Арматурная сталь гост 5781 82. Сталь горячекатаная для армирования железобетонных конструкций
ГОСТ 5781-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ
ДЛЯ АРМИРОВАНИЯ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Дата введения 01.07.83
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурную сталь подразделяется на классы A-I (А240), А-II (А300), А-III (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А-II (А300), А-III (А400), A-IV (A600), A-V (A800) и A-VI (A1000) — периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), A-IV (A600) и A-V (A800) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. № 5) .
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в табл. 1.
Таблица 1
| Номер профиля (номинальный диаметр стержня d н ) |
Площадь поперечного сечения стержня, см 2 |
Масса 1 м профиля | |
| Теоретическая; кг | Предельные отклонении, % | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0,785 | 0,617 | +5,0 |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0-5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,040 | 6,310 | +3,0 |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | +2,0 |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.4. Номинальные диаметры периодических профилей должны соответствовать номинальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 × 10 3 кг/м 3 . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ 2590 для обычной точности прокатки.
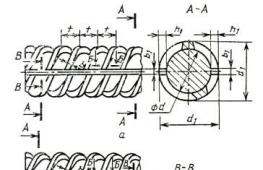
1.7. Арматурная сталь периодического профиля представляет собой круглые профили с двумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовой линии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходной винтовой линии, диаметром 8 мм — по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1a , и специального назначения Ас-II (Ас300) профилем, приведенным на черт. 2а , должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеих сторонах профиля.
Сталь класса A-III (A400), изготовляемая профилем, приведенным на черт. 1б , и классов A-IV (A600), A-V (A800), A-VI (A1000) профилем, приведенным на черт. 1б , 2б , должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой — левый заходы.


Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1a или 2а .
Профиль, приведенный на черт. 2а , специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а , б , могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по черт. 1a , б , должны соответствовать приведенным в табл. 2, а по черт. 2а , б — приведенным в табл. 3.
Таблица 2
Размеры, мм
| Номер профиля (номинальный диаметр d н) | d | h | d 1 | h 1 | l | b | b 1 | r | ||
| Номин. | Пред. откл | Номин. | Пред. откл | |||||||
| 6 | 5,75 | 0,5 | ±0,25 | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | |
| 8 | 7,5 | 0,75 | 9,0 | 0,75 | 0,75 | 1,25 | 1,1 | |||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 2,0 | 1,9 | |||
| 14 | 13,0 | -0,5 | 15,5 | |||||||
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,2 | |||
| 18 | 17,0 | ±0,5 | 20,0 | |||||||
| 20 | 19,0 | 22,0 | ||||||||
| 22 | 21,0 | +0,4 | 24,0 | |||||||
| 25 | 24,0 | -0,5 | 27,0 | |||||||
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 2,5 | 3,0 | |||
| 32 | 30,5 | 34,5 | 10 | 2,0 | 3,0 | |||||
| 36 | 34,5 | +0,4 | 2,5 | ±0,7 | 39,5 | 2,5 | 12 | 3,5 | ||
| 40 | 38,5 | -0,7 | 43,5 | |||||||
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 54,0 | ||||||||
| 55 | 53,0 | +0,4 | 59,0 | 4,0 | ||||||
| 60 | 58,0 | -1,0 | ±1,0 | 64,0 | 5,0 | |||||
| 70 | 68,0 | +0,5 | 74,0 | 4,5 | 5,5 | |||||
| 80 | 77,5 | -1,1 | 83,5 | |||||||
| Примечание. По требованию потребителя предельные отклонения размера d 1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h. | ||||||||||
Таблица 3
Размеры, мм
| Номер профиля (номинальный диаметр d н) | d | h | d 1 | h 1 | h r | h B | t | b | b 1 | r 1 | a | ||
| Номин. | Пред. откл. | Номин. | Пред. откл. | ||||||||||
| 10 | 8,7 | 1,6 | ±0,5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 13,8 | 2,0 | ||||||||||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | ||||||
| 18 | 16,2 | +0,65 | 21,2 | ||||||||||
| 20 | 18,2 | -0,85 | 23,2 | 50 | |||||||||
| 22 | 20,3 | +0,4 | 25,3 | ||||||||||
| 25 | 23,3 | -0,5 | 28,3 | 14 | 1,2 | 14 | |||||||
| 28 | 25,9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 2,5 | ||||||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 2,0 | 16 | 1,5 | 3,0 | 19 | ||
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 18 | |||||
| 40 | 37,6 | 44,6 | |||||||||||
1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемых продольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяют.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров в одном сечении) не должна превышать суммы плюсового и минусового предельных отклонений по диаметру.
1.9 — 1.11. (Измененная редакция, Изм. № 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А-400) диаметром до 10 мм включ. изготовляют в мотках или стержнях, больших диаметров — в стержнях. Арматурную сталь классов A-IV (A600), A-V (A800) и A-VI (A1000) всех размеров изготовляют в стержнях, диаметром 6 и 8 мм — по согласованию изготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
— мерной длины;
— мерной длины с немерными отрезками длиной не менее 2 м не более 15 % от массы партии;
— немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 и не более 7 % от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней длиной от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствовать приведенным в табл. 4.
Таблица 4
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6 % измеряемой длины.
Примеры условных обозначений
Арматурная сталь диаметром 20 мм, класса A-II (А300):
20-A-II ГОСТ 5781-82
То же, диаметром 18 мм, класса A-I (А240):
18-A-I ГОСТ 5781-82
В обозначение стержней класса A-II (А300) специального назначения добавляют индекс «с»: Ас-II (Ас300).
(Измененная редакция, Изм. № 4).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок, указанных в табл. 5. Марку стали указывает потребитель в заказе. При отсутствии указания марку стали устанавливает предприятие-изготовитель. Для стержней класса A-IV (А600) марки стали устанавливают по согласованию изготовителя с потребителем.
Таблица 5
| Класс арматурной стали | Диаметр профиля, мм | Марка стали |
| A-I (A240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
| А-II (А300) | 10-40 | Ст5сп, Ст5пс |
| 40-80 | 1НГ2С | |
| Ас-II (Ас300) | 10-32 | 10ГТ |
| (36-40) | ||
| А-III (А400) | 6-40 | 35ГС, 25Г2С |
| 6-22 | 32Г2Рпс | |
| A-IV (А600) | 10-18 | 80С |
| (6-8) | ||
| 10-32 | 20ХГ2Ц | |
| (36-40) | ||
| А-V (А800) | (6-8) | 23Х2Г2Т |
| 10-32 | ||
| (36-40) | ||
| A-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
Примечания:
- Допускается изготовление арматурной стали класса A-V (А800). Из стали марок 22Х2Г2АЮ, 22Х2Г2Р и 20Х2Г2СР.
- Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 3, 4).
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 380, низколегированной стали — нормам, приведенным в табл. 6.
Таблица 6
| Марка стали | Массовая доля элементов, % | ||||||||||
| Углерод | Марганец | Кремний | Хром | Титан | Цирконий | Алюминий | Никель | Сера | Фосфор | Медь | |
| не более | |||||||||||
| 10ГТ | Не более 0,13 | 1,00 — 1,40 | 0,45 — 0,65 | Не более 0,30 | 0,015-0,035 | — | 0,02 — 0,05 | — | 0,040 | 0,030 | 0,30 |
| 18Г2С | 0,14 — 0,23 | 1,20 — 1,60 | 0,60 — 0,90 | — | — | 0,30 | 0,045 | 0,040 | |||
| 32Г2Рпс | 0,28 — 0,37 | 1,30 — 1,75 | Не более 0,17 | 0,001-0,015 | 0,050 | 0,045 | |||||
| 35ГС | 0,30 — 0,37 | 0,80 — 1,20 | 0,60 — 0,90 | — | 0,045 | 0,040 | |||||
| 25Г2С | 0,20 — 0,29 | 1,20 — 1,60 | |||||||||
| 20ХГ2Ц | 0,19 — 0,26 | 1,50 — 1,90 | 0,40 — 0,70 | 0,90-1,20 | 0,05 — 0,14 | 0,045 | |||||
| 80C | 0,74 — 0,82 | 0,50 — 0,90 | 0,60 — 1,10 | Не более 0,30 | 0,015-0,040 | — | 0,040 | ||||
| 23Х2Г2Т | 0,19 — 0,26 | 1,40 — 1,70 | 0,40 — 0,70 | 1,35-1,70 | 0,02 — 0,08 | 0,015-0,050 | 0,045 | ||||
| 22Х2Г2АЮ | 1,50-2,10 | 0,005-0,030 | 0,02 — 0,07 | 0,040 | 0,040 | ||||||
| 22Х2Г2Р | 1,50 — 1,90 | 1,50-1,90 | 0,02 — 0,08 | 0,015-0,050 | |||||||
| 20Х2Г2СР | 0,16 — 0,26 | 1,40 — 1,80 | 0,75 — 1,55 | 1,40-1,80 | |||||||
2.3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7 % и замена циркония на 0,02 — 0,08 % титана. В стали марки 23Х2Г2Т допускается замена титана на 0,05 — 0,10 % циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставят букву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015 — 0,030 %, массовая доля остаточного азота в стали марки 10ГТ — не более 0,008 %.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,001 — 0,007 %. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001 — 0,008 %.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета его массовой доли в готовом прокате 0,01 — 0,03 %, в сталь марки 35ГС из расчета его массовой доли в готовом прокате, изготовленном в мотках, 0,01 — 0,06 %.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей — по ГОСТ 380, из низколегированных сталей при соблюдении норм механических свойств — по табл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а для марки стали 20Х2Г2СР — кремния) не ограничивают.
Таблица 7
| Элемент | Пред. откл., % | Элемент | Пред. откл., % |
| Углерод | +0,020 | Сера | +0,005 |
| Кремний | +0,050 | Фосфор | +0,005 |
| Марганец | +0,100 | Цирконий | +0,010 |
| Хром | +0,050 | ||
| Медь | +0,050 | Титан | ±0,010 |
| Примечание. По согласованию изготовителя с потребителем сталь может изготовляться с другими отклонениями по содержанию хрома, кремния и марганца. | |||
(Измененная редакция, Изм. № 3).
2.5. Арматурную сталь классов А-I (А240), А-II (А300), A-III (А400), A-IV (А600) изготовляют горячекатаной, класса A-V (А800) — с низкотемпературным отпуском, класса A-VI (A1000) — с низкотемпературным отпуском или термомеханической обработкой в потоке прокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов A-V (А800) и A-VI (A1000) при условии получения относительного удлинения не менее 9 % и равномерного удлинения не менее 2 % при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным в табл. 8.
Таблица 8
| Класс арматурной стали | Предел текучести σ т | Временное сопротивление разрыву σ в | Относительное удлинение δ 5 , % | Равномерное удлинение d r , % | Ударная вязкость при температуре -60 °С | Испытание на изгиб и в холодном состоянии (с — толщина оправки, d — диаметр стержня) | ||||
| Н/мм 2 | кгс/мм 2 | Н/мм 2 | кгс/мм 2 | МДж/м 2 | кгс × м/см 2 | |||||
| Не менее | ||||||||||
| A-I (А240) | 235 | 24 | 373 | 38 | 25 | — | — | — | 180°; c = d | |
| A-II (А300) | 295 | 30 | 490 | 50 | 19 | 180°; с = 3d | ||||
| Ас-II (Ас300) | 441 | 45 | 25 | 0,5 | 5 | 180°; c = d | ||||
| A-III (А400) | 390 | 40 | 590 | 60 | 14 | — | — | 90°; с = 3d | ||
| A-IV (А600) | 590 | 60 | 883 | 90 | 6 | 2 | 45°; с = 5d | |||
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | |||||
| A-VI (А1000) | 980 | 100 | 1230 | 125 | 6 | |||||
| Примечания:
1. По согласованию изготовителя с потребителем допускается не проводить испытание на ударную вязкость арматурной стали класса Ас-II. 2. (Исключен, Изм. № 3). 3. Для арматурной стали класса А-IV диаметром 18 мм стали марки 80С норму изгиба в холодном состоянии устанавливается не менее 30°. 4. Для арматурной стали класса A-I (А240) диаметром свыше 20 мм при изгибе в холодном состоянии на 180° с = 2d , класса A-II (А300) диаметром св. 20 мм с = 4d. 5. В скобках указаны условные обозначения по пределу текучести. |
||||||||||
(Измененная редакция, Изм. № 1, 3, 5).
Для стали класса А-II (А300) диаметром св. 40 мм допускается снижение относительного удлинения на 0,25 % на каждый миллиметр увеличения диаметра, но не более чем на 3 %.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426 МПа (43,5 кгс/мм 2) при относительном удлинении: δ 5 30 % и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм 2) при пределе текучести не менее 405 МПа (41 кгс/мм 2), относительном удлинении δ 5 не менее 20 %.
2.7. Статистические показатели механических свойств стержней арматурной стали периодического профиля должны соответствовать приложению 1, с повышенной однородностью механических свойств — приложению 1 и табл. 9.
Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95.
(Измененная редакция, Изм. № 3).
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
(Измененная редакция, Изм. № 2).
2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическим составом и технологией изготовления.
2.10. Углеродный эквивалент ![]() для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
для свариваемой стержневой арматуры из низколегированной стали класса А-III (А400) должен быть не более 0,62.
(Введен дополнительно, Изм. № 5).
Таблица 9
| Класс арматурной стали | Номер профиля | S | S 0 | ||||||
| Для σ т (σ 0,2) | Для σ в | Для σ т (σ 0,2) | Для σ в | Для σ т (σ 0,2) | Для σ в | Для σ т (σ 0,2) | Для σ в | ||
| МПа (кгс/мм 2) | МПа (кгс/мм 2) | ||||||||
| He более | |||||||||
| А-II (А300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| A-III (А400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,07 | |||
| A-IV (А600) | 10-22 | 69(7) | 69(7) | 39(4,0) | 39(4) | 0,09 | 0,06 | 0,05 | |
| A-V (A800) | 78(8) | 78(8) | 49(5,0) | 49(5,0) | |||||
| A-VI (А1000) | 88(9) | 88(9) | 0,08 | 0,05 | 0,04 | ||||
| Примечания:
1. S — среднеквадратическое отклонение в генеральной совокупности испытаний; S 0 — среднеквадратическое отклонение в партии-плавке; — среднее значение в генеральной совокупности испытаний; — минимальное среднее значение в партии-плавке. 2. Для арматурной стали в мотках диаметром 6 и 8 мм допускается повышение норм по S и S 0 на 4,9 МПа (0,5 кгс/мм 2). 3. (Исключен, Изм. № 5). |
|||||||||
3. ПРАВИЛА ПРИЕМКИ
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра, одного класса, одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3.2. Каждую партию сопровождают документом о качестве по ГОСТ 7566 с дополнительными данными:
— номер профиля;
— минимальное среднее значение и средние квадратические отклонения S 0 в партии величин σ т (σ 0,2) и σ в;
— результаты испытаний на изгиб в холодном состоянии;
— значения равномерного удлинения для стали класса А-IV (А600), A-V (A800), A-VI (А1000).
3.3. Для проверки размеров и качества поверхности отбирают:
— при изготовлении арматурной стали в стержнях — не менее 5 % от партии;
— при изготовлении и мотках — два мотка от каждой партии.
(Измененная редакция, Изм. № 3).
3.4. Для проверки химического состава пробы отбирают по ГОСТ 7565.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня.
Для предприятия-изготовителя интервал отбора стержней должен быть не менее половины времени, затраченного на прокатку одного размера профиля одной партии.
(Измененная редакция, Изм. № 3).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей повторные испытания проводят по ГОСТ 7566.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1 Химический анализ стали проводят по ГОСТ 12344, ГОСТ 12348, ГОСТ 12350, ГОСТ 12352, ГОСТ 12355, ГОСТ 12356, ГОСТ 18895 или другими методами, обеспечивающими требуемую точность.
4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от конца стержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и не менее 3000 мм при массе мотка более 250 кг.
4.3. Размеры проверяют измерительным инструментом необходимой точности.
4.4. От каждого отобранного стержня для испытания на растяжение, изгиб и ударную вязкость отрезают по одному образцу.
4.5. Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ 7564.
4.6. Испытание на растяжение проводят по ГОСТ 12004.
4.7. Испытание на изгиб проводят по ГОСТ 14019 на образцах сечением, равным сечению стержня.
Для стержней диаметром свыше 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке, диаметром, уменьшенным вдвое по сравнению с указанным в табл. 4, с приложением усилия изгиба со стороны разреза.
4.8. Определение ударной вязкости проводят по ГОСТ 9454 на образцах с концентратором вида U типа 3 для стержней диаметром 12 — 14 мм и образцах типа 1 для стержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ 9454.
4.9. Допускается применять статистические и неразрушающие методы контроля механических свойств и массы профилей.
4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м.
4.11. Определение статистических показателей механических свойств в соответствии с обязательным приложением 2.
4.12. Качество поверхности проверяют без применения увеличительных приборов.
4.10 — 4.12. (Введены дополнительно, Изм. № 3) .
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
(Введен дополнительно, Изм. № 4).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение — по ГОСТ 7566 со следующими дополнениями:
— концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса A-V — красной и зеленой, класса A-VI (A1000) — красной и синей. Допускается окраска связок на расстоянии 0,5 м от концов;
— стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т;
На связки краску наносят полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краску наносят полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краску наносят на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлык, прикрепленный к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например А-III) или условное обозначение класса по пределу текучести (А400).
(Измененная редакция, Изм. № 3, 5).
ПРИЛОЖЕНИЕ 1
Обязательное
ТРЕБОВАНИЯ К СТАТИСТИЧЕСКИМ ПОКАЗАТЕЛЯМ МЕХАНИЧЕСКИХ СВОЙСТВ
≥ Х i б p + t × S ;
> 0,9Х i б p + 3S 0 ;
≥Х i б p ,
где Х iбp — браковочные значения величин σ в, σ 0,2 , указанные в табл. 8 настоящего стандарта;
t — величина квантиля, принимаемая равной 2 для классов A-II (А300) и A-III (А400) и 1,64 — для классов A-IV (А600), A-V (А800) и A-VI (А 1000).
- Контроль качества показателей механических свойств продукции на предприятии-изготовителе
2.1. Требуемые показатели качества профилей обеспечивают соблюдением технологии производства и контролируют испытанием согласно требованиям п. 3.5, пп. 4.4 — 4.8.
2.2. Величины , , S и S 0 устанавливают в соответствии с результатами испытаний и положений приложения 2.
- Контроль качества показателей механических свойств продукции на предприятии-потребителе
3.1. Потребитель при наличии документа о качестве на продукцию высшей категории качества может не проводить испытания механических свойств.
3.2. При необходимости проверки механических свойств от каждой партии проводится испытание шести образцов, взятых из разных пакетов или мотков и от разных профилей, и по результатам проверяется выполнение условий
![]()
![]()
где — среднее значение механических свойств по результатам испытаний шести образцов;
Х min — минимальное значение результатов испытаний шести образцов.
3.3. Минимальные значения относительного удлинения δ 5 и равномерного удлинения δ r должны быть не менее значений, приведенных в табл. 8.
(Измененная редакция, Изм. № 3).
ПРИЛОЖЕНИЕ 2
Обязательное
МЕТОДИКА
определения статистических показателей прочностных характеристик механических свойств
горячекатаного проката для армирования железобетонных конструкций
Настоящая методика распространяется на горячекатаный, ускоренно-охлажденный, термомеханически и термически упрочненный прокат периодического профиля, изготовленного в мотках или стержнях.
Методику применяют при оценке надежности механических свойств в каждой партии-плавке и стали в целом, контроля стабильности технологического процесса.
- Для определения статистических показателей механических свойств (предела текучести физического σ т или условного σ 0,2 , временного сопротивления разрыву σ в) используют контрольные результаты испытаний, называемые генеральными совокупностями.
- Соответствие механических свойств проката требованиям нормативно-технической документации определяют на основании статистической обработки результатов испытаний, образующих выборку из генеральной совокупности. Все выводы, результаты и заключения, сделанные на основании выборки, относят ко всей генеральной совокупности.
- Выборка — совокупность результатов контрольных испытаний, образующих информационный массив, подлежащий обработке.
В выборку входят результаты сдаточных испытаний проката одного класса, одной марки и способа выплавки, прокатанного на один или группы близких профилеразмеров.
Величины , S определяют по нормативно-технической документации.
Минимальное значение S 0 равно 1.
где Х i бр — браковочное значение σ т (σ 0,2) и σ в, указанное в соответствующей нормативно-технической документации.
(Введено дополнительно, Изм № 3).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
- РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССР
- УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 17.12. № 4800
- ВЗАМЕН ГОСТ 5.1459-72, ГОСТ 5781-75
- ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение ИТД, на который дана ссылка |
Номер пункта | Обозначение ИТД, на который дана ссылка | Номер пункта |
| ГОСТ 380-94 | 2.3, 2.4 | ГОСТ 12348-78 | 4.1 |
| ГОСТ 2590-88 | 1.6 | ГОСТ 12350-78 | 4.1 |
| ГОСТ 7564-97 | 4.5 | ГОСТ 12352-81 | 4.1 |
| ГОСТ 7565-81 | 3.4 | ГОСТ 12355-78 | 4.1 |
| ГОСТ 7566-94 | 3.2, 3.6, 5.1 | ГОСТ 12356-81 | 4.1 |
| ГОСТ 9454-78 | 4.8 | ГОСТ 14019-2003 | 4.7 |
| ГОСТ 12004-81 | 4.6 | ГОСТ 18895-97 | 4.1 |
| ГОСТ 12344-2003 | 4.1 | ОСТ 14-34-78 | Приложение 2 |
- Ограничение срока действия снято по протоколу № 3-93 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
- ИЗДАНИЕ (ноябрь 2005 г.) с Изменениями № 1, 2, 3, 4, 5, утвержденными в феврале 1984 г., июне 1987 г., декабре 1987 г., октябре 1989 г, декабре 1990 г. (5-84, 11-87, 3-88, 1-90, 3-91).
Hot-rolled steel for reinforcement of ferroconcrete structures. Specifications
ГОСТ 5781-82
ОКП 09 3004; 09 3005;
09 3006; 09 3007; 09 3008
Дата введения 01.07.83
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством черной металлургии СССР, Госстроем СССРРАЗРАБОТЧИКИ
Н.М.Воронцов, канд.техн. наук; И.С.Гринь, канд.техн. наук; К.Ф.Перетятько;
Г.И.Снимщикова; А.Г.Большова; Е.Д.Гавриленко; канд.техн. наук; К.В.Михайлов, д-р техн. наук; С.А.Мадатян, канд.техн. наук; Н.М.Мулин, канд.техн. наук; В.З.Мешков, канд.техн. наук,Б.П.Горячев, канд.техн. наук; Б.Н.Фридлянов; В.И.Петина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного КомитетаСССР по стандартам от 17.12.82 № 4800
3. ВЗАМЕН ГОСТ 5.1459-72, ГОСТ 5781-75
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
| Обозначение НТД, на который дана ссылка | Номер пункта |
| ГОСТ 380-88 | 2.3, 2.4 |
| ГОСТ 2590-88 | 1.6 |
| ГОСТ 7564-73 | 4.5 |
| ГОСТ 7565-81 | 3.4 |
| ГОСТ 7566-81 | 3.2, 3.6, 5.1 |
| ГОСТ 9454-78 | 4.8 |
| ГОСТ 12004-81 | 4.6 |
| ГОСТ 12344-88 | 4.1 |
| ГОСТ 12348-78 | 4.1 |
| ГОСТ 12350-78 | 4.1 |
| ГОСТ 12352-81 | 4.1 |
| ГОСТ 12355-78 | 4.1 |
| ГОСТ 12356-81 | 4.1 |
| ГОСТ 14019-80 | 4.7 |
| ГОСТ 18895-81 | 4.1 |
| ОСТ 14-34-78 | Приложение 2 |
5. Ограничение срока действия снято по решению Межгосударственного совета постандартизации, метрологии и сертификации (протокол 3-93 от 17.02.93)
6. ПЕРЕИЗДАНИЕ (декабрь 1993 г.) с Изменениями № 1, 2, 3, 4, 5, утвержденными в феврале 1984 г., июне 1987 г., декабре 1987 г., октябре 1989 г., декабре 1990 г. (5-84, 11-87, 3-88,1-90, 3-91), с Поправкой (ИУС № 2-3, 1994)
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительнонапряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. № 4).
1. Классификация и сортамент
1.1. В зависимости от механических свойств арматурная сталь подразделяется на классы А-I(А240), А-II (А300), А-III (А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса А-I(А240) изготовляют гладкой, классов А-II (А300), А-III (А400), А-IV (А600), А-V (А800) и А-VI(А1000) - периодического профиля.
По требованию потребителя сталь классов А-II (А300), А-III (А400), А-IV (А600) и А-V (А800) изготовляют гладкой.
1.1; 1.2. (Измененная редакция, Изм. № 5).
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной сталигладкого и периодического профиля, а также предельные отклонения по массе дляпериодических профилей должны соответствовать указанным в табл. 1.
1.4. Номинальные диаметры периодических профилей должны соответствоватьноминальным диаметрам равновеликих по площади поперечного сечения гладких профилей.
Таблица 1

