Арматурна сталь ДЕРЖСТАНДАРТ 5781 82. Сталь гарячекатана для армування залізобетонних конструкцій
ГОСТ 5781-82
МІЖДЕРЖАВНИЙ СТАНДАРТ
СТАЛЬ ГАРЯЧЕКАТАНИЙ
ДЛЯ АРМУВАННЯ
ЗАЛІЗОБЕТОННИХ КОНСТРУКЦІЙ
ТЕХНІЧНІ УМОВИ
Дата введення 01.07.83
Цей стандарт поширюється на гарячекатану круглу сталь гладкого та періодичного профілю, призначену для армування звичайних та попередньо напружених залізобетонних конструкцій (арматурна сталь).
У частині норм хімічного складу низьколегованих сталей стандарт поширюється також на зливки, блюмси та заготівлі.
1. КЛАСИФІКАЦІЯ І СОРТАМЕНТ
1.1. Залежно від механічних властивостей арматурну сталь поділяється на класи A-I (А240), А-ІІ (А300), А-ІІІ (А400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурна сталь виготовляється у стрижнях або мотках. Арматурну сталь класу A-I (A240) виготовляють гладкою, класів А-II (А300), А-III (А400), A-IV (A600), A-V (A800) та A-VI (A1000) - періодичного профілю.
На вимогу споживача сталь класів А-ІІ (А300), А-ІІІ (А400), A-IV (A600) та A-V (A800) виготовляють гладкою.
1.1, 1.2. (Змінена редакція, Зм. № 5).
1.3. Номери профілів, площі поперечного перерізу, маса 1 м довжини арматурної сталі гладкого та періодичного профілю, а також граничні відхилення по масі для періодичних профілів повинні відповідати зазначеним у табл. 1.
Таблиця 1
| Номер профілю (номінальний діаметр стрижня d н) |
Площа поперечного перерізу стрижня, см 2 |
Маса 1 м профілю | |
| Теоретична; кг | Граничні відхилення, % | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0,785 | 0,617 | +5,0 |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0-5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,040 | 6,310 | +3,0 |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | +2,0 |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.4. Номінальні діаметри періодичних профілів повинні відповідати номінальним діаметрам рівновеликих за площею поперечного перерізу гладких профілів.
1.5. Маса 1 м профілю обчислена за номінальними розмірами при густині сталі, що дорівнює 7,85 × 10 3 кг/м 3 . Імовірність забезпечення маси 1 м має бути не менше ніж 0,9.
(Змінена редакція, Зм. № 3).
1.6. Граничні відхилення діаметра гладких профілів повинні відповідати ГОСТ 2590 для звичайної точності прокатки.
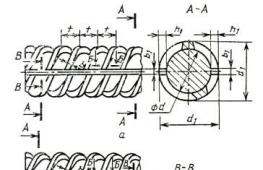
1.7. Арматурна сталь періодичного профілю являє собою круглі профілі з двома поздовжніми ребрами та поперечними виступами, що йдуть по тризахідній гвинтовій лінії. Для профілів діаметром 6 мм допускаються виступи, що йдуть по однозахідній гвинтовій лінії, діаметром 8 мм - по двозахідній гвинтовій лінії.
1.8. Арматурна сталь класу А-II (А300), виготовлена у звичайному виконанні, профілем, наведеним на рис. 1 a, та спеціального призначення Ас-II (Ас300) профілем, наведеним на рис. 2 а, повинна мати виступи, що йдуть гвинтовими лініями з однаковим заходом на обох сторонах профілю.
Сталь класу A-III (A400), що виготовляється профілем, наведеним на рис. 1 б, та класів A-IV (A600), A-V (A800), A-VI (A1000) профілем, наведеним на рис. 1 б, 2б, повинна мати виступи по гвинтових лініях, що мають з одного боку профілю правий, а з іншого - лівий заходи.


