Stal zbrojeniowa GOST 5781 82. Stal walcowana na gorąco do wzmacniania konstrukcji żelbetowych
GOST 5781-82
STANDARD MIĘDZYPAŃSTWOWY
STAL WALCOWANA NA GORĄCO
DO WZMOCNIENIA
WZMOCNIONE KONSTRUKCJE BETONOWE
WARUNKI TECHNICZNE
Data wprowadzenia 01.07.83
Niniejsza norma dotyczy stali okrągłej walcowanej na gorąco o profilach gładkich i okresowych, przeznaczonej do wzmacniania konstrukcji żelbetowych zwykłych i sprężonych (stal zbrojeniowa).
Jeśli chodzi o normy dotyczące składu chemicznego stali niskostopowych, norma ma zastosowanie również do wlewków, nalewek i kęsów.
1. KLASYFIKACJA I ASORTYMENT
1.1. W zależności od właściwości mechanicznych stal zbrojeniową dzieli się na klasy A-I (A240), A-II (A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Stal zbrojeniowa produkowana jest w prętach lub zwojach. Stal zbrojeniowa klasy A-I (A240) jest gładka, klasy A-II (A300), A-III (A400), A-IV (A600), A-V (A800) i A-VI (A1000) - profil okresowy.
Na życzenie konsumenta stal klas A-II (A300), A-III (A400), A-IV (A600) i A-V (A800) jest gładka.
1.1, 1.2. (Wydanie zmienione, zmiana nr 5).
1.3. Numery profili, pola przekroju poprzecznego, ciężar 1 m długości stali zbrojeniowej dla profili gładkich i okresowych, a także maksymalne odchyłki mas dla profili okresowych muszą odpowiadać wartościom wskazanym w tabeli. 1.
Tabela 1
| Numer profilu (nominalna średnica pręta d n) |
Obszar krzyżowy przekrój pręta, cm 2 |
Waga 1 m profilu | |
| Teoretyczny; kg | Limit odchyleń,% | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0,785 | 0,617 | +5,0 |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0-5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,040 | 6,310 | +3,0 |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | +2,0 |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.4. Średnice nominalne profili okresowych muszą odpowiadać średnicom nominalnym profili gładkich o jednakowym polu przekroju poprzecznego.
1,5. Masę 1 m profilu oblicza się na podstawie wymiarów nominalnych przy gęstości stali równej 7,85 × 10 3 kg/m 3. Prawdopodobieństwo dostarczenia masy 1 m musi wynosić co najmniej 0,9.
(Wydanie zmienione, zmiana nr 3).
1.6. Maksymalne odchylenia średnicy gładkich profili muszą być zgodne z GOST 2590 dla normalnej dokładności walcowania.
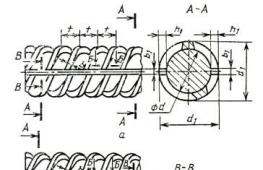
1.7. Stal do zbrojenia profili okresowych to profil okrągły z dwoma podłużnymi żebrami i występami poprzecznymi biegnącymi wzdłuż trójskokowej spirali. Dla profili o średnicy 6 mm dopuszczalne są występy biegnące po linii śrubowej jednozwojowej, a dla średnicy 8 mm - po linii śrubowej dwuzwojowej.
1.8. Stal zbrojeniowa klasy A-II (A300), produkowana w konstrukcji konwencjonalnej, o profilu pokazanym na ryc. 1 A oraz profil specjalnego przeznaczenia Ac-II (Ac300) pokazany na ryc. 2 A, musi mieć występy biegnące po liniach śrubowych z takim samym podejściem po obu stronach profilu.
Stal klasy A-III (A400), produkowana z profilem pokazanym na rys. 1 B oraz klas A-IV (A600), A-V (A800), A-VI (A1000) o profilu pokazanym na ryc. 1 B, 2B, muszą mieć występy wzdłuż linii śrubowych, które mają prawe wejścia po jednej stronie profilu i lewe wejścia po drugiej stronie.


Stal zbrojeniową specjalnego przeznaczenia klasy Ac-II (Ac300) wykonuje się z profili pokazanych na rys. 1 A lub 2 A.
Profil pokazany na rys. 2 A do celów specjalnych produkowane są na podstawie porozumienia pomiędzy producentem a konsumentem. Kształt i wymiary profili pokazane na rys. 2 A, B, można określić.
1.9. Wymiary i maksymalne odchyłki wymiarów stali zbrojeniowej o profilu okresowym, wyprodukowanej według rysunku. 1 A, B, muszą odpowiadać podanym w tabeli. 2, ale cholera. 2 A, B- podane w tabeli. 3.
Tabela 2
Wymiary, mm
| Numer profilu (średnica nominalna d n) | D | H | d 1 | godz. 1 | l | B | B 1 | R | ||
| Nie m. | Poprzednia wyłączony | Nie m. | Poprzednia wyłączony | |||||||
| 6 | 5,75 | 0,5 | ±0,25 | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | |
| 8 | 7,5 | 0,75 | 9,0 | 0,75 | 0,75 | 1,25 | 1,1 | |||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 2,0 | 1,9 | |||
| 14 | 13,0 | -0,5 | 15,5 | |||||||
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,2 | |||
| 18 | 17,0 | ±0,5 | 20,0 | |||||||
| 20 | 19,0 | 22,0 | ||||||||
| 22 | 21,0 | +0,4 | 24,0 | |||||||
| 25 | 24,0 | -0,5 | 27,0 | |||||||
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 2,5 | 3,0 | |||
| 32 | 30,5 | 34,5 | 10 | 2,0 | 3,0 | |||||
| 36 | 34,5 | +0,4 | 2,5 | ±0,7 | 39,5 | 2,5 | 12 | 3,5 | ||
| 40 | 38,5 | -0,7 | 43,5 | |||||||
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 54,0 | ||||||||
| 55 | 53,0 | +0,4 | 59,0 | 4,0 | ||||||
| 60 | 58,0 | -1,0 | ±1,0 | 64,0 | 5,0 | |||||
| 70 | 68,0 | +0,5 | 74,0 | 4,5 | 5,5 | |||||
| 80 | 77,5 | -1,1 | 83,5 | |||||||
| Notatka. Na życzenie konsumenta maksymalne odchyłki wymiarowe d 1 nie powinna przekraczać maksymalnych odchyleń D plus podwójne maksymalne odchylenia H. | ||||||||||
Tabela 3
Wymiary, mm
| Numer profilu (średnica nominalna D M) | D | H | D 1 | H 1 | H R | H B | T | B | B 1 | R 1 | A | ||
| Nie m. | Poprzednia wyłączony | Nie m. | Poprzednia wyłączony | ||||||||||
| 10 | 8,7 | 1,6 | ±0,5 | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 13,8 | 2,0 | ||||||||||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | ||||||
| 18 | 16,2 | +0,65 | 21,2 | ||||||||||
| 20 | 18,2 | -0,85 | 23,2 | 50 | |||||||||
| 22 | 20,3 | +0,4 | 25,3 | ||||||||||
| 25 | 23,3 | -0,5 | 28,3 | 14 | 1,2 | 14 | |||||||
| 28 | 25,9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 2,5 | ||||||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 2,0 | 16 | 1,5 | 3,0 | 19 | ||
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 18 | |||||
| 40 | 37,6 | 44,6 | |||||||||||
1.10. Przemieszczenia względne śrubowych występów po bokach profilu, oddzielonych podłużnymi żebrami, nie są ustandaryzowane.