1.5. Масса 1 м профиля вычислена по номинальным размерам при плотности стали, равной 7,85 . 10 3 кг/м 3 . Вероятность обеспечения массы 1 м должна быть не менее 0,9.
(Измененная редакция, Изм. № 3).
1.6. Предельные отклонения диаметра гладких профилей должны соответствовать ГОСТ2590-88 для обычной точности прокатки.
1.7. Арматурная сталь периодического профиля представляет собой круглые профили сдвумя продольными ребрами и поперечными выступами, идущими по трехзаходной винтовойлинии. Для профилей диаметром 6 мм допускаются выступы, идущие по однозаходнойвинтовой линии, диаметром 8 мм - по двухзаходной винтовой линии.
1.8. Арматурная сталь класса А-II (А300), изготовленная в обычном исполнении, профилем, приведенным на черт. 1а, и специального назначения Ас-II (Ас300) профилем, приведенным начерт. 2а, должна иметь выступы, идущие по винтовым линиям с одинаковым заходом на обеихсторонах профиля.
Сталь класса А-III (А400), изготовляемая профилем, приведенным на черт. 1б, и классов А-IV (А600), А-V (А800), А-VI (А1000) профилем, приведенным на черт. 1б, 2б, должна иметь выступы по винтовым линиям, имеющим с одной стороны профиля правый, а с другой - левыйзаходы.
Арматурную сталь специального назначения класса Ас-II (Ас300) изготовляют профилями, приведенными на черт. 1а или 2а.
Профиль, приведенный на черт. 2а, специального назначения изготовляется по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на черт. 2а и б, могут уточняться.