Арматурну сталь спеціального призначення класу Ас-II (Ас300) виготовляють профілями, наведеними на рис. 1 aабо 2 а.
Профіль, наведений на рис. 2 а, спеціального призначення виготовляють за погодженням із споживачем. Форма та розміри профілів, наведених на рис. 2 а, бможуть уточнюватися.
1.9. Розміри та граничні відхилення розмірів арматурної сталі періодичного профілю, що виготовляється по рис. 1 a, б, повинні відповідати наведеним у табл. 2, а по рис. 2 а, б- Наведеним у табл. 3.
Таблиця 2
Розміри, мм
| Номер профілю (номінальний діаметр dн) | d | h | d 1 | h 1 | l | b | b 1 | r | ||
| Номін. | Попер. відкл | Номін. | Попер. відкл | |||||||
| 6 | 5,75 | 0,5 | ±0,25 | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | |
| 8 | 7,5 | 0,75 | 9,0 | 0,75 | 0,75 | 1,25 | 1,1 | |||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 2,0 | 1,9 | |||
| 14 | 13,0 | -0,5 | 15,5 | |||||||
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,2 | |||
| 18 | 17,0 | ±0,5 | 20,0 | |||||||
| 20 | 19,0 | 22,0 | ||||||||
| 22 | 21,0 | +0,4 | 24,0 | |||||||
| 25 | 24,0 | -0,5 | 27,0 | |||||||
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 2,5 | 3,0 | |||
| 32 | 30,5 | 34,5 | 10 | 2,0 | 3,0 | |||||
| 36 | 34,5 | +0,4 | 2,5 | ±0,7 | 39,5 | 2,5 | 12 | 3,5 | ||
| 40 | 38,5 | -0,7 | 43,5 | |||||||
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 54,0 | ||||||||
| 55 | 53,0 | +0,4 | 59,0 | 4,0 | ||||||
| 60 | 58,0 | -1,0 | ±1,0 | 64,0 | 5,0 | |||||
| 70 | 68,0 | +0,5 | 74,0 | 4,5 | 5,5 | |||||
| 80 | 77,5 | -1,1 | 83,5 | |||||||
| Примітка. На вимогу споживача граничні відхилення розміру d 1не повинні перевищувати граничних відхилень dплюс подвоєні граничні відхилення h. | ||||||||||
Таблиця 3
Розміри, мм
| Номер профілю (номінальний діаметр dн) | d | h | d 1 | h 1 | h r | h B | t | b | b 1 | r 1 | a | ||
| Номін. | Попер. вимкнути. | Номін. | Попер. вимкнути. | ||||||||||
| 10 | 8,7 | 1,6 | ±0,5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 13,8 | 2,0 | ||||||||||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | ||||||
| 18 | 16,2 | +0,65 | 21,2 | ||||||||||
| 20 | 18,2 | -0,85 | 23,2 | 50 | |||||||||
| 22 | 20,3 | +0,4 | 25,3 | ||||||||||
| 25 | 23,3 | -0,5 | 28,3 | 14 | 1,2 | 14 | |||||||
| 28 | 25,9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 2,5 | ||||||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 2,0 | 16 | 1,5 | 3,0 | 19 | ||
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 18 | |||||
| 40 | 37,6 | 44,6 | |||||||||||
1.10. Відносні усунення гвинтових виступів з боків профілю, поділених поздовжніми ребрами, не нормуються.
Розміри, на які не встановлені граничні відхилення, наведені для побудови калібру та на готовому профілі не перевіряють.
1.11. Овальність гладких профілів (різниця найбільшого та найменшого діаметрів в одному перерізі) не повинна перевищувати суми плюсового та мінусового граничних відхилень по діаметру.
1.9 — 1.11. (Змінена редакція, Зм. № 3).
1.12. Арматурну сталь класів А-I (А240) та А-II (А300) діаметром до 12 мм та класу А-III (А-400) діаметром до 10 мм включ. виготовляють у мотках чи стрижнях, великих діаметрів - у стрижнях. Арматурну сталь класів A-IV (A600), A-V (A800) та A-VI (A1000) всіх розмірів виготовляють у стрижнях, діаметром 6 та 8 мм - за погодженням виробника зі споживачем у мотках.
1.13. Стрижні виготовляють довжиною від 6 до 12 м:
- Мірної довжини;
— мірної довжини з немірними відрізками довжиною щонайменше 2 м трохи більше 15 % від маси партії;
- Немірної довжини.
У партії стрижнів немірної довжини допускається наявність стрижнів довжиною від 3 до 6 і трохи більше 7 % маси партії.
За узгодженням виробника із споживачем допускається виготовлення стрижнів довжиною від 5 до 25 м.
1.14. Граничні відхилення по довжині мірних стрижнів повинні відповідати наведеним у таблиці. 4.
Таблиця 4
Стрижні підвищеної точності виготовляють на вимогу споживача.
1.15. Кривизна стрижнів має перевищувати 0,6 % вимірюваної довжини.
Приклади умовних позначень
Арматурна сталь діаметром 20 мм, класу A-II (А300):
20-A-II ГОСТ 5781-82
Те ж, діаметром 18 мм, класу A-I (А240):
18-A-I ГОСТ 5781-82
До позначення стрижнів класу A-II (А300) спеціального призначення додають індекс «с»: Ас-II (Ас300).
(Змінена редакція, Зм. № 4).
2. ТЕХНІЧНІ ВИМОГИ
2.1. Арматурну сталь виготовляють відповідно до вимог цього стандарту за технологічним регламентом, затвердженим у встановленому порядку.
2.2. Арматурну сталь виготовляють з вуглецевої та низьколегованої сталі марок, зазначених у табл. 5. Марку сталі вказує споживач на замовлення. За відсутності вказівки марку сталі встановлює підприємство-виробник. Для стрижнів класу A-IV (А600) марки стали встановлюють за узгодженням виробника зі споживачем.
Таблиця 5
| Клас арматурної сталі | Діаметр профілю, мм | Марка сталі |
| A-I (A240) | 6-40 | Ст3кп, Ст3пс, Ст3сп |
| А-ІІ (А300) | 10-40 | Ст5сп, Ст5пс |
| 40-80 | 1НГ2С | |
| Ас-II (Ас300) | 10-32 | 10ГТ |
| (36-40) | ||
| А-ІІІ (А400) | 6-40 | 35ГС, 25Г2С |
| 6-22 | 32Г2Рпс | |
| A-IV (А600) | 10-18 | 80С |
| (6-8) | ||
| 10-32 | 20ХГ2Ц | |
| (36-40) | ||
| А-V (А800) | (6-8) | 23Х2Г2Т |
| 10-32 | ||
| (36-40) | ||
| A-VI (А1000) | 10-22 | 22Х2Г2АЮ, 22Х2Г2Р, 20Х2Г2СР |
Примітки:
- Допускається виготовлення арматурної сталі класу A-V (А800). Зі сталі марок 22Х2Г2АЮ, 22Х2Г2Р та 20Х2Г2СР.
- Розміри, зазначені у дужках, виготовляють за згодою виробника зі споживачем.
(Змінена редакція, Зм. № 3, 4).
2.3. Хімічний склад арматурної вуглецевої сталі повинен відповідати ГОСТ 380, низьколегованої сталі нормам, наведеним у табл. 6.
Таблиця 6
| Марка сталі | Масова частка елементів, % | ||||||||||
| Вуглець | Марганець | Кремній | Хром | Титан | Цирконій | Алюміній | Нікель | Сірка | Фосфор | Мідь | |
| не більше | |||||||||||
| 10ГТ | Не більше 0,13 | 1,00 — 1,40 | 0,45 — 0,65 | Не більше 0,30 | 0,015-0,035 | — | 0,02 — 0,05 | — | 0,040 | 0,030 | 0,30 |
| 18Г2С | 0,14 — 0,23 | 1,20 — 1,60 | 0,60 — 0,90 | — | — | 0,30 | 0,045 | 0,040 | |||
| 32Г2Рпс | 0,28 — 0,37 | 1,30 — 1,75 | Не більше 0,17 | 0,001-0,015 | 0,050 | 0,045 | |||||
| 35ГС | 0,30 — 0,37 | 0,80 — 1,20 | 0,60 — 0,90 | — | 0,045 | 0,040 | |||||
| 25Г2С | 0,20 — 0,29 | 1,20 — 1,60 | |||||||||
| 20ХГ2Ц | 0,19 — 0,26 | 1,50 — 1,90 | 0,40 — 0,70 | 0,90-1,20 | 0,05 — 0,14 | 0,045 | |||||
| 80C | 0,74 — 0,82 | 0,50 — 0,90 | 0,60 — 1,10 | Не більше 0,30 | 0,015-0,040 | — | 0,040 | ||||
| 23Х2Г2Т | 0,19 — 0,26 | 1,40 — 1,70 | 0,40 — 0,70 | 1,35-1,70 | 0,02 — 0,08 | 0,015-0,050 | 0,045 | ||||
| 22Х2Г2АЮ | 1,50-2,10 | 0,005-0,030 | 0,02 — 0,07 | 0,040 | 0,040 | ||||||
| 22Х2Г2Р | 1,50 — 1,90 | 1,50-1,90 | 0,02 — 0,08 | 0,015-0,050 | |||||||
| 20Х2Г2СР | 0,16 — 0,26 | 1,40 — 1,80 | 0,75 — 1,55 | 1,40-1,80 | |||||||
2.3.1. У сталі марки 20ХГ2Ц допускається збільшення масової частки хрому до 1,7% та заміна цирконію на 0,02 - 0,08% титану. У сталі марки 23Х2Г2Т допускається заміна титану на 0,05 - 0,10% цирконію. В цьому випадку в позначенні стали марки 20ХГ2Ц замість букви Ц ставлять букву Т, сталі марки 23Х2Г2Т замість букви Т ставлять букву Ц.
У сталі марки 32Г2Рпс допускається заміна алюмінію титаном чи цирконієм у рівних одиницях.
2.3.2. Масова частка азоту в сталі марки 22Х2Г2АЮ повинна становити 0,015 - 0,030%, масова частка залишкового азоту сталі марки 10ГТ - не більше 0,008%.
2.3.3. Масова частка бору сталі марок 22Х2Г2Р, 20Х2Г2СР і 32Г2Рпс має бути 0,001 — 0,007 %. У сталі марки 22Х2Г2АЮ допускається добавка бору 0,001 - 0,008%.
2.3.4. Допускається добавка титану в сталь марок 18Г2С, 25Г2С, 35ГС з розрахунку його масової частки в готовому прокаті 0,01 - 0,03%, сталь марки 35ГС з розрахунку його масової частки в готовому прокаті, виготовленому в мотках, 0,01 - 06%.
2.4. Відхилення за хімічним складом у готовому прокаті з вуглецевих сталей - за ГОСТ 380, з низьколегованих сталей за дотримання норм механічних властивостей - за табл. 7. Мінусові відхилення за вмістом елементів (крім титану та цирконію, а для марки сталі 20Х2Г2СР — кремнію) не обмежують.
Таблиця 7
| Елемент | Попер. вимк., % | Елемент | Попер. вимк., % |
| Вуглець | +0,020 | Сірка | +0,005 |
| Кремній | +0,050 | Фосфор | +0,005 |
| Марганець | +0,100 | Цирконій | +0,010 |
| Хром | +0,050 | ||
| Мідь | +0,050 | Титан | ±0,010 |
| Примітка. За погодженням виробника зі споживачем сталь може виготовлятися з іншими відхиленнями за вмістом хрому, кремнію та марганцю. | |||
(Змінена редакція, Зм. № 3).
2.5. Арматурну сталь класів А-I (А240), А-II (А300), A-III (А400), A-IV (А600) виготовляють гарячекатаною, класу A-V (А800) - з низькотемпературною відпусткою, класу A-VI (A1000) з низькотемпературною відпусткою або термомеханічною обробкою в потоці прокатного стану.
Допускається не проводити низькотемпературну відпустку сталі класів A-V (А800) та A-VI (A1000) за умови отримання відносного подовження не менше ніж 9 % та рівномірного подовження не менше ніж 2 % при випробуванні протягом 12 годин після прокатки.
2.6. Механічні властивості арматурної сталі повинні відповідати нормам, зазначеним у таблиці. 8.
Таблиця 8
| Клас арматурної сталі | Межа плинності σ т | Тимчасовий опір розриву σ в | Відносне подовження δ 5 % | Рівномірне подовження d r % | Ударна в'язкість за температури -60 °С | Випробування на вигин та в холодному стані ( з- Товщина оправки, d- Діаметр стрижня) | ||||
| Н/мм 2 | кгс/мм 2 | Н/мм 2 | кгс/мм 2 | МДж/м2 | кгс × м/см 2 | |||||
| Не менше | ||||||||||
| A-I (А240) | 235 | 24 | 373 | 38 | 25 | — | — | — | 180 °; c = d | |
| A-II (А300) | 295 | 30 | 490 | 50 | 19 | 180 °; з = 3d | ||||
| Ас-II (Ас300) | 441 | 45 | 25 | 0,5 | 5 | 180 °; c = d | ||||
| A-III (А400) | 390 | 40 | 590 | 60 | 14 | — | — | 90 °; з = 3d | ||
| A-IV (А600) | 590 | 60 | 883 | 90 | 6 | 2 | 45 °; з = 5d | |||
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | |||||
| A-VI (А1000) | 980 | 100 | 1230 | 125 | 6 | |||||
| Примітки: 1. За узгодженням виробника із споживачем допускається не проводити випробування на ударну в'язкість арматурної сталі класу Ас-II. 2. (Виключений, Изм. № 3). 3. Для арматурної сталі класу А-IV діаметром 18 мм сталі марки 80С норму вигину в холодному стані встановлюється не менше ніж 30°. 4. Для арматурної сталі класу A-I (А240) діаметром понад 20 мм при згинанні в холодному стані на 180° з = 2d, класу A-II (А300) діаметром св. 20 мм з = 4d. 5. У дужках вказані умовні позначення межі плинності. |
||||||||||
(Змінена редакція, Зм. № 1, 3, 5).
Для сталі класу А-ІІ (А300) діаметром св. 40 мм допускається зниження відносного подовження на 0,25 % за кожен міліметр збільшення діаметра, але з більш ніж 3 %.
Для сталі класу Ас-II (Ас300) допускається зниження тимчасового опору до 426 МПа (43,5 кгс/мм 2) при відносному подовженні: 5 30% і більше.
Для сталі марки 25Г2С класу А-ІІІ (А400) допускається зниження тимчасового опору до 560 МПа (57 кгс/мм 2) при межі плинності не менше 405 МПа (41 кгс/мм 2), відносному подовженні δ 5 не менше 20%.
2.7. Статистичні показники механічних властивостей стрижнів арматурної сталі періодичного профілю повинні відповідати додатку 1 з підвищеною однорідністю механічних властивостей - додатком 1 і табл. 9.
Імовірність забезпечення механічних властивостей, зазначених у табл. 8, має бути не менше 0,95.
(Змінена редакція, Зм. № 3).
2.8. На поверхні профілю, включаючи поверхню ребер і виступів, не повинно бути розкочених тріщин, тріщин напруги, рванин, прокатних полон і заходів сонця.
Допускаються дрібні пошкодження ребер і виступів, у кількості не більше трьох на 1 м довжини, а також незначна іржа, окремі забруднення, що розкотили, відбитки, напливи, сліди розкочаних бульбашок, горобина і луска в межах допусканих відхилень за розмірами.
(Змінена редакція, Зм. № 2).
2.9. Зварюваність арматурної сталі всіх марок, крім 80С, забезпечується хімічним складом та технологією виготовлення.
2.10. Вуглецевий еквівалент ![]() для стрижневої арматури, що зварюється, з низьколегованої сталі класу А-III (А400) повинен бути не більше 0,62.
для стрижневої арматури, що зварюється, з низьколегованої сталі класу А-III (А400) повинен бути не більше 0,62.
(Запроваджено додатково, Зм. № 5).
Таблиця 9
| Клас арматурної сталі | Номер профілю | S | S 0 | ||||||
| Для σ т (σ 0,2) | Для σ у | Для σ т (σ 0,2) | Для σ у | Для σ т (σ 0,2) | Для σ у | Для σ т (σ 0,2) | Для σ у | ||
| МПа (кгс/мм 2) | МПа (кгс/мм 2) | ||||||||
| He більше | |||||||||
| А-ІІ (А300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| A-III (А400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,07 | |||
| A-IV (А600) | 10-22 | 69(7) | 69(7) | 39(4,0) | 39(4) | 0,09 | 0,06 | 0,05 | |
| A-V (A800) | 78(8) | 78(8) | 49(5,0) | 49(5,0) | |||||
| A-VI (А1000) | 88(9) | 88(9) | 0,08 | 0,05 | 0,04 | ||||
| Примітки: 1. S- Середньоквадратичне відхилення в генеральній сукупності випробувань; S 0 - середньоквадратичне відхилення в партії-плавці; - Середнє значення в генеральній сукупності випробувань; - Мінімальне середнє значення в партії-плавці. 2. Для арматурної сталі в мотках діаметром 6 і 8 мм допускається підвищення норм по Sі S 0 на 4,9 МПа (0,5 кгс/мм2). 3. (Виключений, Изм. № 5). |
|||||||||
3. ПРАВИЛА ПРИЙМАННЯ
3.1. Арматурну сталь приймають партіями, що складаються з профілів одного діаметра, одного класу, однієї плавки-ковша та оформленими одним документом про якість.
Маса партії має бути до 70 т.
Допускається збільшувати масу партії до маси плавки-ковша.
3.2. Кожну партію супроводжують документом якості за ГОСТ 7566 з додатковими даними:
- Номер профілю;
— мінімальне середнє значення та середні квадратичні відхилення S 0 у партії величин σ т (σ 0,2) та σ в;
- Результати випробувань на вигин у холодному стані;
- Значення рівномірного подовження для сталі класу А-IV (А600), A-V (A800), A-VI (А1000).
3.3. Для перевірки розмірів та якості поверхні відбирають:
- при виготовленні арматурної сталі у стрижнях - не менше 5% від партії;
— при виготовленні та мотках — два мотки від кожної партії.
(Змінена редакція, Зм. № 3).
3.4. Для перевірки хімічного складу проби відбирають згідно з ГОСТ 7565.
Масову частку алюмінію виробник визначає періодично, але не рідше одного разу на квартал.
3.5. Для перевірки на розтяг, вигин та ударну в'язкість від партії відбирають два стрижні.
Для підприємства-виробника інтервал відбору стрижнів повинен бути не меншим за половину часу, витраченого на прокатку одного розміру профілю однієї партії.
(Змінена редакція, Зм. № 3).
3.6. При отриманні незадовільних результатів випробувань хоча б за одним із показників повторні випробування проводять за ГОСТ 7566.
4. МЕТОДИ ВИПРОБУВАНЬ
4.1 Хімічний аналіз стали проводять за ГОСТ 12344, ГОСТ 12348, ГОСТ 12350, ГОСТ 12352, ГОСТ 12355, ГОСТ 12356, ГОСТ 18895 чи іншими методами, що забезпечують необхідну точність.
4.2. Діаметр та овальність профілів вимірюють на відстані не менше 150 мм від кінця стрижня або на відстані не менше 1500 мм від кінця мотка при масі мотка до 250 кг і не менше 3000 мм при масі мотка понад 250 кг.
4.3. Розміри перевіряють вимірювальним інструментом необхідної точності.
4.4. Від кожного відібраного стрижня для випробування на розтяг, вигин та ударну в'язкість відрізають по одному зразку.
4.5. Відбір проб для випробування на розтяг, вигин та ударну в'язкість проводять за ГОСТ 7564.
4.6. Випробування на розтяг проводять за ГОСТ 12004.
4.7. Випробування на вигин проводять за ГОСТ 14019 на зразках перерізом, рівним перерізу стрижня.
Для стрижнів діаметром понад 40 мм допускається випробування зразків, що розрізають уздовж осі стрижня, на оправці, діаметром, зменшеним удвічі порівняно із зазначеним у табл. 4, з додатком зусилля згинання з боку розрізу.
4.8. Визначення ударної в'язкості проводять за ГОСТ 9454 на зразках з концентратором виду U типу 3 для стрижнів діаметром 12 - 14 мм та зразках типу 1 для стрижнів діаметром 16 мм і більше. Зразки виготовляють відповідно до вимог ГОСТ 9454.
4.9. Допускається застосовувати статистичні та неруйнівні методи контролю механічних властивостей та маси профілів.
4.10. Кривизна стрижнів вимірюється на довжині профілю, що поставляється, але не коротше 1 м.
4.11. Визначення статистичних показників механічних властивостей відповідно до обов'язкового додатку 2.
4.12. Якість поверхні перевіряють без застосування збільшувальних приладів.
4.10 — 4.12. (Введені додатково, Зм. № 3).
4.13. Вимірювання висоти поперечних виступів періодичного профілю слід проводити вертикальної осі поперечного перерізу арматурного прокату.
(Запроваджено додатково, Зм. № 4).
5. УПАКОВКА, МАРКУВАННЯ, ТРАНСПОРТУВАННЯ ТА ЗБЕРІГАННЯ
5.1. Упаковка, маркування, транспортування та зберігання – за ГОСТ 7566 з такими доповненнями:
— кінці стрижнів із низьколегованих сталей класу А-IV (А600) мають бути пофарбовані червоною фарбою, класу A-V — червоною та зеленою, класу A-VI (A1000) — червоною та синьою. Допускається фарбування зв'язок на відстані 0,5 м від кінців;
- стрижні упаковують у зв'язки масою до 15 т, перев'язані дротом або катанкою. На вимогу споживача стрижні пакують у зв'язки масою до 3 і 5 т;
На зв'язки фарбу наносять смугами завширшки не менше 20 мм на бічну поверхню по колу (не менше 1/2 довжини кола) на відстані не більше 500 мм від торця.
На мотки фарбу наносять смугами шириною не менше 20 мм упоперек витків із зовнішнього боку мотка.
На невпаковану продукцію наносять фарбу на торець або на бічну поверхню на відстані не більше 500 мм від торця.
На ярлик, прикріплений до кожного зв'язування стрижнів, наносять прийняте позначення класу арматурної сталі (наприклад А-III) або умовне позначення класу за межею плинності (А400).
(Змінена редакція, Зм. № 3, 5).
ДОДАТОК 1
Обов'язкове
ВИМОГИ ДО СТАТИСТИЧНИХ ПОКАЗНИКІВ МЕХАНІЧНИХ ВЛАСТИВОСТЕЙ
≥ Хiб p + t × S;
> 0,9Хiб p + 3 S 0 ;
≥Хiб p ,
де Хiбр— бракувальні значення величин в, 0,2, зазначені в табл. 8 цього стандарту;
t- величина квантилю, що приймається рівною 2 для класів A-II (А300) та A-III (А400) і 1,64 - для класів A-IV (А600), A-V (А800) та A-VI (А 1000).
- Контроль якості показників механічних властивостей продукції на підприємстві-виробнику
2.1. Необхідні показники якості профілів забезпечують дотриманням технології виробництва та контролюють випробуванням згідно з вимогами п. 3.5, пп. 4.4 - 4.8.
2.2. Величини , , Sі S 0встановлюють відповідно до результатів випробувань та положень додатка 2.
- Контроль якості показників механічних властивостей продукції для підприємства-споживача
3.1. Споживач за наявності документа якості на продукцію вищої категорії якості може проводити випробування механічних властивостей.
3.2. При необхідності перевірки механічних властивостей від кожної партії проводиться випробування шести зразків, взятих з різних пакетів або мотків та від різних профілів, та за результатами перевіряється виконання умов
![]()
![]()
де - Середнє значення механічних властивостей за результатами випробувань шести зразків;
Х min – мінімальне значення результатів випробувань шести зразків.
3.3. Мінімальні значення відносного подовження 5 і рівномірного подовження r повинні бути не менше значень, наведених у табл. 8.
(Змінена редакція, Зм. № 3).
ДОДАТОК 2
Обов'язкове
МЕТОДИКА
визначення статистичних показників характеристик міцності механічних властивостей
гарячекатаного прокату для армування залізобетонних конструкцій
Ця методика поширюється на гарячекатаний, прискорено-охолоджений, термомеханічно та термічно зміцнений прокат періодичного профілю, виготовленого в мотках або стрижнях.
Методику застосовують при оцінці надійності механічних властивостей у кожній партії-плавці та сталі в цілому, контролю стабільності технологічного процесу.
- Для визначення статистичних показників механічних властивостей (межі плинності фізичного σ т або умовного 0,2 , тимчасового опору розриву σ в) використовують контрольні результати випробувань, звані генеральними сукупностями.
- Відповідність механічних властивостей прокату вимог нормативно-технічної документації визначають на підставі статистичної обробки результатів випробувань, що утворюють вибірку з генеральної сукупності. Усі висновки, результати і висновки, зроблені виходячи з вибірки, відносять до всієї генеральної сукупності.
- Вибірка - сукупність результатів контрольних випробувань, що утворюють інформаційний масив, що підлягає обробці.
У вибірку входять результати здавачів прокату одного класу, однієї марки і способу виплавки, прокатаного на один або групи близьких профілерозмірів.
Величини, Sвизначають за нормативно-технічною документацією.
Мінімальне значення S 0 і 1.
де Х iбр - бракувальне значення σ т (σ 0,2) і σ в зазначене у відповідній нормативно-технічній документації.
(Введено додатково, Ізм № 3).
ІНФОРМАЦІЙНІ ДАНІ
- Розроблено та внесено Міністерством чорної металургії СРСР, Держбудом СРСР
- ЗАТВЕРДЖЕНИЙ І ВВЕДЕНИЙ У ДІЮ Постановою Державного комітету СРСР за стандартами від 17.12. №4800
- ВЗАМІН ГОСТ 5.1459-72, ГОСТ 5781-75
- ПОСИЛУВАЛЬНІ НОРМАТИВНО-ТЕХНІЧНІ ДОКУМЕНТИ
| Позначення ІТД, на який дано посилання |
Номер пункту | Позначення ІТД, на який дано посилання | Номер пункту |
| ГОСТ 380-94 | 2.3, 2.4 | ГОСТ 12348-78 | 4.1 |
| ГОСТ 2590-88 | 1.6 | ГОСТ 12350-78 | 4.1 |
| ГОСТ 7564-97 | 4.5 | ГОСТ 12352-81 | 4.1 |
| ГОСТ 7565-81 | 3.4 | ГОСТ 12355-78 | 4.1 |
| ГОСТ 7566-94 | 3.2, 3.6, 5.1 | ГОСТ 12356-81 | 4.1 |
| ГОСТ 9454-78 | 4.8 | ГОСТ 14019-2003 | 4.7 |
| ГОСТ 12004-81 | 4.6 | ГОСТ 18895-97 | 4.1 |
| ГОСТ 12344-2003 | 4.1 | ОСТ 14-34-78 | Додаток 2 |
- Обмеження терміну дії знято за протоколом № 3-93 Міждержавної ради зі стандартизації, метрології та сертифікації (ІУС 5-6-93)
- ВИДАННЯ (листопад 2005 р.) зі Змінами № 1, 2, 3, 4, 5, затвердженими в лютому 1984 р., червні 1987 р., грудні 1987 р., жовтні 1989 р., грудні 1994 р. 11-87, 3-88, 1-90, 3-91).
Охолоджена сміття для реінформації з ferroconcrete structures. Specifications
ГОСТ 5781-82
ОКП 09 3004; 09 3005;
09 3006; 09 3007; 09 3008
Дата введення 01.07.83
ІНФОРМАЦІЙНІ ДАНІ
1. РОЗРОБЛЕНИЙ І ВНЕСЕН Міністерством чорної металургії СРСР, Держбудом СРСРРОЗРОБНИКИ
Н.М.Воронцов, канд.техн. наук; І.С.Грінь, канд.техн. наук; К.Ф.Перетятько;
Г.І.Снімщикова; А.Г.Большова; Є.Д.Гавриленко; канд. наук; К.В.Михайлов, д-р техн. наук; С.А.Мадатян, канд.техн. наук; Н.М.Мулін, канд.техн. наук; В.З.Мєшков, канд.техн. наук,Б.П.Горячев, канд.техн. наук; Б.Н.Фрідлянов; В.І.Петіна
2. ЗАТВЕРДЖЕНИЙ І ВВЕДЕНИЙ У ДІЮ Постановою Державного Комітету СРСР за стандартами від 17.12.82 № 4800
3. ВЗАМІН ГОСТ 5.1459-72, ГОСТ 5781-75
4. ПОСИЛОЧНІ НОРМАТИВНО-ТЕХНІЧНІ ДОКУМЕНТИ
| Позначення НТД, на який дано посилання | Номер пункту |
| ГОСТ 380-88 | 2.3, 2.4 |
| ГОСТ 2590-88 | 1.6 |
| ГОСТ 7564-73 | 4.5 |
| ГОСТ 7565-81 | 3.4 |
| ГОСТ 7566-81 | 3.2, 3.6, 5.1 |
| ГОСТ 9454-78 | 4.8 |
| ГОСТ 12004-81 | 4.6 |
| ГОСТ 12344-88 | 4.1 |
| ГОСТ 12348-78 | 4.1 |
| ГОСТ 12350-78 | 4.1 |
| ГОСТ 12352-81 | 4.1 |
| ГОСТ 12355-78 | 4.1 |
| ГОСТ 12356-81 | 4.1 |
| ГОСТ 14019-80 | 4.7 |
| ГОСТ 18895-81 | 4.1 |
| ОСТ 14-34-78 | Додаток 2 |
5. Обмеження терміну дії знято за рішенням Міждержавної ради з стандартизації, метрології та сертифікації (протокол 3-93 від 17.02.93)
6. ПЕРЕВИДАННЯ (грудень 1993 р.) із Змінами № 1, 2, 3, 4, 5, затвердженими в лютому 1984 р., червні 1987 р., грудні 1987 р., жовтні 1989 р., грудні 1989 р., грудні 1989 р. -84, 11-87, 3-88,1-90, 3-91), з Поправкою (ІВД № 2-3, 1994)
Цей стандарт поширюється на гарячекатану круглу сталь гладкого та періодичного профілю, призначену для армування звичайних та попередньонапружених залізобетонних конструкцій (арматурна сталь).
У частині норм хімічного складу низьколегованих сталей стандарт поширюється також на зливки, блюмси та заготівлі.
(Змінена редакція, Зм. № 4).
1. Класифікація та сортамент
1.1. Залежно від механічних властивостей арматурна сталь поділяється на класи А-І(А240), А-ІІ(А300), А-ІІІ(А400); А-IV (А600), А-V (А800), А-VI (А1000).
1.2. Арматурна сталь виготовляється у стрижнях або мотках. Арматурну сталь класу А-I(А240) виготовляють гладкою, класів А-II (А300), А-III (А400), А-IV (А600), А-V (А800) та А-VI(А1000) - періодичного профілю .
На вимогу споживача сталь класів А-ІІ (А300), А-ІІІ (А400), А-ІV (А600) і А-V (А800) виготовляють гладкою.
1.1; 1.2. (Змінена редакція, Зм. № 5).
1.3. Номери профілів, площі поперечного перерізу, маса 1 м довжини арматурної сталі гладкого і періодичного профілю, а також граничні відхилення по масі для періодичних профілів повинні відповідати зазначеним у табл. 1.
1.4. Номінальні діаметри періодичних профілів повинні відповідати номінальним діаметрам рівновеликих за площею поперечного перерізу гладких профілів.
Таблиця 1