Wymiary, dla których nie ustalono maksymalnych odchyleń, podane są dla konstrukcji kalibru i nie są sprawdzane na gotowym profilu.
1.11. Owalność profili gładkich (różnica największej i najmniejszej średnicy w jednym przekroju) nie powinna przekraczać sumy plus i minus maksymalnych odchyleń średnicy.
1.9 — 1.11. (Wydanie zmienione, zmiana nr 3).
1.12. Stal zbrojeniowa klas A-I (A240) i A-II (A300) o średnicy do 12 mm i klasy A-III (A-400) o średnicy do 10 mm włącznie. produkowane w kręgach lub prętach, duże średnice - w prętach. Stal zbrojeniowa klas A-IV (A600), A-V (A800) i A-VI (A1000) wszystkich rozmiarów produkowana jest w prętach o średnicy 6 i 8 mm - po uzgodnieniu między producentem a konsumentem, w zwojach.
1.13. Pręty produkowane są o długości od 6 do 12 m:
- zmierzona długość;
- długość mierzona z odcinkami niezmierzonymi o długości co najmniej 2 m, nie więcej niż 15% masy partii;
- o niezmierzonej długości.
W partii prętów o niezmierzonej długości dopuszcza się obecność prętów o długości od 3 do 6 i nie więcej niż 7% masy partii.
W drodze porozumienia między producentem a konsumentem dopuszcza się produkcję prętów o długości od 5 do 25 m.
1.14. Maksymalne odchyłki na długości prętów pomiarowych muszą odpowiadać podanym w tabeli. 4.
Tabela 4
Pręty o wysokiej precyzji produkowane są według wymagań klienta.
1,15. Krzywizna prętów nie powinna przekraczać 0,6% mierzonej długości.
Przykłady symboli
Stal zbrojeniowa o średnicy 20 mm, klasa A-II (A300):
20-A-II GOST 5781-82
To samo, o średnicy 18 mm, klasa A-I (A240):
18-A-I GOST 5781-82
Do oznaczenia prętów klasy A-II (A300) do celów specjalnych dodaje się indeks „c”: Ac-II (Ac300).
(Wydanie zmienione, zmiana nr 4).
2. WYMAGANIA TECHNICZNE
2.1. Stal zbrojeniowa produkowana jest zgodnie z wymaganiami niniejszej normy, zgodnie z zatwierdzonymi przepisami technologicznymi w określony sposób.
2.2. Stal zbrojeniowa wykonywana jest ze stali węglowej i niskostopowej gatunków wskazanych w tabeli. 5. Gatunek stali Konsument wskazuje w zamówieniu. Jeśli nie ma wskazania, gatunek stali określa producent. W przypadku prętów klasy A-IV (A600) gatunki stali ustalane są w drodze porozumienia między producentem a konsumentem.
Tabela 5
| Klasa stali zbrojeniowej | Średnica profilu, mm | gatunek stali |
| AI (A240) | 6-40 | St3kp, St3ps, St3sp |
| A-II (A300) | 10-40 | St5sp, St5ps |
| 40-80 | 1NG2S | |
| Ac-II (Ac300) | 10-32 | 10GT |
| (36-40) | ||
| A-III (A400) | 6-40 | 35GS, 25G2S |
| 6-22 | 32G2Rps | |
| A-IV (A600) | 10-18 | 80C |
| (6-8) | ||
| 10-32 | 20ХГ2Ц | |
| (36-40) | ||
| AV (A800) | (6-8) | 23Х2Г2Т |
| 10-32 | ||
| (36-40) | ||
| A-VI (A1000) | 10-22 | 22Kh2G2AYU, 22Kh2G2R, 20Kh2G2SR |
Uwagi:
- Dozwolona jest produkcja stali zbrojeniowej klasy A-V (A800). Wykonane ze stali gatunków 22Kh2G2AYU, 22Kh2G2R i 20Kh2G2SR.
- Wymiary podane w nawiasach są produkowane w drodze porozumienia pomiędzy producentem a konsumentem.
(Wydanie zmienione, zmiana nr 3, 4).
2.3. Skład chemiczny wzmacniającej stali węglowej musi być zgodny z GOST 380, stal niskostopowa - zgodnie z normami podanymi w tabeli. 6.
