder kawat yang terdampar, maka Anda perlu memelintirnya, lalu melapisinya. Prosedurnya adalah sebagai berikut. Kawat itu dicelupkan ke dalam bak damar. Pengrajin mengoleskan setetes solder ke seluruh permukaan kabel tembaga. Lapisannya harus rata, menutupi semua sisi. Rosin berlebih dihilangkan.
Solder tergolong paduan lemah. Hal ini ditandai dengan keandalan yang rendah, karena rusak di bawah pengaruh beban kecil. Dalam prosesnya, rosin diaplikasikan pada kabel, diikuti dengan solder. Waktu pemanasan untuk putaran adalah 2–3 detik.
Jika kita berbicara tentang kabel inti tunggal, maka kabel tersebut dibersihkan terlebih dahulu sampai mengkilat, kemudian dicelupkan ke dalam rosin. Koneksi memakan waktu sekitar 3–5 detik. Kemudian tabung heat-shrinkable berdiameter besar ditempatkan di atas kawat yang terbuka. Mengikuti prosedur ini akan memastikan tingkat isolasi yang tinggi.
Pematerian
Ketika mengajukan pertanyaan tentang cara menyolder microchip dengan benar dengan besi solder, lebih baik untuk mempercayakan pekerjaan tersebut kepada spesialis. Bagaimanapun, pekerjaan itu sendiri cukup teliti dan membutuhkan pengalaman dan keterampilan tertentu.
Untuk penyolderan yang benar, perlu meluangkan waktu untuk menyiapkan bagian-bagian yang diperlukan dalam proses perkakas. Biasakan diri Anda dengan aspek teoretis, dan kemudian konsolidasikan pengetahuan Anda dalam praktik.
Perlu diingat untuk melindungi lapisan solder cair dengan fluks. Operasi yang Anda lakukan juga penting. Berdasarkan hal ini, Anda perlu memilih perangkat dengan daya yang sesuai dan bentuk ujung yang sesuai.
Dengan mengikuti aturan dasar penggunaan perangkat dan rekomendasi dari spesialis, Anda akan dapat menyambungkan bagian-bagian dengan cara yang benar, sehingga penyolderan akan bertahan lama.
Untuk menyolder, banyak alat dan perangkat yang digunakan, yang dipilih tergantung pada sifat pekerjaan. Alat yang paling umum adalah besi solder, pistol solder, dan stasiun udara panas. Dalam kehidupan sehari-hari, besi solder listrik paling sering digunakan. Pengoperasian dasar dengannya dapat dikuasai dalam beberapa menit.
Secara tradisional, besi solder adalah alat yang ujungnya dipanaskan hingga suhu yang cukup untuk melelehkan solder dan memanaskan bahan bagian yang disambung. Menyolder dengan besi solder memiliki karakteristiknya sendiri, yang ketaatannya akan memungkinkan Anda mendapatkan sambungan yang berkualitas tinggi dan tahan lama.
Besi solder listrik terdiri dari bagian-bagian berikut:
- elemen pemanas yang dibungkus dalam wadah yang terbuat dari bahan yang tidak dapat dibakar atau dicairkan;
- sengatan Itu terbuat dari tembaga dan dapat dilapisi dengan baja dan paduan nikel;
- kabel listrik.

Beberapa model mungkin dilengkapi dengan pengatur suhu ujung. Elemen pemanas berfungsi untuk mengubah energi listrik menjadi panas dan mentransfernya ke ujung, yang melelehkan solder. Ada besi solder dengan ujung yang bisa diganti.
Badan elemen pemanas biasanya berupa tabung logam berlubang untuk membuang panas berlebih. Kabel listrik sering kali terdiri dari dua inti dengan penampang yang menjamin keamanan penggunaan alat dengan daya tertentu.
Pengatur suhu dapat dipasang di badan besi solder, atau dapat diintegrasikan ke dalam catu daya. Opsi kedua lebih umum terjadi pada besi solder yang beroperasi pada tegangan rendah - 12 V atau 36 V. Besi solder semacam itu sering digunakan untuk memasang papan listrik.
Bahan solder
Bekerja dengan besi solder tidak mungkin dilakukan tanpa bahan habis pakai - solder, fluks. Jika pada saat pengelasan dua bahan disambung dengan cara dilebur sebagian kemudian dilebur satu sama lain, maka pada saat penyolderan penyambungan tersebut dilakukan karena terbentuknya ikatan antara bahan yang disambung dengan bahan solder yang membentuk jahitan.

Komposisi solder dapat berbeda-beda (sesuai dengan bahan yang digunakan dan perbandingannya). Komposisi paduan tergantung pada jenis bahan yang akan disambung dan persyaratan suhu penyolderan.
Fluks juga bisa berbeda - padat dan cair, asam dan bebas asam. Mereka digunakan tergantung pada jenis bahan dan kondisi penyolderan.
Cara menyiapkan sengatannya
Bekerja dengan besi solder harus dimulai dengan memeriksa kondisi dan parameternya. Kondisinya ditentukan dengan pemeriksaan. harus bersih, bebas dari endapan karbon. Kabel suplai harus utuh, tanpa kerusakan isolasi.