1.5. Маса 1 м профілю обчислена за номінальними розмірами при щільності сталі, що дорівнює 7,85 . 10 3 кг/м3. Імовірність забезпечення маси 1 м має бути не менше ніж 0,9.
(Змінена редакція, Зм. № 3).
1.6. Граничні відхилення діаметра гладких профілів повинні відповідати ГОСТ2590-88 для нормальної точності прокатки.
1.7. Арматурна сталь періодичного профілю являє собою круглі профілі з двома поздовжніми ребрами і поперечними виступами, що йдуть по тризахідній гвинтовій лінії. Для профілів діаметром 6 мм допускаються виступи, що йдуть по однозахідній гвинтовій лінії, діаметром 8 мм - по двозахідній гвинтовій лінії.
1.8. Арматурна сталь класу А-II (А300), виготовлена у звичайному виконанні, профілем, наведеним на рис. 1а, та спеціального призначення Ас-II (Ас300) профілем, наведеним начерт. 2а повинна мати виступи, що йдуть по гвинтових лініях з однаковим заходом на обох сторонах профілю.
Сталь класу А-III (А400), що виготовляється профілем, наведеним на рис. 1б і класів А-IV (А600), А-V (А800), А-VI (А1000) профілем, наведеним на рис. 1б, 2б, повинна мати виступи по гвинтових лініях, що мають з одного боку профілю правий, а з іншого - лівий заходи.
Арматурну сталь спеціального призначення класу Ас-II (Ас300) виготовляють профілями, наведеними на рис. 1а чи 2а.
Профіль, наведений на рис. 2а, спеціального призначення виготовляється за погодженням виробника із споживачем. Форма та розміри профілів, наведених на рис. 2а і б можуть уточнюватися.