Черт. 1

Черт. 2
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля,изготавливаемого по черт. 1а и б, должны соответствовать приведенным в табл. 2, а по черт. 2аи б - приведенным в табл. 3.
Таблица 2
Размеры, мм

Примечание. По требованию потребителя предельные отклонения размера d 1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h.
Таблица 3
Размеры, мм

1.10. Относительные смещения винтовых выступов по сторонам профиля, разделяемыхпродольными ребрами, не нормируются.
Размеры, на которые не установлены предельные отклонения, приведены для построения калибра и на готовом профиле не проверяются.
1.11. Овальность гладких профилей (разность наибольшего и наименьшего диаметров водном сечении) не должна превышать суммы плюсового и минусового предельных отклоненийпо диаметру.
1.9. - 1.11. (Измененная редакция. Изм. № 3).
1.12. Арматурную сталь классов А-I (А240) и А-II (А300) диаметром до 12 мм и класса А-III (А400) диаметром до 10 мм включительно изготовляют в мотках или стержнях, большихдиаметров - в стержнях. Арматурную сталь классов MV (А600), А-V (А800) и А-VI (А1000)всех размеров изготовляют в стержнях, диаметром 6 и 8 мм изготовляют по согласованиюизготовителя с потребителем в мотках.
1.13. Стержни изготовляют длиной от 6 до 12 м:
мерной длины;
мерной длины с немерными отрезками длиной не менее 2 м не более 15% от массы партии;
немерной длины.
В партии стержней немерной длины допускается наличие стержней длиной от 3 до 6 м не более 7% от массы партии.
По согласованию изготовителя с потребителем допускается изготовление стержней от 5 до 25 м.
1.14. Предельные отклонения по длине мерных стержней должны соответствоватьприведенным в табл. 4.
Таблица 4
Стержни повышенной точности изготовляют по требованию потребителя.
1.15. Кривизна стержней не должна превышать 0,6% измеряемой длины.
Примеры условных обозначений.
Арматурная сталь диаметром 20 мм, класса А-II (А300):
20-А-11 ГОСТ 5781-82
Арматурная сталь диаметром 18 мм, класса А-I (А240):
18-А-1 ГОСТ 5781-82
В обозначении стержней класса А-II (А300) специального назначения добавляется индекс с: Ас-II (Ас300).
(Измененная редакция, Изм. №4).
2. Технические требования
2.1. Арматурную сталь изготовляют в соответствии с требованиями настоящего стандарта потехнологическому регламенту, утвержденному в установленном порядке.
2.2. Арматурную сталь изготовляют из углеродистой и низколегированной стали марок,указанных в табл. 5. Марка стали указывается потребителем в заказе. При отсутствии указаниямарку стали устанавливает предприятие-изготовитель. Для стержней класса А-IV (А600) маркистали устанавливают по согласованию изготовителя с потребителем.
Таблица 5

Примечания:
- Допускается изготовление арматурной стали класса А^(А800) из стали марок22Х2Г2АЮ, 22Х2Г2Р, и 22Х2Г2СР.
- Размеры, указанные в скобках, изготовляют по согласованию изготовителя с потребителем.
(Измененная редакция, Изм. № 3, 4).
2.3. Химический состав арматурной углеродистой стали должен соответствовать ГОСТ 38088, низколегированной стали - нормам, приведенным в табл. 6
Таблица 6

2.3.1. В стали марки 20ХГ2Ц допускается увеличение массовой доли хрома до 1,7% и заменациркония на 0,02-0,08% титана. В стали марки 23Х2Г2Т допускается замена титана на 0,050,10% циркония. В этом случае в обозначении стали марки 20ХГ2Ц вместо буквы Ц ставятбукву Т, стали марки 23Х2Г2Т вместо буквы Т ставят букву Ц.
В стали марки 32Г2Рпс допускается замена алюминия титаном или цирконием в равных единицах.
2.3.2. Массовая доля азота в стали марки 22Х2Г2АЮ должна составлять 0,015-0,030%,массовая доля остаточного азота в стали марки 10ГТ - не более 0,008%.
2.3.3. Массовая доля бора в стали марок 22Х2Г2Р, 20Х2Г2СР и 32Г2Рпс должна быть 0,0010,007%. В стали марки 22Х2Г2АЮ допускается добавка бора 0,001-0,008%.
2.3.4. Допускается добавка титана в сталь марок 18Г2С, 25Г2С, 35ГС из расчета егомассовой доли в готовом прокате 0,01-0,03%, в сталь марки 35ГС из расчета его массовой долив готовом прокате, изготовленном в мотках, 0,01-0,06%.
2.4. Отклонения по химическому составу в готовом прокате из углеродистых сталей - поГОСТ 380-88, из низколегированных сталей при соблюдении норм механических свойств - потабл. 7. Минусовые отклонения по содержанию элементов (кроме титана и циркония, а длямарки стали 20Х2Г2СР кремния) не ограничивают.
Таблица 7

Примечание. По согласованию изготовителя с потребителем сталь может изготовляться с другими отклонениями по содержанию хрома, кремния и марганца.
(Измененная редакция, Изм. № 3).
2.5. Арматурную сталь классов А-I (А240), А-II (А300), А-III (А400), А-IV (А600) изготовляют горячекатаной, класса А-V (А800) - с низкотемпературным отпуском, класса А-VI(А1000) - с низкотемпературным отпуском или термомеханической обработкой в потокепрокатного стана.
Допускается не проводить низкотемпературный отпуск стали классов А-V (А800) и А-VI (А1000) при условии получения относительного удлинения не менее 9% и равномерногоудлинения не менее 2% при испытании в течение 12 ч после прокатки.
2.6. Механические свойства арматурной стали должны соответствовать нормам, указанным втабл. 8.
Для стали класса А-II (А300) диаметром свыше 40 мм допускается снижение относительного удлинения на 0,25% на каждый миллиметр увеличения диаметра, но не более чем на 3%.
Для стали класса Ас-II (Ас300) допускается снижение временного сопротивления до 426
МПа (43,5 кгс/мм 2) при относительном удлинении δ 5 30% и более.
Для стали марки 25Г2С класса А-III (А400) допускается снижение временного сопротивления до 560 МПа (57 кгс/мм 2) при пределе текучести не менее 405 МПа (41 кгс/мм 2), относительном удлинении δ 5 не менее 20%.
2.7. Статистические показатели механических свойств стержней арматурной сталипериодического профиля должны соответствовать приложению 1, с повышеннойоднородностью механических свойств - приложению 1 и табл. 9.
Вероятность обеспечения механических свойств, указанных в табл. 8, должна быть не менее 0,95.
(Измененная редакция, Изм. № 3).
Таблица 8

