کاتر 2141 0007. کاتر خسته کننده
استاندارد گروه G23
چرخاندن برش های خسته کننده با درج های آلیاژی کاربید برای ماشین کاری سوراخ های BLINK
طراحی و ابعاد
ابزارهای چرخشی حفاری با نوک کاربید برای سوراخ های کور. طراحی و ابعاد
|
تعیین |
درخواست دادن |
قطر کوچکترین است |
||||||||
|
زاویه درج |
سوراخ سوراخ D |
|||||||||
نمونه ای از نماد برای برش نوع 2، نسخه 1، بخش hb = 16 16 میلی متر، I = 25 میلی متر، با صفحه ساخته شده از آلیاژ سخت درجه T15K6:
(ویرایش تغییر یافته، اصلاحیه شماره 1، 2).
4. برای برش های نوع 1، زاویه ورود صفحه به میله برای پردازش چدن و سایر مواد شکننده 10 درجه، برای پردازش فولاد و سایر مواد چسبناک - 0 درجه است.
(ویرایش تغییر یافته، اصلاحیه شماره 1).
5. مقادیر شعاع گردها و پخ ها که در این استاندارد مشخص نشده اند به دلایل تکنولوژیکی پذیرفته می شوند.
6. عناصر ساختاری و پارامترهای هندسی کاترها در پیوست مشخص شده است.
7. شکل تیز کردن سطح جلو و تکمیل قسمت برش در ضمیمه 2 به GOST 18877-73 مشخص شده است.
8. الزامات فنی - طبق GOST 5688-61.
9. (حذف شده، اصلاحیه شماره 2).
زاویه درج
زاویه درج
نسخه 2 زاویه قرار دادن صفحه در میله 10 درجه
زاویه درج
درج زاویه
درج زاویه
نسخه 1
با ضخامت صفحه 4 میلی متر یا بیشتر
|
جدول 3 |
||||||||
|
|
برش حفاری به طور گسترده ای در مهندسی مکانیک و ساخت استفاده می شود. آنها برای پردازش از طریق و سوراخ های کور در گروه تراشکاری ماشین آلات استفاده می شوند. برش های چرخشی خسته کننده به دستیابی به نتایج دقیق تر در کار کمک می کند و همچنین فرکانس پردازش بالایی ایجاد می کند. این ابزار به طور متوالی لایه های فلز را حذف می کند، که به گسترش سوراخ در حال پردازش به اندازه دلخواه کمک می کند. به لطف تجهیزات دقیق، نتیجه را می توان در عرض یک دهم میلی متر تنظیم کرد. اگر کاتر خسته کننده به خوبی تیز و در شرایط خوبی باشد، می تواند با انواع فلزات کار کند، زیرا همیشه باید سخت تر از قطعه باشد. برای اطمینان، همیشه لازم است که بست آن را بررسی کنید، زیرا یک موقعیت نادرست می تواند منجر به شکستن خود ابزار یا پردازش معیوب قطعه شود.
تاکید اصلی در این کاتر بر بهره وری بالا است. به طور معمول، یک کاتر خسته کننده لایه های نسبتاً کوچکی را که به گسترش سوراخ کمک می کند، حذف می کند، بنابراین سرعت و دقت در اینجا مهم است که به نوبه خود در هندسه محصول منعکس می شود. سطح کار به شکل گوه ای ساخته شده است، زیرا به برش بهتر لایه مواد و تغییر شکل آن کمک می کند و تراشه های ضخامت مناسب را از بین می برد. بریدگی تدریجی لایه بالایی مواد، قطعه کار را به حالت مورد نیاز می رساند. استاندارد فعلی که بر اساس آن برش حفاری ساخته می شود GOST 18872-73 است که برای محصولات ساخته شده از فولاد با سرعت بالا در نظر گرفته شده است که کوچکترین قطر آن به 14 میلی متر می رسد. اگر ابزار برای سوراخ های کور با قطر حداکثر 6 میلی متر در نظر گرفته شده است ، این قبلاً GOST 18873-72 خواهد بود. اگر برش حفاری از ترکیب کاربید ساخته شده باشد، به ترتیب GOST 18882-73 برای سوراخ های عبوری و GOST 18883-72 برای سوراخ های کور در اینجا مرتبط خواهند بود.
عکس: ابزار خراطی خسته کننده برای فلز
انواع کاتر خسته کننده
کاتر خسته کننده را می توان در چندین نسخه ساخت. نوع پرسرعت برای پردازش مواد سبک مختلف و آلیاژهای مربوطه استفاده می شود که شامل آلومینیوم، فلوروپلاستیک، تکستولیت و مواد دیگر می شود.
برای ترکیبهای قویتر و سنگینتر، از برشهای یکپارچه، حفاری کاربید یا با درج صفحات آلیاژی کاربید استفاده میشود. چنین محصولاتی می توانند با برنز، فولاد خام، فولاد ضد زنگ، فولاد سخت شده و مواد دیگر کار کنند.
همه این گونه ها به نوبه خود بر اساس نوع نگهدارنده تقسیم می شوند که می تواند مربع یا گرد باشد. علاوه بر این، تقسیم بندی بر اساس هدف نیز وجود دارد. با توجه به عملکردهای انجام شده، یک کاتر حفاری برای سوراخ های کور تولید می شود که نه تنها برای پردازش دیواره های داخلی سوراخ، بلکه برای شیار زنی کف به همراه سنگ زنی بعدی استفاده می شود. همچنین یک کاتر خسته کننده وجود دارد که برای سوراخ ها استفاده می شود. با قطعات استوانهای یا آنهایی که سوراخهایی دارند کار میکند.
امروزه، انواع مختلفی مانند کاتر خسته کننده با صفحات قابل تعویض بسیار محبوب شده است. پروفیل ها و شکل های مختلفی دارند و از همه مهمتر مجموعه ای از قطعات یدکی به همراه دارند که می توان از آنها برای بستن صفحات کار و نگهدارنده استفاده کرد. بشقاب های فرسوده را می توان به سرعت تعویض کرد.
ابعاد اصلی
ابزارهای حفاری برای ماشین تراش که برای کار با سوراخ های از طریق و کور طراحی شده اند، طبق استانداردهای اندازه خاص تولید می شوند.