Informasi tentang parameter besi solder - tegangan operasi dan daya - terdapat dalam instruksi. Selain itu, nilai tegangan yang diperlukan harus ditandai pada rumahan.
Jika besi solder masih benar-benar baru, Anda harus memanaskannya terlebih dahulu dan menunggu hingga minyak pabrik di dalam wadahnya terbakar. Selama periode ini, perlu untuk memastikan ventilasi ruangan yang sangat baik.
Ujung besi solder baru harus diasah atau dibentuk dengan pukulan ringan palu. Pilihan kedua, jika Anda memiliki keterampilan yang tepat, lebih disukai, karena ujung sengatannya menjadi lebih padat dan lebih sedikit terbakar.

Selanjutnya, Anda perlu menyematkan ujung besi solder. Ini diperlukan agar solder menempel dan tidak terguling. Untuk melakukan ini, Anda perlu memanaskan ujungnya, melumasinya dengan fluks dan segera menyentuh solder (biasanya timah).
Solder yang meleleh akan melapisi ujung besi solder. Anda juga dapat mendistribusikan solder dengan sepotong kayu.
Ujung kaleng akan ditutup dengan lapisan timah tipis, yang mencegah oksidasi bahan pembuatnya. Setelah operasi ini, Anda dapat menggunakan besi solder.
Persiapan dan penyolderan bagian
Bagian-bagian yang akan disambung harus dibersihkan dan dikalengkan sebelum disolder. Jika harus menyolder dengan rosin, bagian-bagiannya dipanaskan dengan besi solder, ditutup dengan lapisan fluks (rosin cair) dan disolder.
Jika digunakan, maka mereka perlu menutupi permukaan yang dingin, lalu memanaskannya dengan besi solder dan menutupinya dengan lapisan solder.
Bagian-bagian yang dikalengkan disambungkan dan, jika perlu, dipasang relatif satu sama lain pada posisi yang seharusnya ditempati setelah penyolderan. Berbagai klem, penjepit, dll. dapat digunakan untuk fiksasi. Lebih mudah menggunakan pinset untuk memegang bagian-bagian kecil.
Setelah penyalinan, kedua bagian dipanaskan sampai suhu leleh solder. Penyambungan terjadi dengan mengoleskan solder pada ujung besi solder atau dengan mengumpankannya dalam bentuk kawat. Solder cair didistribusikan secara merata oleh besi solder di sepanjang jahitan.
Selanjutnya, Anda perlu menunggu hingga sambungan benar-benar dingin, sambil memastikan sambungan benar-benar tidak bergerak. Tidak diperbolehkan menggunakan hembusan udara atau pembasahan dengan air untuk mempercepat pendinginan. Setelah pendinginan, disarankan untuk membilas sisa fluks, tetapi fluks netral tidak perlu dibersihkan.
Contoh penyolderan
Cara termudah adalah dengan menyolder kabel. Hal ini biasanya dilakukan saat menyambungkannya pada saat pekerjaan instalasi listrik. Untuk melakukan ini, kabel dihubungkan dalam bentuk lilitan.
Agar lilitan tidak memberikan hambatan pada jaringan dan tidak memanas, maka disolder. Dalam hal ini, lebih baik menggunakan fluks cair, yang akan menembus lebih baik ke dalam lilitan dan menutupi seluruh permukaan kawat secara merata.
Jika Anda harus menyolder lubang kecil pada bahan lembaran apa pun, Anda harus melakukannya secara berbeda. Dalam hal ini, Anda perlu meletakkan lapisan di bawah lubang yang terbuat dari bahan tahan api - textolite, asbes atau sejenisnya.
Sebelum ini, perlu untuk melapisi material di sepanjang tepi lubang dengan fluks cair. Sepotong solder harus ditempatkan pada lapisan di dalam lubang dan, setelah melelehkannya dengan besi solder, sebarkan ke seluruh lubang, ambil ujung-ujungnya dan panaskan.
Setelah solder mendingin, bantalan dapat dilepas. Agar solder tidak menempel, Anda bisa melumasi permukaan lapisan terlebih dahulu dengan lemak industri.
Dengan mengikuti aturan penyolderan sederhana, siapa pun yang mengetahui cara menggunakan besi solder dengan benar dapat memperbaiki sendiri perangkat rumah tangga.
Perlu juga diingat bahwa penyolderan harus dilakukan di tempat yang berventilasi. Untuk alasan keamanan, gunakan dudukan besi solder dan alas dielektrik.
Semua perangkat tambahan dibeli secara bertahap, seiring dengan meningkatnya kebutuhan akan perangkat tersebut.