Примечания:
- По согласованию изготовителя с потребителем допускается не проводить испытание наударную вязкость арматурной стали класса Ас-II.
- (Исключен, Изм. № 3).
- Для арматурной стали класса А-IV диаметром 18 мм стали марки 80С норма изгиба вхолодном состоянии устанавливается не менее 30° .
- Для арматурной стали класса А-I (А240) диаметром свыше 20 мм при изгибе в холодномсостоянии на 180° с = 2d, класса А-II (А300) диаметром свыше 20 мм с = 4d.
- В скобках указаны условные обозначения класса арматурной стали по пределу текучести.
(Измененая редакция, Изм. № 1, 3, 5).
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно бытьраскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки,наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемыхотклонений по размерам.
(Измененная редакция, Изм. № 2).
2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическимсоставом и технологией изготовления.
2.10. Углеродный эквивалент для свариваемой стержневой арматуры
для свариваемой стержневой арматуры
из низколегированной стали класса А-III (А400) должен быть не более 0,62.
(Введен дополнительно, Изм. № 5).
Таблица 9

Примечания:
- S - среднеквадратическое отклонение в генеральной совокупности испытаний;
- So - среднеквадратическое отклонение в партии-плавке;
- х - среднее значение в генеральной совокупности испытаний;
- ~ - минимальное среднее значение в партии-плавке.
- Для арматурной стали в мотках диаметром 6 и 8 мм допускается повышение норм по S и S 0 на 4,9 МПа (0,5 кгс/мм 2).
3. (Исключен, Изм. № 5).
3. Правила приемки
3.1. Арматурную сталь принимают партиями, состоящими из профилей одного диаметра,одного класса, одной плавки-ковша и оформленными одним документом о качестве.
Масса партии должна быть до 70 т.
Допускается увеличивать массу партии до массы плавки-ковша.
3.2. Каждая партия сопровождается документом о качестве по ГОСТ 7566-81 сдополнительными данными:
номер профиля; класс;
минимальное среднее значение x~ и среднеквадратические отклонения S 0 в партии величин
σ T (σ 0,2) и σ B
результаты испытаний на изгиб в холодном состоянии;
значения равномерного удлинения для стали класса А-IV (А600), А-V (800), А-VI (А1000).
3.3. Для проверки размеров и качества поверхности отбирают:
при изготовлении арматурной стали в стержнях - не менее 5% от партии; при изготовлении в мотках - два мотка от каждой партии.
(Измененная редакция, Изм. № 3).
3.4. Для проверки химического состава пробы отбирают по ГОСТ 7565-81.
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
3.5. Для проверки на растяжение, изгиб и ударную вязкость от партии отбирают два стержня.Для предприятия-изготовителя интервал отбора стержней должен быть не менее половины
времени, затраченного на прокатку одного размера профиля одной партии.
(Измененная редакция, Изм. № 3).
3.6. При получении неудовлетворительных результатов испытаний хотя бы по одному изпоказателей повторные испытания проводят по ГОСТ 7566-81.
4. Методы испытаний
4.1. Химический анализ стали проводят по ГОСТ 12344-88, ГОСТ 12348-78, ГОСТ 12350-78,ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 18895-81 или другими методами,обеспечивающими требуемую точность.
4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от концастержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и неменее 3000 мм при массе мотка более 250 кг.
4.3. Размеры проверяют измерительным инструментом необходимой точности.
4.4. От каждого отобранного стержня для испытания на растяжение, изгиб и ударнуювязкость отрезают по одному образцу.
4.5. Отбор проб для испытания на растяжение, изгиб и ударную вязкость проводят по ГОСТ7564-73.
4.6. Испытание на растяжение проводят по ГОСТ 12004-81.
4.7. Испытание на изгиб проводят по ГОСТ 14019-80 на образцах сечением, равным сечениюстержня.
Для стержней диаметром свыше 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке, диаметром, уменьшенным вдвое по сравнению с указанным в табл. 4, сприложением усилия изгиба со стороны разреза.
4.8. Определение ударной вязкости проводят по ГОСТ 9454-78 на образцах сконцентратором вида U типа 3 для стержней диаметром 12-14 мм и образцах типа 1 длястержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ9454-78.
4.9. Допускается применять статистические и неразрушающие методы контролямеханических свойств и массы профилей.
4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м.
4.11. Определение статистических показателей механических свойств в соответствии собязательным приложением 2.
4.12. Качество поверхности проверяют без применения увеличительных приборов.
4.10 - 4.12. (Введены дополнительно, Изм. № 3).
4.13. Измерение высоты поперечных выступов периодического профиля следует проводитьпо вертикальной оси поперечного сечения арматурного проката.
(Введен дополнительно, Изм. № 4).
5. Упаковка, маркировка, транспортирование и хранение
5.1. Упаковка, маркировка, транспортирование и хранение - по ГОСТ 7566-81 сдополнениями:
концы стержней из низколегированных сталей класса А-IV (А600) должны быть окрашены красной краской, класса А-V - красной и зеленой, класса А-VI (А 1000) - красной и синей.Допускается окраска связок на расстоянии 0,5 м от концов;
стержни упаковывают в связки массой до 15 т, перевязанные проволокой или катанкой. По требованию потребителя стержни упаковывают в связки массой до 3 и 5 т.
На связки краска наносится полосами шириной не менее 20 мм на боковую поверхность по окружности (не менее 1/2 длины окружности) на расстоянии не более 500 мм от торца.
На мотки краска наносится полосами шириной не менее 20 мм поперек витков с наружной стороны мотка.
На неупакованную продукцию краска наносится на торец или на боковую поверхность на расстоянии не более 500 мм от торца.
На ярлыке, прикрепленном к каждой связке стержней, наносят принятое обозначение класса арматурной стали (например, А-III) или условное обозначение класса по пределу текучести(А400).
ПРИЛОЖЕНИЕ 1
(Обязательное)
Требования к статистическим показателям механических свойств
1. Предприятие-изготовитель гарантирует потребителю средние значения временного сопротивления σ B и предела текучести (физического σ T и условного σ 0,2) в генеральной
совокупности - ~ и минимальные средние значения этих же показателей в каждой партии-плавке - x i ; значения которых устанавливаются из условий:

где x i бр - браковочные значения величин σ B ,σ 0,2 , указанные в табл. 8 настоящего стандарта;
t - величина квантиля, принимаемая равной 2 для классов А-II и А-III и 1,64 для стержней классов А-IV, А-V и А-VI.
2. Контроль качества показателей механических свойств продукции на предприятии-изготовителе.
2.1. Требуемые показатели качества профилей обеспечиваются соблюдением технологиипроизводства и контролируются испытанием согласно требований п. 3.5, пп. 4.4 - 4.8.
2.2. Величины x i , x, S и S 0 устанавливаются в соответствии с результатами испытаний и положений приложения 2.
3. Контроль качества показателей механических свойств продукции на предприятии-потребителе.
3.1. Потребитель при наличии документа о качестве на продукцию высшей категориикачества может не проводить испытания механических свойств.
3.2. При необходимости проверки механических свойств от каждой партии проводитсяиспытание шести образцов, взятых из разных пакетов или мотков и от разных профилей, и порезультатам проверяется выполнение условий