| ارتفاع، میلی متر | عرض، میلی متر | طول، میلی متر |
|---|---|---|
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
پارامترهای هندسی کاتر خسته کننده
هندسه قسمت کار محصول از سه زاویه اصلی تشکیل شده است که در مجموع آنها همیشه 90 درجه تشکیل می شود. این شامل:
- زاویه فاصله اصلی که بین صفحه برش و سطح کناری ابزار تشکیل می شود. اصطکاک بین قطعه و سطح پشتی را کاهش می دهد. هر چه این زاویه بزرگتر باشد، زبری سطح قابل پردازش کمتر است. بر این اساس، هر چه فلز سخت تر باشد، این زاویه باید کوچکتر باشد.
- زاویه نقطه، که بین سطوح جلو و عقب ابزار اندازه گیری می شود. این بر استحکام محصول تأثیر می گذارد، بنابراین هرچه بزرگتر باشد، برش خسته کننده قابل اعتمادتر خواهد بود.
- جبهه اصلی که بین سطح جلوی ابزار و صفحه ای که عمود بر سطح برش است اندازه گیری می شود. با کمک آن می توانید بر اندازه تغییر شکل لایه حذف شده تأثیر بگذارید.

عکس: هندسه کاتر خسته کننده
انتخاب ابزار خسته کننده
کاتر خسته کننده با توجه به موادی که با آن کار خواهد کرد انتخاب می شود. اول از همه، این نوع سوراخ های کور یا خارجی است. بعد، بسیار مهم است که به موادی که در حال پردازش است نگاه کنید. اگر اصل هندسی اولیه یک رقم معین تقریباً یکسان باشد، مواد مورد استفاده متفاوت خواهند بود.
"توصیه متخصصان! به هیچ وجه نباید از محصولات فولادی پرسرعت برای پردازش محصولات فولادی ضد زنگ، برنز و فلزات سخت شده استفاده کنید. این منجر به سایش سریع می شود، بنابراین بهتر است در اینجا فقط از محصولات ساخته شده از مواد کاربید استفاده کنید.
همچنین نباید اندازه را فراموش کنید، زیرا برخی از برش ها به سادگی نمی توانند به سوراخ نفوذ کنند. برای کار فعال مداوم، توصیه می شود مجموعه ای از چندین محصول داشته باشید یا یک نوع با صفحات قابل تعویض را انتخاب کنید. برای پردازش سوراخ های کور، متخصصان محصولاتی را انتخاب می کنند که نصف قطر سوراخ در حال پردازش است.
حالت های برش با برش های خسته کننده
انتخاب حالت برش تا حد زیادی به سوراخ برش، قطر سوراخ، نوع مواد و عوامل دیگر بستگی دارد. بسته به قطر سوراخ در حال پردازش، هنگام کار با سوراخ های از طریق، برش باید در زیر یا بالای مرکز آنها نصب شود. در عین حال، هنگام کار با سوراخ های کور، کاتر حفاری داخلی به وضوح در مرکز قرار می گیرد تا در انتها هیچ باس وجود نداشته باشد.
علامت گذاری
چندین برند اصلی برش وجود دارد که از نظر اندازه و ترکیب متفاوت هستند. به عنوان مثال، T15K6 - مواد ساخت متعلق به گروه کاربید تیتانیوم تنگستن با محتوای 15٪ کاربید تیتانیوم و 6٪ محتوای کبالت است.
تولید کنندگان
- TaeguTec (کره جنوبی)؛
- UkrMetiz (اوکراین)؛
- کارخانه ابزار Kirzhach (روسیه);
- CHIZ (اوکراین)؛
- Intertool (چین).
برش های توقف خسته کننده: ویدئو
ابزارهای چرخشی حفاری با نوک کاربید برای سوراخ های کور. طراحی و ابعاد
به جای GOST 6743-61 در قسمت های نوع VIII. MH 614-64;
با فرمان کمیته دولتی استانداردهای شورای وزیران اتحاد جماهیر شوروی مورخ 8 ژوئن 1973 به شماره 1429، تاریخ معرفی تعیین شد.
مدت اعتبار با فرمان استاندارد دولتی اتحاد جماهیر شوروی در تاریخ 02.12.81 شماره 655 حذف شد.
1. این استاندارد برای ابزارهای حفاری تراشکاری همه منظوره با درج های کاربید لحیم کاری شده برای ماشینکاری سوراخ های کور اعمال می شود.
2. کاترها باید از دو نوع ساخته شوند:
1 - خسته کننده با زاویه ср = 5 درجه؛
2 - میله های خسته کننده مقاوم در برابر لرزش.
3. طراحی و ابعاد اصلی کاترها باید با آنچه در نقشه مشخص شده است مطابقت داشته باشد. 1، 2 و در جدول. 12.
نسخه 1
نسخه 2