Tabela 6
| gatunek stali | Udział masowy pierwiastków,% | ||||||||||
| Węgiel | Mangan | Krzem | Chrom | Tytan | Cyrkon | Aluminium | Nikiel | Siarka | Fosfor | Miedź | |
| już nie | |||||||||||
| 10GT | Nie więcej niż 0,13 | 1,00 — 1,40 | 0,45 — 0,65 | Nie więcej niż 0,30 | 0,015-0,035 | — | 0,02 — 0,05 | — | 0,040 | 0,030 | 0,30 |
| 18G2S | 0,14 — 0,23 | 1,20 — 1,60 | 0,60 — 0,90 | — | — | 0,30 | 0,045 | 0,040 | |||
| 32G2Rps | 0,28 — 0,37 | 1,30 — 1,75 | Nie więcej niż 0,17 | 0,001-0,015 | 0,050 | 0,045 | |||||
| 35GS | 0,30 — 0,37 | 0,80 — 1,20 | 0,60 — 0,90 | — | 0,045 | 0,040 | |||||
| 25G2S | 0,20 — 0,29 | 1,20 — 1,60 | |||||||||
| 20ХГ2Ц | 0,19 — 0,26 | 1,50 — 1,90 | 0,40 — 0,70 | 0,90-1,20 | 0,05 — 0,14 | 0,045 | |||||
| 80C | 0,74 — 0,82 | 0,50 — 0,90 | 0,60 — 1,10 | Nie więcej niż 0,30 | 0,015-0,040 | — | 0,040 | ||||
| 23Х2Г2Т | 0,19 — 0,26 | 1,40 — 1,70 | 0,40 — 0,70 | 1,35-1,70 | 0,02 — 0,08 | 0,015-0,050 | 0,045 | ||||
| 22Х2Г2АУ | 1,50-2,10 | 0,005-0,030 | 0,02 — 0,07 | 0,040 | 0,040 | ||||||
| 22Х2Г2Р | 1,50 — 1,90 | 1,50-1,90 | 0,02 — 0,08 | 0,015-0,050 | |||||||
| 20X2G2SR | 0,16 — 0,26 | 1,40 — 1,80 | 0,75 — 1,55 | 1,40-1,80 | |||||||
2.3.1. W gatunku stali 20ХГ2Ц dopuszczalne jest zwiększenie udziału masowego chromu do 1,7% i zastąpienie cyrkonu 0,02 - 0,08% tytanu. W gatunku stali 23Х2Г2Т dopuszcza się zastąpienie tytanu 0,05 - 0,10% cyrkonu. W tym przypadku w oznaczeniu gatunku stali 20KhG2Ts zamiast litery C stosuje się literę T; stal gatunku 23Kh2G2T oznaczona jest literą T zamiast litery T.
W gatunku stali 32G2Rps aluminium można zastąpić tytanem lub cyrkonem w równych jednostkach.
2.3.2. Udział masowy azotu w stali gatunku 22Х2Г2АУ powinien wynosić 0,015 - 0,030%, udział masowy azotu resztkowego w stali gatunku 10GT nie powinien przekraczać 0,008%.
2.3.3. Udział masowy boru w gatunkach stali 22Kh2G2R, 20Kh2G2SR i 32G2Rps powinien wynosić 0,001 - 0,007%. W stali gatunku 22Х2Г2АУ dozwolony jest dodatek 0,001 - 0,008% boru.
2.3.4. Dopuszcza się dodatek tytanu do stali gatunków 18G2S, 25G2S, 35GS w przeliczeniu na jego udział masowy w gotowych wyrobach walcowanych 0,01 - 0,03%, do stali gatunku 35GS w przeliczeniu na udział masowy w gotowych wyrobach walcowanych produkowanych w kręgach 0,01 - 0,06% .
2.4. Odchylenia w składzie chemicznym gotowych wyrobów walcowanych ze stali węglowych - według GOST 380, ze stali niskostopowych, pod warunkiem zachowania norm właściwości mechanicznych - zgodnie z tabelą. 7. Minusowe odchylenia w zawartości pierwiastków (z wyjątkiem tytanu i cyrkonu oraz dla stali gatunku 20Kh2G2SR - krzemu) nie są ograniczone.
Tabela 7
| Element | Poprzednia wyłączony, % | Element | Poprzednia wyłączony, % |
| Węgiel | +0,020 | Siarka | +0,005 |
| Krzem | +0,050 | Fosfor | +0,005 |
| Mangan | +0,100 | Cyrkon | +0,010 |
| Chrom | +0,050 | ||
| Miedź | +0,050 | Tytan | ±0,010 |
| Notatka. Po uzgodnieniu pomiędzy producentem a konsumentem stal może być produkowana z innymi odchyleniami w zawartości chromu, krzemu i manganu. | |||
(Wydanie zmienione, zmiana nr 3).
2.5. Stal zbrojeniowa klas A-I (A240), A-II (A300), A-III (A400), A-IV (A600) jest walcowana na gorąco, klasa A-V (A800) - z odpuszczaniem w niskiej temperaturze, klasa A- VI (A1000) – z odpuszczaniem niskotemperaturowym lub obróbką termomechaniczną w przepływie walcarki.
Dopuszcza się nie przeprowadzanie odpuszczania w niskiej temperaturze stali klas A-V (A800) i A-VI (A1000) pod warunkiem, że po badaniu w ciągu 12 lat uzyska się wydłużenie względne co najmniej 9% i równomierne wydłużenie co najmniej 2%. godziny po rolowaniu.
2.6. Właściwości mechaniczne stali zbrojeniowej muszą odpowiadać normom określonym w tabeli. 8.
Tabela 8
| Klasa stali zbrojeniowej | Granica plastyczności σ t | Tymczasowa wytrzymałość na rozciąganie σ in | Wydłużenie względne δ5,% | Równomierne wydłużenie d r,% | Udarność w temperaturze -60°C | Test zginania i na zimno ( Z- grubość trzpienia, D- średnica pręta) | ||||
| N/mm2 | kgf/mm2 | N/mm2 | kgf/mm2 | MJ/m2 | kgf×m/cm2 | |||||
| Nie mniej | ||||||||||
| AI (A240) | 235 | 24 | 373 | 38 | 25 | — | — | — | 180°; C = D | |
| A-II (A300) | 295 | 30 | 490 | 50 | 19 | 180°; Z = 3D | ||||
| Ac-II (Ac300) | 441 | 45 | 25 | 0,5 | 5 | 180°; C = D | ||||
| A-III (A400) | 390 | 40 | 590 | 60 | 14 | — | — | 90°; Z = 3D | ||
| A-IV (A600) | 590 | 60 | 883 | 90 | 6 | 2 | 45°; Z = 5D | |||
| AV (A800) | 785 | 80 | 1030 | 105 | 7 | |||||
| A-VI (A1000) | 980 | 100 | 1230 | 125 | 6 | |||||
| Uwagi: 1. W drodze porozumienia między producentem a konsumentem niedopuszczalne jest badanie udarności stali zbrojeniowej klasy Ac-II. 2. (Skreślony, zmiana nr 3). 3. Dla stali zbrojeniowej klasy A-IV o średnicy 18 mm, stali gatunku 80C, normę zginania w stanie zimnym ustala się na co najmniej 30°. 4. Do stali zbrojeniowej klasy A-I (A240) o średnicy powyżej 20 mm przy gięciu na zimno 180° Z = 2D, klasa A-II (A300) o średnicy St. 20 mm Z = 4D. 5. W nawiasach podano symbole granicy plastyczności. |
||||||||||
(Wydanie zmienione, zmiany nr 1, 3, 5).