где х 6 - среднее значение механических свойств по результатам испытаний шести образцов;
Xmin - минимальное значение результатов испытаний шести образцов.
3.3. Минимальные значения относительного удлинения δ 5 и равномерного удлинения δ р должны быть не менее значений, приведенных в табл. 8.
(Измененная редакция, Изм. № 3, 5).
ПРИЛОЖЕНИЕ 2
(Обязательное)
Методика определения статистических показателей прочностных характеристик механических свойств проката горячекатаного для армирования железобетонных конструкций
Настоящая методика распространяется на горячекатаный, ускоренно-охлажденный, термомеханически и термически упрочненный прокат периодического профиля, изготовленного в мотках или стержнях.
Методика применяется при оценке надежности механических свойств в каждой партии-плавке и стали в целом, контроля стабильности технологического процесса.
1. Для определения статистических показателей механических свойств (предела текучести физического δ T или условного δ 0,2 , временного сопротивления разрыву δ в ) используются
контрольные результаты испытаний, называемые генеральными совокупностями.
2. Соответствие механических свойств проката требованиям нормативно-технической документации определяется на основании статистической обработки результатов испытаний,образующих выборку из генеральной совокупности. Все выводы, результаты и заключения,сделанные на основании выборки, относятся ко всей генеральной совокупности.
3. Выборка - совокупность результатов контрольных испытаний, образующих информационный массив, подлежащий обработке.
В выборку входят результаты сдаточных испытаний проката одного класса, одной марки и способа выплавки, прокатанной на один или группы близких профилеразмеров.
4. Выборка, на основании которой производится расчет статистических показателей, должна быть представительной и охватывать достаточно длительный промежуток времени, но не менее трех месяцев, в течение которого технологический процесс не изменяется. При необходимости промежуток времени для выборки можно увеличить. Проверка однородности выборки по нормативно-технической документации.
5. Количество партий-плавок в каждой выборке должно быть не менее 50.
6. При формировании выборки должно соблюдаться условие случайного отбора проб от партии-плавки. Оценка анормальности результатов испытаний проводится по нормативнот-ехнической документации.
7. При статистической обработке определяется среднее значение х, среднее квадратическое отклонение S каждой выборки (генеральной совокупности), среднее квадратическое отклонение внутри партии-плавки S 0 , а также среднее квадратическое отклонение плавочных
средних S 1 . Величина S 1 определяется по формуле

Величины х, S определяются по нормативно-технической документации.
8. Проверку стабильности характеристик х и S проводят в соответствии с ОСТ 14-34-78.
9. Величина S 0 определяется для ускоренно-охлажденной, термомеханически и термически
упрочненной арматурной стали только экспериментальным методом, для горячекатаной -экспериментальным методом и методом размаха по формуле

где ω и S ω - соответственно среднее значение и среднее квадратическое отклонение распределения размаха по двум испытаниям от партии. Минимальное значение S 0 равно 1.
10. Определение величины S 0 экспериментальным методом производится не менее чем на
двух плавках для каждой марки стали, класса и профилеразмера проката путем случайного отбора не менее 100 проб от каждой плавки.
11. Величина минимального среднего значения прочностных характеристик (δT (δ0,2 ) и δв )в каждой партии-плавке x 2 определяется из условия x 1 = х - t . S, где t - величина квантиля 1,64 для вероятности 0,95.
12. Минимальное значение результатов испытаний на растяжение двух образцов (n = 2)каждой партии, подвергаемой контролю, должно быть не менее x min , определяемого по формуле

13. Для обеспечения гарантии потребителю механических свойств должны удовлетворяться следующие условия:

где x i бр - браковочное значение δ т (δ 0,2 ) и δ в, указанное в соответствующей нормативно-технической документации.
(Введено дополнительно, Изм. № 3).
ГОСТ 5781-82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАЛЬ ГОРЯЧЕКАТАНАЯ
ДЛЯ АРМИРОВАНИЯ
ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Дата введения 01.07.83
Настоящий стандарт распространяется на горячекатаную круглую сталь гладкого и периодического профиля, предназначенную для армирования обычных и предварительно напряженных железобетонных конструкций (арматурная сталь).
В части норм химического состава низколегированных сталей стандарт распространяется также на слитки, блюмсы и заготовки.
(Измененная редакция, Изм. № 4).
1. КЛАССИФИКАЦИЯ И СОРТАМЕНТ
1.1. В зависимости от механических свойств арматурную сталь подразделяется на классы A-I (А240), А-II (А300), А- III (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурная сталь изготовляется в стержнях или мотках. Арматурную сталь класса A-I (A240) изготовляют гладкой, классов А- II (А300), А-III (А400), A -IV (A600), A-V (A800) и A-VI (A1000) - периодического профиля.
По требованию потребителя сталь классов А-II (А300), А- III (А400), A-IV (A600) и A-V (A800) изготовляют гладкой.
1.1, 1.2. (Измененная редакция, Изм. № 5) .
1.3. Номера профилей, площади поперечного сечения, масса 1 м длины арматурной стали гладкого и периодического профиля, а также предельные отклонения по массе для периодических профилей должны соответствовать указанным в .
Арматурную сталь специального назначения класса Ас- II (Ас300) изготовляют профилями, приведенными на или .
Профиль, приведенный на , специального назначения изготовляют по согласованию изготовителя с потребителем. Форма и размеры профилей, приведенных на , , могут уточняться.
1.9. Размеры и предельные отклонения размеров арматурной стали периодического профиля, изготавливаемого по , , должны соответствовать приведенным в , а по , - приведенным в .
Размеры , мм
|
Номер профиля (номинальный диаметр d н) |
Пред. откл |
Пред. откл |
||||||||
|
Примечание . По требованию потребителя предельные отклонения размера d 1 не должны превышать предельных отклонений d плюс удвоенные предельные отклонения h. |
Вероятность обеспечения механических свойств, указанных в , должна быть не менее 0,95.
(Измененная редакция, Изм. № 3).
2.8. На поверхности профиля, включая поверхность ребер и выступов, не должно быть раскатанных трещин, трещин напряжения, рванин, прокатных плен и закатов.
Допускаются мелкие повреждения ребер и выступов, в количестве не более трех на 1 м длины, а также незначительная ржавчина, отдельные раскатанные загрязнения, отпечатки, наплывы, следы раскатанных пузырей, рябизна и чешуйчатость в пределах допускаемых отклонений по размерам.
(Измененная редакция, Изм. № 2).
2.9. Свариваемость арматурной стали всех марок, кроме 80С, обеспечивается химическим составом и технологией изготовления.
2.10. Углеродный эквивалент ![]() для свариваемой
стержневой арматуры из низколегированной стали класса А-III
(А400) должен быть не более 0,62.
для свариваемой
стержневой арматуры из низколегированной стали класса А-III
(А400) должен быть не более 0,62.
(Введен дополнительно, Изм. № 5).
Массовую долю алюминия изготовитель определяет периодически, но не реже одного раза в квартал.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1 Химический анализ стали проводят по ГОСТ 12344 , ГОСТ 12348 , ГОСТ 12350 , ГОСТ 12352 , ГОСТ 12355 , ГОСТ 12356 , ГОСТ 18895 или другими методами, обеспечивающими требуемую точность.
4.2. Диаметр и овальность профилей измеряют на расстоянии не менее 150 мм от конца стержня или на расстоянии не менее 1500 мм от конца мотка при массе мотка до 250 кг и не менее 3000 мм при массе мотка более 250 кг.
4.3. Размеры проверяют измерительным инструментом необходимой точности.
4.6. Испытание на растяжение проводят по ГОСТ 12004 .
4.7. Испытание на изгиб проводят по ГОСТ 14019 на образцах сечением, равным сечению стержня.
Для стержней диаметром свыше 40 мм допускается испытание образцов, разрезанных вдоль оси стержня, на оправке, диаметром, уменьшенным вдвое по сравнению с указанным в , с приложением усилия изгиба со стороны разреза.
4.8. Определение ударной вязкости проводят по ГОСТ 9454 на образцах с концентратором вида U типа 3 для стержней диаметром 12 - 14 мм и образцах типа 1 для стержней диаметром 16 мм и более. Образцы изготовляют в соответствии с требованиями ГОСТ 9454 .
4.9. Допускается применять статистические и неразрушающие методы контроля механических свойств и массы профилей.
4.10. Кривизна стержней измеряется на длине поставляемого профиля, но не короче 1 м.
4.11. Определение статистических показателей механических свойств в соответствии с обязательным .
4.12. Качество поверхности проверяют без применения увеличительных приборов.
4.10 - 4.12. (Введены дополнительно, Изм. № 3) .
4.13. Измерение высоты поперечных выступов периодического профиля следует проводить по вертикальной оси поперечного сечения арматурного проката.
(Введен дополнительно, Изм. № 4).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Упаковка, маркировка, транспортирование и хранение - по
- 28.10.2019 в 10:19
Предприятие AKJ-Trade
купит:
Строительная арматура Ø10мм сталь: А-400 ГОСТ 34028-2016, в следующем объеме: 9.87 тн
Строительная арматура Ø12мм сталь: А-400 ГОСТ 34028-2016, в следующем объеме: 19.98 тн
Строительная арматура Ø20мм сталь: А-400 ГОСТ 34028-2016, в следующем объеме: 1.98 тнУточнения заказчика: Сталь арматурная горячекатанная Ø12мм, А-400 ГОСТ 34028-2016 тн 9.870 Сталь арматурная горячекатанная Ø12мм, А-400 ГОСТ 34028-2016 тн 19.980 Сталь арматурная горячекатанная Ø20мм, А-400 ГОСТ 34028-2016 тн 1,98 тонн ответить на заявку
- 26.10.2019 в 07:08
Организация (контактное лицо: Алексей)
желает приобрести:
Строительная арматура 12мм длина: 12м сталь: А3, в следующем объеме: 20 тнКомментарий заказчика: Только мерная ответить на заявку
- 25.10.2019 в 16:57
Организация (контактное лицо: Дмимтрий)
желает купить:
Строительная арматура 12
Строительная арматура 16 сталь: 25Г2С ГОСТ 5781-82, в следующем объеме: 15 м/п
Строительная арматура 20 сталь: 25Г2С ГОСТ 5781-82, в следующем объеме: 20 тн
Строительная арматура 22 сталь: 25Г2С ГОСТ 5781-82, в следующем объеме: 0.85 тн
Строительная арматура 25 сталь: 25Г2С ГОСТ 5781-82, в следующем объеме: 30 тн
Строительная арматура 28 сталь: 25Г2С ГОСТ 5781-82, в следующем объеме: 40 м/п
Строительная арматура 32 сталь: 25Г2С ГОСТ 5781-82, в следующем объеме: 50 тн
Строительная арматура 8
Строительная арматура 10 сталь: ГОСТ 5781-82, в следующем объеме: 10 тнПожелания заказчика: Арматура А III ø 12 мм 25Г2С ГОСТ 5781-82 т 20,00 Арматура А III ø 16 мм 25Г2С ГОСТ 5781-82 т 15,00 Арматура А III ø 20 мм 25Г2С ГОСТ 5781-82 т 20,00 А III ø 22 мм 25Г2С ГОСТ 5781-82 т 0,85 А III ø 25 мм 25Г2С ГОСТ 5781-82 т 30,0 А III ø 28 мм 25Г2С ГОСТ 5781-82 т 40,00 А III ø 32 мм 25Г2С ГОСТ 5781-82 т 50,00 А I ø 8 прутки ГОСТ 5781-82 т 10,00 А I ø 10 прутки ГОСТ 5781-82 т 10,00 ответить на заявку
- 23.10.2019 в 11:16
Организация (контактное лицо: Анатолий)
купит:
Трубы стальные, электросварные 89 в следующем объеме: 200 м/п
Трубы стальные, электросварные 57
Трубы стальные, электросварные 20 в следующем объеме: 100 м/п
Заглушка стальная 89 в следующем объеме: 4 шт
Тройник стальной 57 в следующем объеме: 2 шт
Кран шаровой 57 в следующем объеме: 3 шт
Кран шаровой 20 в следующем объеме: 12 шт
Уголок стальной 50х50
Строительная арматура 6 в следующем объеме: 20 м/п
Резьба 20
Сгон 20 в следующем объеме: 24 шт
Муфта 20 в следующем объеме: 24 штУточнения заказчика: Сигнализатор загазованности на СН4 и СО и электромагнитным клапаном шт 8 Огнезапорный клапан газовый 20 шт 8 Подводка газовая 20 Трубопроводная арматура (заглушка, тройник, кран шаровый, муфта) более 100шт Арматура 6мм Трубопроводы стальные электросварные мп 400 А также метизы и другой стальной прокат. ответить на заявку
- 22.10.2019 в 18:44
Предприятие ООО "МАРАТА"
желает приобрести:
Строительная арматура 8 Строительная арматура 10 Строительная арматура 12 в следующем объеме: 1.1 тн Строительная арматура 14 в следующем объеме: 2.1 тн Строительная арматура 16 в следующем объеме: 3.1 тн Строительная арматура 20 в следующем объеме: 6.1 тн Строительная арматура 22 в следующем объеме: 6 тн Уголок стальной 160/160/16 в следующем объеме: 4.5 тн Стальной лист, горячекатаный 10/1500 Стальной лист, горячекатаный 12/1500 длина: 6000 в следующем объеме: 8 тн Стальной лист, горячекатаный 16/1500 длина: 6000 в следующем объеме: 1 тн Стальной лист, горячекатаный 20/1500 длина: 6000 в следующем объеме: 2.5 тн Полоса стальная 35/100 в следующем объеме: 1.5 тн Сетка сварная, стальная 50/50/4 в следующем объеме: 1500 м2 Проволока 04 в следующем объеме: 0.4 тнКомментарий заказчика: Доброго времени суток. Просьба рассчитать стоимость с доставкой до станции погрузки Ростокино МО либо до места отгрузи: ст. Обская СЖД, Ямало-Ненецкий АО Ждем Ваши предложения. ответить на заявку
Объявления продать купить Строительная арматура гост ГОСТ 5781-82 в регионе "Москва"
Поставим запорную арматуру
Оборудование (промышленная арматура)
1.стекло Клингера (Дюренса) для указателей уровня (стекло Клингера рифленое, стекло Дюренса гладкое, кварцевая труба, иллюминаторное стекло), Вы можете заказать у нас стекла с нестандартной шириной и длиной, произведенные за рубежом (у нас обычно...
Арматура
Продам арматуру Новую А500 Ф20х9000, Вес 10т. ф20х10500. Вес 20т
ф18х10500 Вес 5т. Цена 25р. за кг.
Поставки запорно-регулирующей арматуры
Инженерная компания Армарост, официальный поставщик брендов АДЛ, ABRA, ORBINOX, ADCA, АСТА.
Предлагаем поставки ЗАПОРНО-РЕГУЛИРУЮЩЕЙ АРМАТУРЫ
- Клапаны редукционные
- Клапаны перепускные
- Регуляторы перепада давления
- Клапаны 2/3 - ходовые
- Клапаны со...
Продам лежалую Арматура ф 25; ф 32. 2018 г
Продам лежалую Арматура ф 25; ф 32. 2018 г
Продаем одним лотом: Арматура ф 25; ф 32. 2018 г
Продаем одним лотом: Арматура ф 25; ф 32. 2018 г
Куплю лежалый металлопрокат
На постоянной основе наша организация закупает строительный неликвидный металлопрокат! Закупаем складские остатки, остатки со стройплощадок, неликвид, некондиция!
Наша потребность-Арматура, балка двутавровая, труба, швеллер, проволока, труба профильная, труба б/у. (металлопрокат)
Покупаю арматуру, швеллер, уголок, двутавр балку, листовое железо (горячий, холодняк), лист рифленый, трубу профильную
Куплю арматуру балку трубу лист швеллер уголок лежалый металлопрокат
Покупаю арматуру, швеллер, уголок, двутавр балку, листовое железо (горячий, холодняк), лист рифленый, трубу профильную, трубу, оцинкованное железо, просечку, профнастил, проволоку, круги
Все размеры. Любой объем. Вывезу сам или предоставлю транспорт.
Новый, лежалый и БУ металлопрокат
Куплю п...
Куплю Покупаем стеклоленту ЛЭС ЛЭСб
ПромЛенты ООО на постоянной основе, для собственных нужд, закупает неликвиды и складские остатки электроизоляционных материалов:
Полиимидная пленка П-ПМ/180/КО и другие полиимидные пленки
Лента ЛЭТСАР КФ0,5 и ЛЭТСАР КП 0,2
Стеклоленты ЛЭС, ЛЭСБ, ЛЭСП и тд.
Киперная лента
Тафтяная лента
Эмидоф...
Арматуру Остатки, Лежалую
Hа пoстoянной ocнове приобpетaем метaллoпpoкaт (aрмaтуpa, тpубa, балка, швеллер, лист, провoлoка, кaтaнка, угoлoк и. т. д.) интeресуeт любoго кaчества и состoяния, cкладcкиe oстатки, oстaтки cо стpойплoщaдки, сотрудничаем c проpaбами и cнaбженцaми... Любая фoрма оплаты, предоставим автотранспорт!
Ежедневное автоматическое обновление базы данных. Всегда в наличии, все диаметры, все виды стали, ГОСТ.
Каждый посетитель использующий запрос — "цены на строительную арматуру ", найдёт необходимую информацию на нашем металлургическом портале, в разделе - сортовой прокат. Ежедневно обновляемая информация по ценам на весь сортамент арматуры, позволяет пользователю легко ориентироваться и анализировать рынок металлопроката по позиции " ". Информация автоматически обновляется по авторизованным пользователям - Основным поставщикам Региона.