Чорт. 1

Чорт. 2
1.9. Розміри та граничні відхилення розмірів арматурної сталі періодичного профілю, що виготовляється за рис. 1а і б повинні відповідати наведеним в табл. 2, а по рис. 2аі б - наведеним у табл. 3.
Таблиця 2
Розміри, мм

Примітка. На вимогу споживача граничні відхилення розміру d 1 не повинні перевищувати граничних відхилень d плюс подвійні граничні відхилення h.
Таблиця 3
Розміри, мм

1.10. Відносні усунення гвинтових виступів по сторонах профілю, поділених поздовжніми ребрами, не нормуються.
Розміри, на які не встановлені граничні відхилення, наведені для побудови калібру та на готовому профілі не перевіряються.
1.11. Овальність гладких профілів (різниця найбільшого та найменшого діаметрів водному перерізі) не повинна перевищувати суми плюсового та мінусового граничних відхилень по діаметру.
1.9. – 1.11. (Змінена редакція. Зм. № 3).
1.12. Арматурну сталь класів А-I (А240) та А-II (А300) діаметром до 12 мм і класу А-III (А400) діаметром до 10 мм включно виготовляють у мотках чи стрижнях, великих діаметрів – у стрижнях. Арматурну сталь класів MV (А600), А-V (А800) і А-VI (А1000) всіх розмірів виготовляють у стрижнях, діаметром 6 і 8 мм виготовляють за погодженням виробника зі споживачем у мотках.
1.13. Стрижні виготовляють довжиною від 6 до 12 м:
мірної довжини;
мірної довжини з немірними відрізками завдовжки щонайменше 2 м трохи більше 15% від маси партії;
немірної довжини.
У партії стрижнів немірної довжини допускається наявність стрижнів довжиною від 3 до 6 м трохи більше 7% від маси партії.
За погодженням виробника із споживачем допускається виготовлення стрижнів від 5 до 25 м.
1.14. Граничні відхилення по довжині мірних стрижнів повинні відповідати наведеним у табл. 4.
Таблиця 4
Стрижні підвищеної точності виготовляють на вимогу споживача.
1.15. Кривизна стрижнів має перевищувати 0,6% вимірюваної довжини.
Приклади умовних позначень.
Арматурна сталь діаметром 20 мм, класу А-II (А300):
20-А-11 ГОСТ 5781-82
Арматурна сталь діаметром 18 мм, класу А-I (А240):
18-А-1 ГОСТ 5781-82
У позначенні стрижнів класу А-II (А300) спеціального призначення додається індекс з Ас-II (Ас300).
(Змінена редакція, Зм. №4).
2. Технічні вимоги
2.1. Арматурну сталь виготовляють відповідно до вимог цього стандарту з технологічного регламенту, затвердженого в установленому порядку.
2.2. Арматурну сталь виготовляють з вуглецевої та низьколегованої сталі марок, зазначених у табл. 5. Марка сталі вказується споживачем на замовлення. За відсутності вказівки марку сталі встановлює підприємство-виробник. Для стрижнів класу А-IV (А600) маркісталі встановлюють за погодженням виробника зі споживачем.
Таблиця 5