Do stali klasy A-II (A300) o średnicy St. 40 mm, dopuszcza się zmniejszenie wydłużenia względnego o 0,25% na każdy milimetr wzrostu średnicy, nie więcej jednak niż 3%.
Dla stali klasy Ac-II (Ac300) dopuszczalne jest zmniejszenie wytrzymałości na rozciąganie do 426 MPa (43,5 kgf/mm 2) przy wydłużeniu względnym: δ 5 30% lub więcej.
Dla stali gatunku 25G2S klasy A-III (A400) dopuszczalne jest zmniejszenie wytrzymałości na rozciąganie do 560 MPa (57 kgf/mm2) przy granicy plastyczności co najmniej 405 MPa (41 kgf/mm2) i wydłużeniu względnym δ5 co najmniej 20%.
2.7. Statystyczne wskaźniki właściwości mechanicznych prętów zbrojeniowych o profilu okresowym muszą odpowiadać Załącznikowi 1, przy zwiększonej jednorodności właściwości mechanicznych - Załącznikowi 1 i Tabeli. 9.
Prawdopodobieństwo osiągnięcia właściwości mechanicznych podano w tabeli. 8, musi wynosić co najmniej 0,95.
(Wydanie zmienione, zmiana nr 3).
2.8. Na powierzchni profilu, łącznie z powierzchnią przetłoczeń i występów, nie powinno być żadnych pęknięć walcowanych, naprężeniowych, wad, folii walcowanych ani zachodów słońca.
Dopuszczalne są drobne uszkodzenia żeber i występów w ilości nie większej niż trzy na 1 m długości, a także drobna rdza, pojedyncze plamy od walcowania, odciski, zapadnięcia, ślady rozwijających się pęcherzyków, marszczenia i łuszczenia się w obrębie dopuszczalne odchylenia wielkości.
(Wydanie zmienione, zmiana nr 2).
2.9. Spawalność stali zbrojeniowej wszystkich gatunków, z wyjątkiem 80C, zapewnia skład chemiczny i technologia produkcji.
2.10. Odpowiednik węgla ![]() dla zbrojenia pręta spawanego wykonanego ze stali niskostopowej klasy A-III (A400) nie powinna przekraczać 0,62.
dla zbrojenia pręta spawanego wykonanego ze stali niskostopowej klasy A-III (A400) nie powinna przekraczać 0,62.
(Wprowadzono dodatkowo zmianę nr 5).
Tabela 9
| Klasa stali zbrojeniowej | Numer profilu | S | S 0 | ||||||
| Dla σ t (σ 0,2) | Dla σ in | Dla σ t (σ 0,2) | Dla σ in | Dla σ t (σ 0,2) | Dla σ in | Dla σ t (σ 0,2) | Dla σ in | ||
| MPa (kgf/mm2) | MPa (kgf/mm2) | ||||||||
| Już nie | |||||||||
| A-II (A300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| A-III (A400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,07 | |||
| A-IV (A600) | 10-22 | 69(7) | 69(7) | 39(4,0) | 39(4) | 0,09 | 0,06 | 0,05 | |
| AV (A800) | 78(8) | 78(8) | 49(5,0) | 49(5,0) | |||||
| A-VI (A1000) | 88(9) | 88(9) | 0,08 | 0,05 | 0,04 | ||||
| Uwagi: 1. S— odchylenie standardowe w ogólnej populacji testów; S 0 - odchylenie standardowe wsadu topiącego; — średnia wartość w populacji testów; — minimalna średnia wartość w procesie wytapiania wsadowego. 2. Dla stali zbrojeniowej w kręgach o średnicy 6 i 8 mm dopuszcza się podwyższenie norm S I S 0 do 4,9 MPa (0,5 kgf/mm2). 3. (Skreślony, zmiana nr 5). |
|||||||||
3. ZASADY AKCEPTOWANIA
3.1. Stal zbrojeniowa przyjmowana jest w partiach składających się z profili o tej samej średnicy, jednej klasy, jednej kadzi wytopowej i wydawana z jednym dokumentem jakości.
Masa partii powinna wynosić do 70 ton.
Dopuszcza się zwiększenie masy wsadu do masy kadzi do topienia.
3.2. Do każdej partii dołączony jest dokument jakości zgodny z GOST 7566 z dodatkowymi danymi:
— numer profilu;
— minimalna wartość średnia i odchylenia standardowe S 0 w partii wartości σ t (σ 0,2) i σ in;
— wyniki prób zginania na zimno;
- wartości wydłużenia równomiernego dla stali klas A-IV (A600), A-V (A800), A-VI (A1000).
3.3. Aby sprawdzić rozmiar i jakość powierzchni wybierz:
— w produkcji stali zbrojeniowej w prętach — co najmniej 5% partii;
- podczas produkcji i motków - po dwa motki z każdej partii.
(Wydanie zmienione, zmiana nr 3).
3.4. Aby sprawdzić skład chemiczny, pobiera się próbki zgodnie z GOST 7565.
Producent określa udział masowy aluminium okresowo, jednak nie rzadziej niż raz na kwartał.
3.5. Aby przetestować wytrzymałość na rozciąganie, zginanie i udarność, z partii wybiera się dwa pręty.
Dla producenta odstęp między doborem prętów musi wynosić co najmniej połowę czasu spędzonego na walcowaniu jednego rozmiaru profilu z jednej partii.
(Wydanie zmienione, zmiana nr 3).
3.6. W przypadku uzyskania niezadowalających wyników badań dla co najmniej jednego ze wskaźników, przeprowadza się powtarzane badania zgodnie z GOST 7566.
4. METODY BADAŃ
4.1 Analizę chemiczną stali przeprowadza się zgodnie z GOST 12344, GOST 12348, GOST 12350, GOST 12352, GOST 12355, GOST 12356, GOST 18895 lub innymi metodami zapewniającymi wymaganą dokładność.
4.2. Średnicę i owalność profili mierzy się w odległości co najmniej 150 mm od końca pręta lub w odległości co najmniej 1500 mm od końca pasma o masie motka do 250 kg i co najmniej 3000 mm przy masie motka ponad 250 kg.