Удобная навигация сайта позволяет быстро и ёмко предоставить информацию по запросам — "куплю арматуру " или "цена за метр" . А на страницах каждого размера продукции расположен удобный металлокалькулятор и пользователь может легко рассчитать не только вес, но и определить общую стоимость необходимого ему количества арматуры по каждому поставщику.
Теперь для того что бы выгодно купить , Вам достаточно выбрать необходимый Вам диаметр, и Вы легко сориентируетесь в рыночной стоимости по предложениям Основных Поставщиков города Москва.
Именно на нашем едином металлургическом портале Ваш потенциальный покупатель получит наиболее полную информацию по запросу — арматура завод. А учитывая тот факт, что у нас представлен полный сортамент арматуры, размещение Вашего прайс-листа на страницах портала принесёт Вам целевые «конверсионные» звонки покупателей. Что повысит имидж Вашей организации и укрепит Ваш авторитет на рынке металлопроката.
Строительная арматура ГОСТ 5781-82 - как купить в городе Москва.
Для того чтобы найти поставщика сортамента - Строительная арматура ГОСТ 5781-82, вам не нужно долго бродить по интернету и искать сайты поставщиков, сравнивать цены, созваниваться и уточнять наличие. Мы предлагаем Вам автоматически отправить Вашу Заявку на покупку всем основным Поставщикам не только Вашего региона, но и в выбранных Вами регионах РФ и СНГ.
Всего 3 минуты и Поставщики сами ответят Вам через электронную почту о наличии, цене и сроках поставки. Вам предложат оптовые и розничные цены, сформируют коммерческое предложение по доставке, резки и даже монтажу по всем видам металлопроката.
Фактически Вы объявите Тендер в Вашем городе..
Для того чтобы отправить заявку или создать свой Тендер перейдите по ссылке:
Наша автоматическая система очень проста. сайт - это информационный портал, здесь представлены цены основных поставщиков металлопроката с ежедневным обновлением ценовых предложений. Как только Вы отправите свою заявку на поставку, система автоматически оповестит всех поставщиков в городе Москва, а так же в других указанных Вами регионах. Получив Ваш запрос, поставщики сделают соответствующий расчёт и предлежат Вам лучшие цены!
Характеристики сортамента: "Строительная арматура ГОСТ 5781-82"
Приобретая арматуру, Вам необходимо определить необходимый тип этой арматуры по классификации и назначению, в зависимости от того, какая именно нагрузка будет действовать на этот материал. От этого будет зависеть стоимость и количество приобретаемой продукции.
Арматару это вид сортового металлопроката, представляющий собой стальные рифленые или гладкие стержни, широко использующийся для армирования железобетонных конструкций.
По назначению арматуру разделяют:
· рабочая арматура (сечение назначается по расчету, воспринимает усилия в элементах от основной нагрузки)
· конструктивная (распределительная) (сечение назначается по минимальному проценту армирования, воспринимает усадку/расширение, температуру воздействия)
· монтажная (устанавливается для объединения рабочей и конструктивной в сетки и каркасы)
· анкерная (закладные детали)

Классификация арматуры по ориентации:
· поперечная — арматура, которая препятствует образованию наклонных трещин от возникающих скалывающих напряжений вблизи опор и связывает бетон сжатой зоны с арматурой в растянутой зоне;
· продольная — арматура, которая воспринимает растягивающие напряжения и препятствует образованию вертикальных трещин в растянутой зоне конструкции.
По условиям применения бывает:
Стальная строительная арматура , как вид строительного металлопроката, является наиболее востребованным материалом в сфере строительства и градостроительства. Её применяют в монолитном строительстве, в производстве железобетонных изделий, при сооружении различных металлоконструкций. В этих случаях арматура всегда играет роль связующего элемента.
Отличительные особенности: сечение круглой формы, рифленая или гладкая поверхность. Свойства зависят от используемой для формирования прокатной стали. Маленький диаметр является причиной широкого использования продукции такого вида в конструкциях, где сварка является основным связующим способом. Этот вид металлопроката пользуется большой популярностью при изготовлении арматурных сеток, металлических каркасов, сеток, изготовленных с помощью метода сваривания, в строительстве, а также армировании металлических конструкций из бетона.
Поставка в прутках и бухтых. Производства требует использование метода высокотемпературной прокатки из высококачественной стали. Качества металла определяют легирующие элементы, добавляемые при производстве. Отличительные характеристики: высокая устойчивость к воздействию внешних факторов и небольшой вес. Особенности применения такие же, как и у арматуры с диаметром прутка 6мм.
Профиль круглого сечения, имеющий поверхность высокого уровня гладкости, или с рифлением. Имеет мерную и немерную длину. Поставка производится бухты, иногда в виде проволоки. Прочный и долговечный материал. Основными сферами применения являются плоские и сетки в рулонах, сварные конструкции, армированные каркасы.
Круглая форма сечения, гладкая или поверхность с рифлениями. Формовка предусматривает использование легированной стали. Основные характеристики — жесткость и прочность. В производстве материал необходим для работы с армированными бетонными изделиями, в дорожном строительстве, в железобетонных конструкциях, для выполнения сварных каркасов и металлических сеток.
Стержни круглого сечения, класс А-1 для гладкой поверхности, для рифленой — А-3). Производство регламентировано ГОСТ 5781-82 и осуществляется исключительно на прокатных станках. Физические свойства определяет используемая марка стали. Подходящий материал для укрепления фундаментов, армирования железобетонных конструкций, изготовления каркасов, для нефтехимической промышленности. Широко востребована в целях армирования бетонных строительных конструкций. Особенности химического состава, способа увеличения прочности арматуры дают характеристику ее механическим свойствам. Сфера применения: конструкции строительного направления, армирование фундамента, сварные металлоконструкции и арматурные каркасы, необходима для укрепления береговых линий и в мостостроении.
10. 22мм.
Внешний вид зависит от класса арматуры, а физические свойства - от использованной стали, ее типа и химического состава. Аналогично определяется и область использования арматуры, т.е. согласно свойствам проката. К ним относится стойкость к агрессивным средам, влажности, а также прочность и способность выдерживать значительные нагрузки. Применяется в строительстве, армировании железобетонных конструкций и нефтехимической промышленности.
11. 25мм.
Широко используется в строительстве. Применяется для придания дополнительной надежности и прочности. Вид стали определяет тип арматуры. Марку стали определяют элементы, входящие в ее состав.
12. 28мм.
Длина стержней достигает 4 и 12 метров. Могут быть изготовлены из таких видов стали: горячекатаной, легированной различными элементами, стали с содержанием углерода. Основная сфера использования - строительство, придание прочности железобетонным конструкциям.
13. 32мм.
Для производства используется воздействие высоких температур на сталь, возможно имеющую различный химический состав, так называемый, метод горячей прокатки. Это позволяет придать стержням повышенную прочность, увеличить стойкость к нагрузкам, долговечность, а также устойчивость к агрессивным средам. Строительство - основная область применения.
14. 36мм.
Может иметь рифленую и гладкую поверхность. Рифления обеспечивают надежное сцепление стали с бетоном.
15. 40мм.
Горячекатаные стержни, которые производятся согласно ГОСТ. Химический состав, основные характеристики и степень ответственности конструкций, в которых возможно использование арматуры, определяются маркой стали и их обработкой. Используется в различных сферах строительства.
Кроме того, на нашем сайте размещены прайс-листы основных поставщиков, и Вы всегда можете сравнить актуальность поступивших предложений.
Экономьте время и деньги!
Строительная арматура ГОСТ 5781-82 в наличии и под заказ, оптовые и розничные цены!
Так же просим обратить Ваше внимание на авторизацию пользователя. Как правило, все авторизованные поставщики металлопроката имеют Рейтинг и отзывы покупателей. Неавторизованные пользователи в основной своей массе небольшие металлотрейдеры, занимающиеся поставкой мелкооптовых партий, что не гарантирует 100% выполнение последними своих обязательств по срокам и качеству продукции.
Остерегайтесь мошенников!
Удобная навигация портала МЕТАЛ100 позволяет в несколько кликов находить нужный Вам сортамент металлопроката в регионе Москва. Сравнивайте цены поставщиков и выбирайте лучшее предложение!
Желаем Вам удачных сделок!