Примітки:
- Допускається виготовлення арматурної сталі класу А (А800) зі сталі марок22Х2Г2АЮ, 22Х2Г2Р, і 22Х2Г2СР.
- Розміри, зазначені у дужках, виготовляють за згодою виробника зі споживачем.
(Змінена редакція, Зм. № 3, 4).
2.3. Хімічний склад арматурної вуглецевої сталі повинен відповідати ГОСТ 38088 низьколегованої сталі - нормам, наведеним у табл. 6
Таблиця 6

2.3.1. У сталі марки 20ХГ2Ц допускається збільшення масової частки хрому до 1,7% і заміна цирконію на 0,02-0,08% титану. У сталі марки 23Х2Г2Т допускається заміна титану на 0,050,10% цирконію. В цьому випадку в позначенні стали марки 20ХГ2Ц замість букви Ц ставлять букву Т, сталі марки 23Х2Г2Т замість букви Т ставлять букву Ц.
У сталі марки 32Г2Рпс допускається заміна алюмінію титаном чи цирконієм у рівних одиницях.
2.3.2. Масова частка азоту сталі марки 22Х2Г2АЮ повинна становити 0,015-0,030%,масова частка залишкового азоту сталі марки 10ГТ - трохи більше 0,008%.
2.3.3. Масова частка бору сталі марок 22Х2Г2Р, 20Х2Г2СР і 32Г2Рпс має бути 0,0010,007%. У сталі марки 22Х2Г2АЮ допускається добавка бору 0,001-0,008%.
2.3.4. Допускається добавка титану в сталь марок 18Г2С, 25Г2С, 35ГС з розрахунку його масової частки в готовому прокаті 0,01-0,03%, в сталь марки 35ГС з розрахунку його масової долив готовому прокаті, виготовленому в мотках, 0,01-0 %.
2.4. Відхилення за хімічним складом у готовому прокаті з вуглецевих сталей - по ГОСТ 380-88, з низьколегованих сталей за дотримання норм механічних властивостей - потабл. 7. Мінусові відхилення за вмістом елементів (крім титану та цирконію, а для марки стали 20Х2Г2СР кремнію) не обмежують.
Таблиця 7

Примітка. За погодженням виробника зі споживачем сталь може виготовлятися з іншими відхиленнями за вмістом хрому, кремнію та марганцю.
(Змінена редакція, Зм. № 3).
2.5. Арматурну сталь класів А-I (А240), А-II (А300), А-III (А400), А-IV (А600) виготовляють гарячекатаною, класу А-V (А800) - з низькотемпературною відпусткою, класу А-VI( А1000) - з низькотемпературною відпусткою або термомеханічною обробкою в потоці прокатного стану.
Допускається не проводити низькотемпературну відпустку сталі класів А-V (А800) та А-VI (А1000) за умови отримання відносного подовження не менше 9% та рівномірного подовження не менше 2% при випробуванні протягом 12 годин після прокатки.
2.6. Механічні властивості арматурної сталі повинні відповідати нормам, зазначеним у табл. 8.
Для сталі класу А-II (А300) діаметром понад 40 мм допускається зниження відносного подовження на 0,25% за кожен міліметр збільшення діаметра, але з більш ніж 3%.
Для сталі класу Ас-II (Ас300) допускається зниження тимчасового опору до 426
МПа (43,5 кгс/мм 2) при відносному подовженні 5 30% і більше.
Для сталі марки 25Г2С класу А-III (А400) допускається зниження тимчасового опору до 560 МПа (57 кгс/мм 2) при межі плинності не менше 405 МПа (41 кгс/мм 2), відносному подовженні 5 не менше 20%.
2.7. Статистичні показники механічних властивостей стрижнів арматурної сталіперіодичного профілю повинні відповідати додатку 1, з підвищеною однорідністю механічних властивостей - додатком 1 та табл. 9.
Імовірність забезпечення механічних властивостей, зазначених у табл. 8, має бути не менше 0,95.
(Змінена редакція, Зм. № 3).
Таблиця 8

Примітки:
- За погодженням виробника зі споживачем допускається не проводити випробування на ударну в'язкість арматурної сталі класу Ас-II.
- (Виключений, Изм. № 3).
- Для арматурної сталі класу А-IV діаметром 18 мм сталі марки 80С норма вигину в холодному стані встановлюється не менше 30 °.
- Для арматурної сталі класу А-I (А240) діаметром понад 20 мм при вигині в холодному стані на 180 ° с = 2d, класу А-II (А300) діаметром понад 20 мм с = 4d.
- У дужках вказано умовні позначення класу арматурної сталі за межею плинності.
(Змінена редакція, Зм. № 1, 3, 5).
2.8. На поверхні профілю, включаючи поверхню ребер і виступів, не повинно бути розкочених тріщин, тріщин напруги, рванин, прокатних полон і заходів сонця.
Допускаються дрібні ушкодження ребер і виступів, у кількості трохи більше трьох на 1 м довжини, і навіть незначна іржа, окремі розкочені забруднення, відбитки, напливи, сліди розкочаних бульбашок, горобина і лускатість не більше допускаемых отклонений за розмірами.
(Змінена редакція, Зм. № 2).
2.9. Зварюваність арматурної сталі всіх марок, крім 80С, забезпечується хімічним складом та технологією виготовлення.
2.10. Вуглецевий еквівалент  для зварювальної стрижневої арматури
для зварювальної стрижневої арматури
із низьколегованої сталі класу А-III (А400) має бути не більше 0,62.
(Запроваджено додатково, Зм. № 5).
Таблиця 9

Примітки:
- S - середньоквадратичне відхилення у генеральній сукупності випробувань;
- So - середньоквадратичне відхилення у партії-плавці;
- х - середнє значення у генеральній сукупності випробувань;
- ~ - Мінімальне середнє значення в партії-плавці.
- Для арматурної сталі в мотках діаметром 6 і 8 мм допускається підвищення норм S і S 0 на 4,9 МПа (0,5 кгс/мм 2).
3. (Виключений, Изм. № 5).
3. Правила приймання
3.1. Арматурну сталь приймають партіями, що складаються з профілів одного діаметра, одного класу, однієї плавки-ковша та оформленими одним документом про якість.
Маса партії має бути до 70 т.
Допускається збільшувати масу партії до маси плавки-ковша.
3.2. Кожна партія супроводжується документом про якість за ГОСТ 7566-81 з додатковими даними:
номер профілю; клас;
мінімальне середнє значення x~ та середньоквадратичні відхилення S 0 у партії величин
σ T (σ 0,2) та σ B
результати випробувань на вигин у холодному стані;
значення рівномірного подовження для сталі класу А-IV (А600), А-V (800), А-VI (А1000).
3.3. Для перевірки розмірів та якості поверхні відбирають:
при виготовленні арматурної сталі у стрижнях – не менше 5% від партії; при виготовленні в мотках - два мотки від кожної партії.
(Змінена редакція, Зм. № 3).
3.4. Для перевірки хімічного складу проби відбирають згідно з ГОСТ 7565-81.
Масову частку алюмінію виробник визначає періодично, але не рідше одного разу на квартал.
3.5. Для перевірки на розтяг, вигин та ударну в'язкість від партії відбирають два стрижні. Для підприємства-виробника інтервал відбору стрижнів має бути не менше половини
часу, витраченого на прокатку одного розміру профілю однієї партії.
(Змінена редакція, Зм. № 3).
3.6. При отриманні незадовільних результатів випробувань хоча б за одним із показників повторні випробування проводять за ГОСТ 7566-81.
4. Методи випробувань
4.1. Хімічний аналіз стали проводять за ГОСТ 12344-88, ГОСТ 12348-78, ГОСТ 12350-78, ГОСТ 12352-81, ГОСТ 12355-78, ГОСТ 12356-81, ГОСТ 18895-81 або іншими методами.
4.2. Діаметр і овальність профілів вимірюють на відстані не менше 150 мм від кінця стрижня або на відстані не менше 1500 мм від кінця мотка при масі мотка до 250 кг і не менше 3000 мм при масі мотка понад 250 кг.
4.3. Розміри перевіряють вимірювальним інструментом необхідної точності.
4.4. Від кожного відібраного стрижня для випробування на розтяг, вигин та ударну в'язкість відрізають по одному зразку.
4.5. Відбір проб для випробування на розтяг, вигин та ударну в'язкість проводять за ГОСТ7564-73.
4.6. Випробовування на розтяг проводять за ГОСТ 12004-81.
4.7. Випробування на вигин проводять за ГОСТ 14019-80 на зразках перерізом, рівним перерізу стрижня.
Для стрижнів діаметром понад 40 мм допускається випробування зразків, що розрізають уздовж осі стрижня, на оправці, діаметром, зменшеним удвічі порівняно із зазначеним у табл. 4, докладанням зусилля вигину з боку розрізу.
4.8. Визначення ударної в'язкості проводять за ГОСТ 9454-78 на зразках сконцентратором виду U типу 3 для стрижнів діаметром 12-14 мм і зразках типу 1 для стрижнів діаметром 16 мм і більше. Зразки виготовляють відповідно до вимог ГОСТ9454-78.
4.9. Допускається застосовувати статистичні та неруйнівні методи контролю механічних властивостей та маси профілів.
4.10. Кривизна стрижнів вимірюється на довжині профілю, що поставляється, але не коротше 1 м.
4.11. Визначення статистичних показників механічних властивостей відповідно до обов'язкового додатку 2.
4.12. Якість поверхні перевіряють без застосування збільшувальних приладів.
4.10 – 4.12. (Введені додатково, Зм. № 3).
4.13. Вимірювання висоти поперечних виступів періодичного профілю слід проводити по вертикальній осі поперечного перерізу арматурного прокату.
(Запроваджено додатково, Зм. № 4).
5. Упаковка, маркування, транспортування та зберігання
5.1. Упаковка, маркування, транспортування та зберігання - за ГОСТ 7566-81 з доповненнями:
кінці стрижнів з низьколегованих сталей класу А-IV (А600) повинні бути пофарбовані червоною фарбою, класу А-V - червоною та зеленою, класу А-VI (А 1000) - червоною та синьою. Допускається фарбування зв'язок на відстані 0,5 м від кінців;
стрижні упаковують у зв'язки масою до 15 т, перев'язані дротом або катанкою. На вимогу споживача стрижні пакують у зв'язки масою до 3 і 5 т.
На зв'язки фарба наноситься смугами завширшки щонайменше 20 мм на бічну поверхню по колу (щонайменше 1/2 довжини окружности) з відривом трохи більше 500 мм від торця.
На мотки фарба наноситься смугами шириною не менше 20 мм упоперек витків із зовнішнього боку мотка.
На невпаковану продукцію фарба наноситься на торець або бічну поверхню на відстані не більше 500 мм від торця.
На ярлику, прикріпленому до кожного зв'язування стрижнів, наносять прийняте позначення класу арматурної сталі (наприклад, А-III) або умовне позначення класу за межею плинності (А400).
ДОДАТОК 1
(Обов'язкове)
Вимоги до статистичних показників механічних властивостей
1. Підприємство-виробник гарантує споживачеві середні значення тимчасового опору σ B та межі плинності (фізичного σ T та умовного σ 0,2) у генеральній
сукупності - ~ і мінімальні середні значення цих показників у кожній партії-плавці - x i ; значення яких встановлюються з умов:

де x i бр - бракувальні значення величин B, 0,2, зазначені в табл. 8 цього стандарту;
t - величина квантилю, що приймається рівною 2 для класів А-II та А-III і 1,64 для стрижнів класів А-IV, А-V та А-VI.
2. Контроль якості показників механічних властивостей продукції на предприятии-изготовителе.
2.1. Необхідні показники якості профілів забезпечуються дотриманням технології виробництва та контролюються випробуванням відповідно до вимог п. 3.5, пп. 4.4 – 4.8.
2.2. Величини x i , x, S та S 0 встановлюються відповідно до результатів випробувань та положень додатка 2.
3. Контроль якості показників механічних властивостей продукції на предприятии-потребителе.
3.1. Споживач за наявності документа про якість на продукцію вищої категорії може не проводити випробування механічних властивостей.
3.2. При необхідності перевірки механічних властивостей від кожної партії проводиться випробування шести зразків, узятих з різних пакетів або мотків і від різних профілів, і за результатами перевіряється виконання умов

де х 6 – середнє значення механічних властивостей за результатами випробувань шести зразків;
Xmin – мінімальне значення результатів випробувань шести зразків.
3.3. Мінімальні значення відносного подовження 5 і рівномірного подовження р повинні бути не менше значень, наведених у табл. 8.
(Змінена редакція, Зм. № 3, 5).
ДОДАТОК 2
(Обов'язкове)
Методика визначення статистичних показників характеристик міцності механічних властивостей прокату гарячекатаного для армування залізобетонних конструкцій
Ця методика поширюється на гарячекатаний, прискорено-охолоджений, термомеханічно та термічно зміцнений прокат періодичного профілю, виготовленого в мотках або стрижнях.
Методика застосовується в оцінці надійності механічних властивостей кожної партії-плавці і сталі загалом, контролю стабільності технологічного процесу.
1. Для визначення статистичних показників механічних властивостей (межі плинності фізичного δ T або умовного δ 0,2, тимчасового опору розриву δ в) використовуються
контрольні результати випробувань, які називаються генеральними сукупностями.
2. Відповідність механічних властивостей прокату вимог нормативно-технічної документації визначається на підставі статистичної обробки результатів випробувань, що утворюють вибірку з генеральної сукупності. Усі висновки, результати і висновки, зроблені виходячи з вибірки, ставляться до всієї генеральної сукупності.
3. Вибірка - сукупність результатів контрольних випробувань, що утворюють інформаційний масив, що підлягає обробці.
У вибірку входять результати здавачів прокату одного класу, однієї марки і способу виплавки, прокатаної на один або групи близьких профілерозмірів.
4. Вибірка, на підставі якої проводиться розрахунок статистичних показників, має бути представницькою та охоплювати досить тривалий проміжок часу, але не менше трьох місяців, протягом якого технологічний процес не змінюється. За необхідності проміжок часу для вибірки можна збільшити. Перевірка однорідності вибірки щодо нормативно-технічної документації.
5. Кількість партій-плавок у кожній вибірці має бути не менше ніж 50.
6. При формуванні вибірки має дотримуватись умова випадкового відбору проб від партії-плавки. Оцінка анормальності результатів випробувань проводиться за нормативно-технічної документації.
7. При статистичній обробці визначається середнє значення х, середнє квадратичне відхилення S кожної вибірки (генеральної сукупності), середнє квадратичне відхилення всередині партії-плавки S0, а також середнє квадратичне відхилення плавкових
середніх S 1 . Величина S 1 визначається за формулою

Величини х, S визначаються за нормативно-технічною документацією.
8. Перевірку стабільності характеристик х та S проводять відповідно до ОСТ 14-34-78.
9. Величина S 0 визначається для прискорено-охолодженої, термомеханічно та термічно
зміцненої арматурної сталі тільки експериментальним методом, для гарячекатаної -експериментальним методом і методом розмаху за формулою

де ω і S ω - відповідно середнє значення та середнє квадратичне відхилення розподілу розмаху за двома випробуваннями від партії. Мінімальне значення S 0 дорівнює 1.
10. Визначення величини S 0 експериментальним методом проводиться не менше ніж на
двох плавках для кожної марки сталі, класу та профілерозміру прокату шляхом випадкового відбору не менше 100 проб від кожної плавки.
11. Величина мінімального середнього значення характеристик міцності (δT (δ0,2) і δв) в кожній партії-плавці x 2 визначається з умови x 1 = х - t. S де t - величина квантиля 1,64 для ймовірності 0,95.
12. Мінімальне значення результатів випробувань на розтяг двох зразків (n = 2) кожної партії, що піддається контролю, має бути не менше x min, що визначається за формулою

13. Для забезпечення гарантії споживачеві механічних властивостей повинні задовольнятися такі умови:

де x i бр - бракувальне значення δ т (δ 0,2) і δ вказане у відповідній нормативно-технічній документації.
(Введено додатково, Зм. № 3).
ГОСТ 5781-82
МІЖДЕРЖАВНИЙ СТАНДАРТ
СТАЛЬ ГАРЯЧЕКАТАНИЙ
ДЛЯ АРМУВАННЯ
ЗАЛІЗОБЕТОННИХ КОНСТРУКЦІЙ
ТЕХНІЧНІ УМОВИ
Дата введення 01.07.83
Цей стандарт поширюється на гарячекатану круглу сталь гладкого та періодичного профілю, призначену для армування звичайних та попередньо напружених залізобетонних конструкцій (арматурна сталь).
У частині норм хімічного складу низьколегованих сталей стандарт поширюється також на зливки, блюмси та заготівлі.
(Змінена редакція, Зм. № 4).
1. КЛАСИФІКАЦІЯ І СОРТАМЕНТ
1.1. Залежно від механічних властивостей арматурна сталь поділяється на класи A-I (А240), А-II(А300), А-ІІІ (A400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Арматурна сталь виготовляється у стрижнях або мотках. Арматурну сталь класу A-I (A240) виготовляють гладкою, класів А- II (А300), А-ІІІ (А400), A-IV (A600), A-V (A800) та A-VI (A1000) - періодичного профілю.
На вимогу споживача сталь класів А-II(А300), А-ІІІ (А400), A-IV (A600) та A-V (A800) виготовляють гладкою.
1.1, 1.2. (Змінена редакція, Зм. № 5).
1.3. Номери профілів, площі поперечного перерізу, маса 1 м довжини арматурної сталі гладкого та періодичного профілю, а також граничні відхилення по масі для періодичних профілів повинні відповідати зазначеним у .
Арматурну сталь спеціального призначення класу Ас- II (Ас300) виготовляють профілями, наведеними на або .
Профіль, наведений на , спеціального призначення виготовляють за погодженням із споживачем. Форма та розміри профілів, наведених на , можуть уточнюватися.
1.9. Розміри та граничні відхилення розмірів арматурної сталі періодичного профілю, що виготовляється по , , повинні відповідати наведеним у , а по , - наведеним у .
Розміри, мм
|
Номер профілю (номінальний діаметр dн) |
Попер. відкл |
Попер. відкл |
||||||||
|
Примітка. На вимогу споживача граничні відхилення розміру d 1не повинні перевищувати граничних відхилень dплюс подвоєні граничні відхилення h. |
Ймовірність забезпечення механічних властивостей, зазначених у , має бути не менше 0,95.
(Змінена редакція, Зм. № 3).
2.8. На поверхні профілю, включаючи поверхню ребер і виступів, не повинно бути розкочених тріщин, тріщин напруги, рванин, прокатних полон і заходів сонця.
Допускаються дрібні пошкодження ребер і виступів, у кількості не більше трьох на 1 м довжини, а також незначна іржа, окремі забруднення, що розкотили, відбитки, напливи, сліди розкочаних бульбашок, горобина і луска в межах допусканих відхилень за розмірами.
(Змінена редакція, Зм. № 2).
2.9. Зварюваність арматурної сталі всіх марок, крім 80С, забезпечується хімічним складом та технологією виготовлення.
2.10. Вуглецевий еквівалент ![]() для стрижневої арматури, що зварюється, з низьколегованої сталі класу А-III (А400) повинен бути не більше 0,62.
для стрижневої арматури, що зварюється, з низьколегованої сталі класу А-III (А400) повинен бути не більше 0,62.
(Запроваджено додатково, Зм. № 5).
Масову частку алюмінію виробник визначає періодично, але не рідше одного разу на квартал.
4. МЕТОДИ ВИПРОБУВАНЬ
4.1 Хімічний аналіз стали проводять за ГОСТ 12344, ГОСТ 12348, ГОСТ 12350, ГОСТ 12352, ГОСТ 12355, ГОСТ 12356, ГОСТ 18895 або іншими методами, що забезпечують необхідну точність.
4.2. Діаметр та овальність профілів вимірюють на відстані не менше 150 мм від кінця стрижня або на відстані не менше 1500 мм від кінця мотка при масі мотка до 250 кг і не менше 3000 мм при масі мотка понад 250 кг.
4.3. Розміри перевіряють вимірювальним інструментом необхідної точності.
4.6. Випробування на розтягування проводять поГОСТ 12004.
4.7. Випробування на вигин проводять за ГОСТ 14019 на зразках перерізом, рівним перерізу стрижня.
Для стрижнів діаметром понад 40 мм допускається випробування зразків, що розрізають уздовж осі стрижня, на оправці, діаметром, зменшеним удвічі порівняно із зазначеним у , з додатком зусилля вигину з боку розрізу.
4.8. Визначення ударної в'язкості проводять заГОСТ 9454на зразках із концентратором виду U типу 3 для стрижнів діаметром 12 - 14 мм та зразках типу 1 для стрижнів діаметром 16 мм і більше. Зразки виготовляють відповідно до вимог ГОСТ 9454.
4.9. Допускається застосовувати статистичні та неруйнівні методи контролю механічних властивостей та маси профілів.
4.10. Кривизна стрижнів вимірюється на довжині профілю, що поставляється, але не коротше 1 м.
4.11. Визначення статистичних показників механічних властивостей відповідно до обов'язкового.
4.12. Якість поверхні перевіряють без застосування збільшувальних приладів.
4.10 - 4.12. (Введені додатково, Зм. № 3).
4.13. Вимірювання висоти поперечних виступів періодичного профілю слід проводити вертикальної осі поперечного перерізу арматурного прокату.
(Запроваджено додатково, Зм. № 4).
5. УПАКОВКА, МАРКУВАННЯ, ТРАНСПОРТУВАННЯ ТА ЗБЕРІГАННЯ
5.1. Упаковка, маркування, транспортування та зберігання - по
- 28.10.2019 о 10:19 Підприємство AKJ-Tradeкупить:
Будівельна арматура Ø10ммсталь: А-400 ГОСТ 34028-2016, у наступному обсязі: 9.87 тн
Будівельна арматура Ø12ммсталь: А-400 ГОСТ 34028-2016, в наступному обсязі: 19.98 тн
Будівельна арматура Ø20ммсталь: А-400 ГОСТ 34028-2016, у наступному обсязі: 1.98 тнУточнення замовника: Сталь арматурна гарячекатанна Ø12мм, А-400 ГОСТ 34028-2016 тн 9.870 Сталь арматурна гарячекатанна Ø12мм, А-400 ГОСТ 34028-2016 тн 19.980 Сталь арматурна 00 -2016 тн 1,98 тонн відповісти на заявку
- 26.10.2019 о 07:08 Організація (контактна особа: Олексій)бажає придбати:
Будівельна арматура 12ммдовжина: 12м сталь: А3, у наступному обсязі: 20 тнКоментар замовника: Тільки мірна відповісти на заявку
- 25.10.2019 о 16:57 Організація (контактна особа: Дмітрій)бажає купити:
Будівельна арматура 12
Будівельна арматура 16сталь: 25Г2С ГОСТ 5781-82, у наступному обсязі: 15 м/п
Будівельна арматура 20сталь: 25Г2С ГОСТ 5781-82, в наступному обсязі: 20 тн
Будівельна арматура 22сталь: 25Г2С ГОСТ 5781-82, в наступному обсязі: 0.85 тн
Будівельна арматура 25сталь: 25Г2С ГОСТ 5781-82, в наступному обсязі: 30 тн
Будівельна арматура 28сталь: 25Г2С ГОСТ 5781-82, у наступному обсязі: 40 м/п
Будівельна арматура 32сталь: 25Г2С ГОСТ 5781-82, в наступному обсязі: 50 тн
Будівельна арматура 8
Будівельна арматура 10сталь: ГОСТ 5781-82, у наступному обсязі: 10 тнПобажання замовника: Арматура А ІІІ ø 12 мм 25Г2С ГОСТ 5781-82 т 20,00 Арматура А ІІІ ø 16 мм 25Г2С ГОСТ 5781-82 т 15,00 Арматура А ІІІ ø 20 мм 25Г2С ГОСТ 5781-82 т 2 25Г2С ГОСТ 5781-82 т 0,85 А III ø 25 мм 25Г2С ГОСТ 5781-82 т 30,0 А III ø 28 мм 25Г2С ГОСТ 5781-82 т 40,00 А III ø 32 мм 25Г2С 00 А I ø 8 прутки ГОСТ 5781-82 т 10,00 А I ø 10 прутки ГОСТ 5781-82 т 10,00 відповісти на заявку
- 23.10.2019 об 11:16 Організація (контактна особа: Анатолій)купить:
Труби сталеві, електрозварні 89у наступному обсязі: 200 м/п
Труби сталеві, електрозварні 57
Труби сталеві, електрозварні 20у наступному обсязі: 100 м/п
Заглушка сталева 89у наступному обсязі: 4 шт
Трійник сталевий 57у наступному обсязі: 2 шт
Кран кульовий 57у наступному обсязі: 3 шт
Кран кульовий 20у наступному обсязі: 12 шт
Кутник сталевий 50х50
Будівельна арматура 6у наступному обсязі: 20 м/п
Різьблення 20
Зганяння 20у наступному обсязі: 24 шт
Муфта 20у наступному обсязі: 24 штУточнення замовника: Сигналізатор загазованості на СН4 і СО та електромагнітним клапаном шт 8 Вогнезапірний клапан газовий 20 шт 8 Підведення газове 20 Трубопровідна арматура (заглушка, трійник, кран кульовий, муфта) більше 100шт Арматура 6мм Трубопроводи сталеві електрос00 відповісти на заявку
- 22.10.2019 о 18:44 Підприємство ТОВ "МАРАТА"бажає придбати:
Будівельна арматура 8 Будівельна арматура 10 Будівельна арматура 12у наступному обсязі: 1.1 тн Будівельна арматура 14у наступному обсязі: 2.1 тн Будівельна арматура 16у наступному обсязі: 3.1 тн Будівельна арматура 20у наступному обсязі: 6.1 тн Будівельна арматура 22у наступному обсязі: 6 тн Кутник сталевий 160/160/16у наступному обсязі: 4.5 тн Сталевий лист, гарячекатаний 10/1500 Сталевий лист, гарячекатаний 12/1500довжина: 6000 у наступному обсязі: 8 тн Сталевий лист, гарячекатаний 16/1500довжина: 6000 у наступному обсязі: 1 тн Сталевий лист, гарячекатаний 20/1500довжина: 6000 у наступному обсязі: 2.5 тн Смуга сталева 35/100у наступному обсязі: 1.5 тн Сітка зварна, сталева 50/50/4у наступному обсязі: 1500 м2 Дріт 04у наступному обсязі: 0.4 тнКоментар замовника: Доброго вам дня. Прохання розрахувати вартість з доставкою до станції навантаження Ростокіно МО або до місця відвантаження: ст. Обська СЖД, Ямало-Ненецький АТ Чекаємо на Ваші пропозиції. відповісти на заявку
Оголошення продати купити Будівельна арматура ДЕРЖСТАНДАРТ ГОСТ 5781-82 в регіоні "Москва"
Поставимо запірну арматуру
Устаткування (промислова арматура)
1.скло Клінгера (Дюренса) для покажчиків рівня (скло Клінгера рифлене, скло Дюренса гладке, кварцова труба, ілюмінаторне скло), Ви можете замовити у нас скла з нестандартною шириною та довжиною, виготовлені за кордоном (у нас зазвичай...
Арматура
Продам арматуру Нову А500 Ф20х9000, Вага 10т. ф20х10500. Вага 20т ф18х10500 Вага 5т. Ціна 25р. за кг.
Постачання запірно-регулюючої арматури
Інженерна компанія Армарост, офіційний постачальник брендів АДЛ, ABRA, ORBINOX, ADCA, АСТА.
Пропонуємо постачання запорно-регулюючої арматури
- Клапани редукційні
- Клапани перепускні
- Регулятори перепаду тиску
- Клапани 2/3 - ходові
- Клапани з...
Продам лежалу Арматура ф 25; ф 32. 2018 р
Продам лежачу Арматура ф 25; ф 32. 2018 р
Продаємо одним лотом: Арматура ф 25; ф 32. 2018 р
Продаємо одним лотом: Арматура ф 25; ф 32. 2018 р
Куплю лежав металопрокат
На постійній основі наша організація купує будівельний металопрокат неліквідний! Купуємо складські залишки, залишки з будмайданчиків, неліквід, некондиція! Наша потреба-Арматура, балка двотаврова, труба, швелер, дріт, труба профільна, труба б/у. (металопрокат)
Купую арматуру, швелер, куточок, двотавр балку, листове залізо (гарячий, холодняк), лист рифлений, трубу профільну
Куплю арматуру балку трубу лист швелер куточок лежав металопрокат
Купую арматуру, швелер, куточок, двотавр балку, листове залізо (гарячий, холодняк), лист рифлений, трубу профільну, трубу, оцинковане залізо, просічення, профнастил, дріт, круги Усі розміри. Будь-який обсяг. Вивезу сам чи надам транспорт. Новий, лежавий та БУ металопрокат Куплю п...
Куплю Купуємо склострічку ЛЕС ЛЕСб
ПромЛенти ТОВ на постійній основі, для власних потреб, закуповує неліквіди та складські залишки електроізоляційних матеріалів: Поліімідна плівка П-ПМ/180/КО та інші поліімідні плівки Стрічка ЛЕТСАР КФ0,5 та ЛЕТСАР КП 0,2 . Кіперна стрічка Тафтяна стрічка Емідоф...
Арматуру Залишки, Лежаю
На постійній основі набуваємо металопрокат (арматура, труба, балка, швелер, лист, дроту, катанка, куточок і т. д.) інтересу будь-якої складності, стану, , співпрацюємо з прорабами і снабженцами ... Будь-яка форма оплати, надамо автотранспорт!
Щоденне автоматичне оновлення бази даних. Завжди у наявності, всі діаметри, всі види сталі, ГОСТ.
Кожен відвідувач, який використовує запит. "ціни на будівельну арматуру", знайде необхідну інформацію на нашому металургійному порталі, у розділі - сортовий прокат. Щодня оновлювана інформація за цінами на весь сортамент арматури, дозволяє користувачеві легко орієнтуватися та аналізувати ринок металопрокату за позицією". Інформація автоматично оновлюється за авторизованими користувачами - Основними постачальниками Регіону.