4.3. Wymiary sprawdzane są za pomocą przyrządu pomiarowego o wymaganej dokładności.
4.4. Z każdego wybranego pręta wycina się jedną próbkę do badań wytrzymałości na rozciąganie, zginanie i udarność.
4,5. Pobieranie próbek do badania wytrzymałości na rozciąganie, zginanie i udarność przeprowadza się zgodnie z GOST 7564.
4.6. Próbę rozciągania przeprowadza się zgodnie z GOST 12004.
4.7. Próbę zginania przeprowadza się zgodnie z GOST 14019 na próbkach o przekroju równym przekrojowi pręta.
Dla prętów o średnicy powyżej 40 mm dopuszcza się badanie próbek wyciętych wzdłuż osi pręta na trzpieniu o średnicy zmniejszonej o połowę w stosunku do podanej w tabeli. 4, z siłą zginającą przyłożoną od strony nacięcia.
4.8. Oznaczanie udarności przeprowadza się zgodnie z GOST 9454 na próbkach za pomocą koncentratora typu U typu 3 dla prętów o średnicy 12–14 mm i próbek typu 1 dla prętów o średnicy 16 mm i większej. Próbki produkowane są zgodnie z wymaganiami GOST 9454.
4.9. Dopuszcza się stosowanie statystycznych i nieniszczących metod monitorowania właściwości mechanicznych i masy profili.
4.10. Krzywiznę prętów mierzy się na długości dostarczonego profilu, ale nie krótszej niż 1 m.
4.11. Wyznaczanie wskaźników statystycznych właściwości mechanicznych zgodnie z obowiązkowym Załącznikiem 2.
4.12. Jakość powierzchni sprawdzana jest bez użycia urządzeń powiększających.
4.10 — 4.12. (Wprowadzono dodatkowo zmianę nr 3).
4.13. Wysokość występów poprzecznych profilu okresowego należy mierzyć wzdłuż osi pionowej przekroju prętów zbrojeniowych.
(Wprowadzono dodatkowo zmianę nr 4).
5. PAKOWANIE, ETYKIETOWANIE, TRANSPORT I MAGAZYNOWANIE
5.1. Pakowanie, etykietowanie, transport i przechowywanie - zgodnie z GOST 7566 z następującymi dodatkami:
— końcówki prętów wykonane ze stali niskostopowych klasy A-IV (A600) należy pomalować farbą w kolorze czerwonym, klasy A-V - czerwono-zieloną, klasy A-VI (A1000) - czerwoną i niebieską. Dopuszcza się malowanie więzadeł w odległości 0,5 m od końców;
— pręty pakowane są w wiązki o masie do 15 ton, wiązane drutem lub walcówką. Na życzenie konsumenta pręty pakowane są w wiązki o masie do 3 i 5 ton;
Na krawaty farbę nakłada się paskami o szerokości nie mniejszej niż 20 mm na powierzchni bocznej wokół obwodu (co najmniej 1/2 długości obwodu) w odległości nie większej niż 500 mm od końca.
Farbę nakłada się na pasma pasami o szerokości nie mniejszej niż 20 mm w poprzek zwojów po zewnętrznej stronie pasma.
W przypadku produktów nieopakowanych farbę nakłada się na powierzchnię końcową lub boczną w odległości nie większej niż 500 mm od końca.
Na etykiecie dołączonej do każdej wiązki prętów oznaczone jest przyjęte oznaczenie klasy stali zbrojeniowej (np. A-III) lub symbol klasy granicy plastyczności (A400).
(Wydanie zmienione, zmiana nr 3, 5).
ANEKS 1
Obowiązkowy
WYMAGANIA DLA STATYSTYCZNYCH WSKAŹNIKÓW WŁAŚCIWOŚCI MECHANICZNYCH
≥ XI b p + T × S;
> 0,9XI b p + 3 S 0 ;
≥XI bp,
Gdzie Xip— wartości odrzucenia σ in, σ 0,2, wskazane w tabeli. 8 tej normy;
T— wartość kwantyla równa 2 dla klas A-II (A300) i A-III (A400) oraz 1,64 dla klas A-IV (A600), A-V (A800) i A-VI (A 1000).
- Kontrola jakości wskaźników właściwości mechanicznych wyrobów w zakładzie produkcyjnym
2.1. Wymagane wskaźniki jakości profili są zapewnione poprzez zgodność z technologią produkcji i kontrolowane poprzez badania zgodnie z wymaganiami punktu 3.5, paragrafy. 4,4 - 4,8.
2.2. Ilości , , S I S 0 zainstalowany zgodnie z wynikami badań i postanowieniami Załącznika 2.
- Kontrola jakości wskaźników właściwości mechanicznych produktów w przedsiębiorstwie konsumenckim
3.1. Konsument, jeżeli posiada dokument jakości na produkty najwyższej kategorii jakościowej, nie może badać właściwości mechanicznych.
3.2. W przypadku konieczności sprawdzenia właściwości mechanicznych każdej partii bada się sześć próbek pobranych z różnych worków lub motków i o różnych profilach i na podstawie wyników sprawdza się spełnienie warunków
![]()
![]()
gdzie jest średnią wartością właściwości mechanicznych na podstawie wyników badań sześciu próbek;
X min to minimalna wartość wyników badań sześciu próbek.
3.3. Minimalne wartości wydłużenia względnego δ 5 i wydłużenia równomiernego δ r nie mogą być mniejsze niż wartości podane w tabeli. 8.
(Wydanie zmienione, zmiana nr 3).
ZAŁĄCZNIK 2
Obowiązkowy
METODOLOGIA
wyznaczanie wskaźników statystycznych charakterystyk wytrzymałościowych właściwości mechanicznych
stal walcowana na gorąco do wzmacniania konstrukcji żelbetowych
Technikę tę stosuje się do walcowanych na gorąco, chłodzonych przyspieszająco, wzmacnianych termomechanicznie i termicznie walcowanych profili okresowych, wykonanych w zwojach lub prętach.
Technika ta służy do oceny niezawodności właściwości mechanicznych każdej partii wytopu i stali jako całości oraz do kontroli stabilności procesu technologicznego.
- Do określenia statystycznych wskaźników właściwości mechanicznych (fizyczna granica plastyczności σ t lub warunkowa σ 0,2, wytrzymałość na rozciąganie σ v) wykorzystuje się wyniki badań kontrolnych, zwanych populacjami ogólnymi.