انتشار رسمی تکثیر ممنوع است
ویرایش با اصلاحات شماره 1، 2، مصوب فوریه 1981، ژوئن 1985 (IUS 4-81, 9-85).
ابعاد بر حسب میلی متر
میز 1
|
اجرا |
کاتر h ب |
نوع صفحه مطابق با GOST 25397-90 زاویه درج صفحه |
قطر کوچکترین سوراخ سوراخ D |
|||||||||
|
درج زاویه 10 درجه |
درج زاویه 0 درجه |
|||||||||||
|
تعیین |
بیکاری |
تعیین |
بیکاری | |||||||||
نمونه ای از نماد برای برش نوع 1، نسخه 1، بخش h b = 1616 میلی متر، 1 = 25 میلی متر، با زاویه قرار دادن درج در میله 10 درجه، درج ساخته شده از آلیاژ سخت VK4:
کاتر 2141-0002 VK4 GOST 18883-73
نسخه 1
نسخه 2


|
تعیین |
درخواست دادن |
نوع صفحات مطابق با GOST 25397-90 |
قطر کوچکترین است |
|||||||
|
کاتر h ب |
زاویه درج |
سوراخ سوراخ D |
||||||||
نمونه ای از نماد برای برش نوع 2، نسخه 1، بخش h b = 16-16 میلی متر، 1 = 25 میلی متر، با صفحه ساخته شده از آلیاژ سخت T15K6:
کاتر 2141-0205 T15K6GOST 18883-73
(ویرایش تغییر یافته، اصلاحیه شماره 1، 2).
4. برای برش های نوع 1، زاویه ورود صفحه به میله برای پردازش چدن و سایر مواد شکننده 10 درجه، برای پردازش فولاد و سایر مواد چسبناک - 0 درجه است.
(ویرایش تغییر یافته، اصلاحیه شماره 1).
5. مقادیر شعاع گردها و پخ ها که در این استاندارد مشخص نشده اند به دلایل تکنولوژیکی پذیرفته می شوند.
6. عناصر ساختاری و پارامترهای هندسی کاترها در پیوست مشخص شده است.
7. شکل تیز کردن سطح جلو و تکمیل قسمت برش در ضمیمه 2 به GOST 18877-73 مشخص شده است.
8. الزامات فنی - طبق GOST 5688-61.
9. (حذف شده، اصلاحیه شماره 2).
عناصر سازه و پارامترهای هندسی کاترها
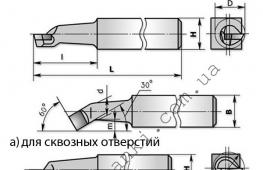
1. عناصر ساختاری و پارامترهای هندسی کاترها در شکل نشان داده شده است. 1-6 و در جدول. 1-4.
نوع 1 اجرای 1

زیر بشقاب ها
"YEZ-
زاویه ورود صفحه به میله 0 درجه برای ضخامت صفحه 4 میلی متر یا بیشتر

ابعاد بر حسب میلی متر
میز 1
|
بخش کاتر h ■ ب |
تعیین صفحات GOST 25397-90 |
||||||||||||
|
زاویه درج |
زاویه درج |
||||||||||||
نسخه 2
زاویه ورود صفحه به میله 10 درجه

زاویه ورود صفحه به میله 0 درجه

|
بخش کاتر h ■ ب | ||||||||||||
|
زاویه درج |
درج زاویه |
درج زاویه |
||||||||||
نسخه 1
با ضخامت صفحه 4 میلی متر یا بیشتر

برای ضخامت صفحه کمتر از 4 میلی متر
زیر بشقاب

جدول 3
ابعاد بر حسب میلی متر
|
بخش کاتر h ب |
تعیین صفحات طبق GOST 25397-90 |
|||||||||||
نسخه 2
با ضخامت صفحه 4 میلی متر یا بیشتر

برای ضخامت صفحه کمتر از 4 میلی متر
|
بخش کاتر h ب |
تعیین صفحات طبق GOST 25397-90 |
||||||||
کاربرد. (ویرایش تغییر یافته، اصلاحیه شماره 1، 2).