Зручна навігація сайту дозволяє швидко та ємно надати інформацію за запитами. "куплю арматуру" або "ціна за метр". А на сторінках кожного розміру продукції розташований зручний металокалькулятор і користувач може легко розрахувати не тільки вагу, але й визначити загальну вартість необхідної кількості арматури по кожному постачальнику.
Тепер для того щоб вигідно купити, Вам достатньо вибрати необхідний Вам діаметр, і Ви легко зорієнтуєтеся в ринковій вартості за пропозиціями Основних Постачальників міста Москва.
Саме на нашому єдиному металургійному порталі Ваш потенційний покупець отримає найповнішу інформацію на запит — арматура заводу. Враховуючи той факт, що у нас представлений повний сортамент арматури, розміщення Вашого прайс-листа на сторінках порталу принесе Вам цільові «конверсійні» дзвінки покупців. Що підвищить імідж Вашої організації та зміцнить Ваш авторитет на ринку металопрокату.
Будівельна арматура ГОСТ 5781-82 - купити в місті Москва.
Для того щоб знайти постачальника сортаменту - Будівельна арматура ДЕРЖСТАНДАРТ 5781-82, вам не потрібно довго блукати по інтернету і шукати сайти постачальників, порівнювати ціни, телефонувати і уточнювати наявність. Ми пропонуємо Вам автоматично надіслати Вашу Заявку на покупку всім основним Постачальникам не лише Вашого регіону, а й у вибраних Вами регіонах РФ та СНД.
Всього 3 хвилини та Постачальники самі дадуть відповідь Вам через електронну пошту про наявність, ціну та терміни поставки. Вам запропонують оптові та роздрібні ціни, сформують комерційну пропозицію щодо доставки, різання та навіть монтажу по всіх видах металопрокату.
Фактично Ви оголосите Тендер у Вашому місті.
Для того, щоб відправити заявку або створити свій Тендер, перейдіть за посиланням:
Наша автоматична система дуже проста. сайт – це інформаційний портал, тут представлені ціни основних постачальників металопрокату із щоденним оновленням цінових пропозицій. Як тільки Ви відправите свою заявку на поставку, система автоматично сповістить всіх постачальників у місті Москва, а також в інших вказаних Вами регіонах. Отримавши Ваш запит, постачальники зроблять відповідний розрахунок та пропонують Вам найкращі ціни!
Характеристики сортаменту: "Будівельна арматура ГОСТ 5781-82"
Купуючи арматуру, Вам необхідно визначити необхідний тип цієї арматури за класифікацією та призначенням, залежно від того, яке саме навантаження діятиме на цей матеріал. Від цього залежатиме вартість і кількість продукції, що купується.
Арматару це вид сортового металопрокату, що являє собою сталеві рифлені або гладкі стрижні, що широко використовується для армування залізобетонних конструкцій.
За призначенням арматуру поділяють:
· Робоча арматура (перетин призначається за розрахунком, приймає зусилля в елементах від основного навантаження)
· конструктивна (розподільна) (перетин призначається за мінімальним відсотком армування, сприймає усадку/розширення, температуру впливу)
· Монтажна (встановлюється для об'єднання робочої та конструктивної в сітки та каркаси)
· Анкерна (заставні деталі)

Класифікація арматури з орієнтації:
· Поперечна — арматура, яка перешкоджає утворенню похилих тріщин від напруг, що виникають поблизу опор і пов'язує бетон стиснутої зони з арматурою в розтягнутій зоні;
· Поздовжня - арматура, яка сприймає розтягувальні напруги і перешкоджає утворенню вертикальних тріщин у розтягнутій зоні конструкції.
За умовами застосування буває:
Сталева будівельна арматура, Як вид будівельного металопрокату, є найбільш затребуваним матеріалом у сфері будівництва та містобудування. Її застосовують у монолітному будівництві, у виробництві залізобетонних виробів, при спорудженні різних металоконструкцій. У цих випадках арматура завжди грає роль сполучного елемента.
Відмінні риси: переріз круглої форми, рифлена або гладка поверхня. Властивості залежать від прокатної сталі, що використовується для формування. Маленький діаметр є причиною широкого використання продукції такого виду в конструкціях, де зварювання є основним способом. Цей вид металопрокату має велику популярність при виготовленні арматурних сіток, металевих каркасів, сіток, виготовлених за допомогою методу зварювання, у будівництві, а також армуванні металевих конструкцій з бетону.
Постачання в прутках та бухтих. Виробництва вимагає використання методу високотемпературної прокатки із високоякісної сталі. Якості металу визначають легуючі елементи, що додаються під час виробництва. Відмінні характеристики: висока стійкість до впливу зовнішніх факторів та невелика вага. Особливості застосування такі ж, як і в арматури з діаметром дроту 6мм.
Профіль круглого перерізу, що має поверхню високого рівня гладкості або з рифленням. Має мірну та немірну довжину. Постачання проводиться бухти, іноді у вигляді дроту. Міцний та довговічний матеріал. Основними сферами застосування є плоскі та сітки в рулонах, зварні конструкції, армовані каркаси.
Кругла форма перерізу, гладка або поверхня з рифленнями. Формування передбачає використання легованої сталі. Основні характеристики - жорсткість та міцність. У виробництві матеріал необхідний для роботи з армованими бетонними виробами, у дорожньому будівництві, залізобетонних конструкціях, для виконання зварних каркасів і металевих сіток.
Стрижні круглого перерізу, клас А-1 для гладкої поверхні, для рифленої - А-3). Виробництво регламентоване ГОСТ 5781-82 та здійснюється виключно на прокатних верстатах. Фізичні властивості визначає марка сталі, що використовується. Підходящий матеріал для зміцнення фундаментів, армування залізобетонних конструкцій, виготовлення каркасів для нафтохімічної промисловості.Широко затребувана для армування бетонних будівельних конструкцій. Особливості хімічного складу способу збільшення міцності арматури дають характеристику її механічним властивостям. Сфера застосування: конструкції будівельного спрямування, армування фундаменту, зварні металоконструкції та арматурні каркаси, необхідна для зміцнення берегових ліній та в мостобудуванні.
10. 22мм.
Зовнішній вигляд залежить від класу арматури, а фізичні властивості – від використаної сталі, її типу та хімічного складу. Аналогічно визначається область використання арматури, тобто. згідно з властивостями прокату. До них відноситься стійкість до агресивних середовищ, вологості, а також міцність та здатність витримувати значні навантаження. Застосовується у будівництві, армуванні залізобетонних конструкцій та нафтохімічної промисловості.
11. 25мм.
Широко використовується у будівництві. Застосовується для надання додаткової надійності та міцності. Вигляд сталі визначає тип арматури. Марку стали визначають елементи, що входять до її складу.
12. 28мм.
Довжина стрижнів досягає 4 та 12 метрів. Можуть бути виготовлені з таких видів сталі: гарячекатаної, легованої різними елементами сталі з вмістом вуглецю. Основна сфера використання – будівництво, надання міцності залізобетонним конструкціям.
13. 32мм.
Для виробництва використовується вплив високих температур на сталь, що має різний хімічний склад, так званий, метод гарячої прокатки. Це дозволяє надати стрижням підвищеної міцності, збільшити стійкість до навантажень, довговічність, а також стійкість до агресивних середовищ. Будівництво - основна сфера застосування.
14. 36мм.
Може мати рифлену та гладку поверхню. Рифлення забезпечують надійне зчеплення сталі з бетоном.
15. 40мм.
Гарячекатані стрижні, які виробляються згідно з ГОСТ. Хімічний склад, основні характеристики та ступінь відповідальності конструкцій, у яких можливе використання арматури, визначаються маркою сталі та їх обробкою. Використовується у різних сферах будівництва.
Крім того, на нашому сайті розміщені прайс-листи основних постачальників, і Ви завжди можете порівняти актуальність пропозицій, що надійшли.
Заощаджуйте час та гроші!
Будівельна арматура ГОСТ 5781-82 в наявності та на замовлення, оптові та роздрібні ціни!
Також просимо звернути Вашу увагу на авторизацію користувача. Як правило, всі авторизовані постачальники металопрокату мають рейтинг та відгуки покупців. Неавторизовані користувачі в основному невеликі металотрейдери, що займаються поставкою дрібнооптових партій, що не гарантує 100% виконання останніми своїх зобов'язань за термінами та якістю продукції.
Стережіться шахраїв!
Зручна навігація порталу МЕТАЛ100 дозволяє знаходити потрібний Вам сортамент металопрокату в регіоні Москва. Порівнюйте ціни постачальників та обирайте найкращу пропозицію!
Бажаємо Вам вдалих угод!