- Zgodność właściwości mechanicznych wyrobów walcowanych z wymaganiami dokumentacji regulacyjnej i technicznej określa się na podstawie statystycznego przetwarzania wyników badań stanowiących próbę z populacji ogólnej. Wszystkie ustalenia, wyniki i wnioski wyciągnięte z próby dotyczą całej populacji.
- Próbka to zestaw wyników testów kontrolnych, które tworzą tablicę informacyjną do przetworzenia.
Próbka obejmuje wyniki badań odbiorczych wyrobów walcowanych tej samej klasy, jednego gatunku i metody wytapiania, walcowanych w jeden lub grupę o podobnych rozmiarach profili.
Wielkie ilości S określone zgodnie z dokumentacją regulacyjną i techniczną.
Minimalna wartość S 0 równa się 1.
Gdzie Xi br - wartość odrzucenia σ t (σ 0,2) i σ in, określona w odpowiedniej dokumentacji regulacyjnej i technicznej.
(Wprowadzono dodatkowo zmianę nr 3).
DANE INFORMACYJNE
- OPRACOWANE I WPROWADZONE przez Ministerstwo Metalurgii Żelaza ZSRR, Gosstroya ZSRR
- ZATWIERDZONE I WEJŚCIE W ŻYCIE Dekretem Państwowego Komitetu ds. Standardów ZSRR z dnia 17 grudnia. Nr 4800
- ZAMIAST GOST 5.1459-72, GOST 5781-75
- DOKUMENTY REGULACYJNE I TECHNICZNE
| Oznaczenie ITD, dla którego jest podane połączyć |
Numer przedmiotu | Oznaczenie ITD, o którym mowa | Numer przedmiotu |
| GOST 380-94 | 2.3, 2.4 | GOST 12348-78 | 4.1 |
| GOST 2590-88 | 1.6 | GOST 12350-78 | 4.1 |
| GOST 7564-97 | 4.5 | GOST 12352-81 | 4.1 |
| GOST 7565-81 | 3.4 | GOST 12355-78 | 4.1 |
| GOST 7566-94 | 3.2, 3.6, 5.1 | GOST 12356-81 | 4.1 |
| GOST 9454-78 | 4.8 | GOST 14019-2003 | 4.7 |
| GOST 12004-81 | 4.6 | GOST 18895-97 | 4.1 |
| GOST 12344-2003 | 4.1 | OST 14-34-78 | Załącznik 2 |
- Okres ważności został zniesiony zgodnie z Protokołem nr 3-93 Międzystanowej Rady ds. Normalizacji, Metrologii i Certyfikacji (IUS 5-6-93)
- WYDANIE (listopad 2005) ze zmianami nr 1, 2, 3, 4, 5, zatwierdzone w lutym 1984, czerwcu 1987, grudniu 1987, październiku 1989, grudniu 1990 (5-84, 11-87, 3-88, 1- 90, 3-91).
Stal walcowana na gorąco do wzmacniania konstrukcji żelbetowych. Dane techniczne
GOST 5781-82
OKP 09 3004; 09 3005;
09 3006; 09 3007; 09 3008
Data wprowadzenia 01.07.83
DANE INFORMACYJNE
1. OPRACOWANE I WPROWADZONE przez Ministerstwo Metalurgii Żelaza ZSRR, Państwowy Komitet Budownictwa ZSRR
N.M.Woroncow, Ph.D. nauki; dr I.S. Grin nauki; K.F. Peretyatko;
G.I. Snimshchikova; A.G. Bolszowa; E.D. Gavrilenko; Doktorat nauki; K.V.Michajłow, doktor inżynierii. nauki; S.A.Madatyan, Ph.D. nauki; N.M. Mulin, Ph.D. nauki; V.Z.Meshkov, Ph.D. Nauki, B.P. Goryachev, Ph.D. nauki; B.N. Fridlyanov; V.I.Petina
2. ZATWIERDZONE I WPROWADZONE W ŻYCIE Uchwałą Państwowego Komitetu ZSRR ds. Norm z dnia 17 grudnia 1982 r. nr 4800
3. ZAMIAST GOST 5.1459-72, GOST 5781-75
4. DOKUMENTY REGULACYJNE I TECHNICZNE
| Oznaczenie przywołanego dokumentu technicznego | Numer przedmiotu |
| GOST 380-88 | 2.3, 2.4 |
| GOST 2590-88 | 1.6 |
| GOST 7564-73 | 4.5 |
| GOST 7565-81 | 3.4 |
| GOST 7566-81 | 3.2, 3.6, 5.1 |
| GOST 9454-78 | 4.8 |
| GOST 12004-81 | 4.6 |
| GOST 12344-88 | 4.1 |
| GOST 12348-78 | 4.1 |
| GOST 12350-78 | 4.1 |
| GOST 12352-81 | 4.1 |
| GOST 12355-78 | 4.1 |
| GOST 12356-81 | 4.1 |
| GOST 14019-80 | 4.7 |
| GOST 18895-81 | 4.1 |
| OST 14-34-78 | Załącznik 2 |
5. Okres ważności został zniesiony decyzją Międzystanowej Rady ds. Normalizacji, Metrologii i Certyfikacji (Protokół 3-93 z 17.02.93)
6. REISSUE (grudzień 1993) z poprawkami nr 1, 2, 3, 4, 5, zatwierdzony w lutym 1984, czerwcu 1987, grudniu 1987, październiku 1989, grudniu 1990 (5 -84, 11-87, 3-88, 1-90, 3-91), ze zmianami (IUS nr 2-3, 1994)
Niniejsza norma dotyczy stali okrągłej walcowanej na gorąco o profilach gładkich i okresowych, przeznaczonej do wzmacniania konstrukcji żelbetowych zwykłych i sprężonych (stal zbrojeniowa).
Jeśli chodzi o normy dotyczące składu chemicznego stali niskostopowych, norma ma zastosowanie również do wlewków, nalewek i kęsów.
(Wydanie zmienione, zmiana nr 4).
1. Klasyfikacja i asortyment
1.1. W zależności od właściwości mechanicznych stal zbrojeniową dzieli się na klasy A-I (A240), A-II (A300), A-III (A400); A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Stal zbrojeniowa produkowana jest w prętach lub zwojach. Stal zbrojeniowa klasy A-I (A240) jest gładka, klasy A-II (A300), A-III (A400), A-IV (A600), A-V (A800) i A-VI (A1000) - profil okresowy .
Na życzenie konsumenta stal klas A-II (A300), A-III (A400), A-IV (A600) i A-V (A800) jest gładka.
1,1; 1.2. (Wydanie zmienione, zmiana nr 5).
1.3. Numery profili, pola przekroju poprzecznego, ciężar 1 m długości stali zbrojeniowej dla profili gładkich i okresowych, a także maksymalne odchyłki mas dla profili okresowych muszą odpowiadać podanym w tabeli. 1.
1.4. Średnice nominalne profili okresowych muszą odpowiadać średnicom nominalnym profili gładkich o jednakowym polu przekroju poprzecznego.
Tabela 1

1,5. Ciężar 1 m profilu oblicza się na podstawie wymiarów nominalnych przy gęstości stali 7,85. 10 3 kg/m 3 . Prawdopodobieństwo dostarczenia masy 1 m musi wynosić co najmniej 0,9.
(Wydanie zmienione, zmiana nr 3).
1.6. Maksymalne odchylenia średnicy gładkich profili muszą być zgodne z GOST 2590-88 dla normalnej dokładności walcowania.
1.7. Stal zbrojeniowa o profilu okresowym to profil okrągły z dwoma podłużnymi żebrami i poprzecznymi występami biegnącymi wzdłuż trójskokowej linii śrubowej. Dla profili o średnicy 6 mm dopuszczalne są występy biegnące po linii śrubowej jednoskokowej, a dla średnicy 8 mm - po linii śrubowej podwójnego startu.
1.8. Stal zbrojeniowa klasy A-II (A300), produkowana w konstrukcji konwencjonalnej, o profilu pokazanym na ryc. 1a oraz specjalnego przeznaczenia Ac-II (Ac300) o profilu pokazanym na rysunku. 2a, muszą mieć występy biegnące po liniach śrubowych z takim samym podejściem po obu stronach profilu.
Stal klasy A-III (A400), produkowana z profilem pokazanym na rys. 1b oraz klasy A-IV (A600), A-V (A800), A-VI (A1000) o profilu pokazanym na ryc. 1b, 2b, powinny posiadać występy wzdłuż linii śrubowych, w których po jednej stronie profilu znajdują się wejścia prawe, a po drugiej stronie lewe.
Stal zbrojeniową specjalnego przeznaczenia klasy Ac-II (Ac300) wykonuje się z profili pokazanych na rys. 1a lub 2a.
Profil pokazany na rys. 2a, do celów specjalnych, jest wytwarzany w drodze porozumienia między producentem a konsumentem. Kształt i wymiary profili pokazane na rys. 2a i b można określić.

Gówno. 1

Gówno. 2
1.9. Wymiary i maksymalne odchyłki wymiarów stali zbrojeniowej o profilu okresowym, wyprodukowanej według rysunku. 1a i b muszą odpowiadać podanym w tabeli. 2, ale cholera. 2a i b - podano w tabeli. 3.
Tabela 2
Wymiary, mm

Notatka. Na żądanie konsumenta maksymalne odchylenia wielkości d 1 nie powinny przekraczać maksymalnych odchyleń d plus podwójne maksymalne odchylenia h.
Tabela 3
Wymiary, mm

1.10. Przemieszczenia względne śrubowych występów po bokach profilu, oddzielonych podłużnymi żebrami, nie są ustandaryzowane.
Wymiary, dla których nie ustalono maksymalnych odchyleń, podane są dla konstrukcji kalibru i nie są sprawdzane na gotowym profilu.
1.11. Owalność profili gładkich (różnica największej i najmniejszej średnicy w przekroju wodnym) nie powinna przekraczać sumy plus i minus maksymalnych odchyleń średnicy.
1.9. - 1.11. (Wydanie zmienione. Poprawka nr 3).
1.12. Stal zbrojeniowa klas A-I (A240) i A-II (A300) o średnicy do 12 mm i klasy A-III (A400) o średnicy do 10 mm włącznie produkowana jest w zwojach lub prętach, o dużych średnicach - w prętach. Stal zbrojeniowa klas MV (A600), A-V (A800) i A-VI (A1000) wszystkich rozmiarów produkowana jest w prętach o średnicy 6 i 8 mm, produkowanych w kręgach w drodze porozumienia między producentem a konsumentem.
1.13. Pręty produkowane są o długości od 6 do 12 m:
zmierzona długość;
długość mierzona z niezmierzonymi odcinkami o długości co najmniej 2 m, nie więcej niż 15% masy partii;
o niezmierzonej długości.
W partii prętów o niezmierzonej długości dopuszcza się obecność prętów o długości od 3 do 6 m, nie więcej niż 7% masy partii.
W drodze porozumienia między producentem a konsumentem możliwa jest produkcja prętów o długości od 5 do 25 m.
1.14. Maksymalne odchyłki na długości prętów pomiarowych muszą odpowiadać podanym w tabeli. 4.
Tabela 4
Pręty o wysokiej precyzji produkowane są według wymagań klienta.
1,15. Krzywizna prętów nie powinna przekraczać 0,6% mierzonej długości.
Przykłady symboli.
Stal zbrojeniowa o średnicy 20 mm, klasa A-II (A300):
20-A-11 GOST 5781-82
Stal zbrojeniowa o średnicy 18 mm w klasie A-I (A240):
18-A-1 GOST 5781-82
W oznaczeniu prętów klasy A-II (A300) do celów specjalnych dodaje się indeks c: Ac-II (Ac300).
(Wydanie zmienione, zmiana nr 4).
2. Wymagania techniczne
2.1. Stal zbrojeniowa produkowana jest zgodnie z wymaganiami niniejszej normy i zatwierdzonymi przepisami technologicznymi w określony sposób.
2.2. Stal zbrojeniowa wykonywana jest ze stali węglowej i niskostopowej gatunków wskazanych w tabeli. 5. Gatunek stali Konsument wskazuje w zamówieniu. Jeśli nie ma wskazania, gatunek stali określa producent. W przypadku prętów klasy A-IV (A600) gatunki stali są instalowane w drodze porozumienia między producentem a konsumentem.
Tabela 5

Uwagi:
- Dopuszcza się produkcję stali zbrojeniowej klasy A^(A800) ze stali gatunków 22Х2Г2АУ, 22Х2Г2Р i 22Х2Г2СС.
- Wymiary podane w nawiasach są produkowane w drodze porozumienia pomiędzy producentem a konsumentem.
(Wydanie zmienione, zmiana nr 3, 4).
2.3. Skład chemiczny wzmacniającej stali węglowej musi być zgodny z GOST 38088, stal niskostopowa - z normami podanymi w tabeli. 6
Tabela 6

2.3.1. W gatunku stali 20ХГ2Ц dopuszczalne jest zwiększenie udziału masowego chromu do 1,7% i zastąpienie cyrkonu 0,02-0,08% tytanu. W gatunku stali 23Х2Г2Т dopuszcza się zastąpienie tytanu 0,050,10% cyrkonem. W tym przypadku w oznaczeniu gatunku stali 20KhG2T zamiast litery C stosuje się literę T; w gatunku stali 23Kh2G2T zamiast litery T stosuje się literę C.
W gatunku stali 32G2Rps aluminium można zastąpić tytanem lub cyrkonem w równych jednostkach.
2.3.2. Udział masowy azotu w stali gatunku 22Х2Г2АУ powinien wynosić 0,015-0,030%, udział masowy azotu resztkowego w stali gatunku 10GT nie powinien przekraczać 0,008%.
2.3.3. Udział masowy boru w gatunkach stali 22Kh2G2R, 20Kh2G2SR i 32G2Rps powinien wynosić 0,0010,007%. W stali gatunku 22Х2Г2АУ dozwolony jest dodatek 0,001-0,008% boru.
2.3.4. Dopuszcza się dodatek tytanu do stali gatunków 18G2S, 25G2S, 35GS w oparciu o jego udział masowy w gotowych wyrobach walcowanych 0,01-0,03%, do stali gatunku 35GS w oparciu o jego dodatek masowy do gotowych wyrobów walcowanych produkowanych w kręgach w ilości 0,01-0,06%. .
2.4. Odchylenia w składzie chemicznym gotowych wyrobów walcowanych ze stali węglowych - według GOST 380-88, ze stali niskostopowych podlegających normom właściwości mechanicznych - tabela. 7. Minusowe odchylenia w zawartości pierwiastków (z wyjątkiem tytanu i cyrkonu oraz dla stali gatunku 20Kh2G2SR krzemu) nie są ograniczone.
Tabela 7

Notatka. Po uzgodnieniu pomiędzy producentem a konsumentem stal może być produkowana z innymi odchyleniami w zawartości chromu, krzemu i manganu.
(Wydanie zmienione, zmiana nr 3).
2.5. Stal zbrojeniowa klas A-I (A240), A-II (A300), A-III (A400), A-IV (A600) jest walcowana na gorąco, klasa A-V (A800) - z odpuszczaniem w niskiej temperaturze, klasa A- VI (A1000) - z odpuszczaniem niskotemperaturowym lub obróbką termomechaniczną w przepływie walcarki.
Dopuszcza się nie przeprowadzanie odpuszczania w niskiej temperaturze stali klas A-V (A800) i A-VI (A1000) pod warunkiem, że podczas badania w ciągu uzyska się wydłużenie względne co najmniej 9% i równomierne wydłużenie co najmniej 2%. 12 godzin po walcowaniu.
2.6. Właściwości mechaniczne stali zbrojeniowej muszą odpowiadać normom określonym w tabeli. 8.
W przypadku stali klasy A-II (A300) o średnicy powyżej 40 mm dopuszcza się zmniejszenie wydłużenia o 0,25% na każdy milimetr średnicy, nie więcej jednak niż o 3%.
Dla stali klasy Ac-II (Ac300) dopuszczalne jest zmniejszenie wytrzymałości na rozciąganie do 426
MPa (43,5 kgf/mm 2) z wydłużeniem względnym δ 5 wynoszącym 30% lub więcej.
Dla stali gatunku 25G2S klasy A-III (A400) dopuszczalne jest zmniejszenie wytrzymałości na rozciąganie do 560 MPa (57 kgf/mm2) przy granicy plastyczności co najmniej 405 MPa (41 kgf/mm2) i wydłużeniu względnym δ5 co najmniej 20%.
2.7. Statystyczne wskaźniki właściwości mechanicznych okresowych prętów stalowych wzmacniających profile muszą być zgodne z Załącznikiem 1, przy zwiększonej jednorodności właściwości mechanicznych - Załącznik 1 i Tabela. 9.
Prawdopodobieństwo osiągnięcia właściwości mechanicznych podano w tabeli. 8, musi wynosić co najmniej 0,95.
(Wydanie zmienione, zmiana nr 3).
Tabela 8

Uwagi:
- W drodze porozumienia między producentem a konsumentem można nie badać udarności stali zbrojeniowej klasy Ac-II.
- (Skreślony, zmiana nr 3).
- W przypadku stali zbrojeniowej klasy A-IV o średnicy 18 mm, stali gatunku 80C, prędkość gięcia na zimno ustala się na co najmniej 30°.
- Do stali zbrojeniowej klasy A-I (A240) o średnicy powyżej 20 mm przy zginaniu na zimno o 180° c = 2d, klasy A-II (A300) o średnicy powyżej 20 mm c = 4d.
- W nawiasach podano symbole klasy stali zbrojeniowej według granicy plastyczności.
(Wydanie zmienione, zmiany nr 1, 3, 5).
2.8. Na powierzchni profilu, łącznie z powierzchnią przetłoczeń i występów, nie powinny występować pęknięcia walcowane, naprężeniowe, wady, folie toczne i zachody słońca.
Dopuszczalne są drobne uszkodzenia żeber i występów w ilości nie większej niż trzy na 1 m długości, a także drobna rdza, pojedyncze zabrudzenia walcownicze, odciski, zapadnięcia, ślady rozwałkowanych pęcherzyków, marszczenia i łuski w ramach dopuszczalnych odchyleń wielkości.
(Wydanie zmienione, zmiana nr 2).
2.9. Spawalność stali zbrojeniowej wszystkich gatunków, z wyjątkiem 80C, zapewnia skład chemiczny i technologia produkcji.
2.10. Odpowiednik węgla  do spawanych prętów zbrojeniowych
do spawanych prętów zbrojeniowych
ze stali niskostopowej klasy A-III (A400) nie powinna przekraczać 0,62.
(Wprowadzono dodatkowo zmianę nr 5).
Tabela 9

Uwagi:
- S – odchylenie standardowe w ogólnej populacji testów;
- Zatem - odchylenie standardowe w partii topiącej;
- x jest wartością średnią w populacji testów;
- ~ - minimalna średnia wartość w procesie wytapiania wsadowego.
- W przypadku stali zbrojeniowej w kręgach o średnicy 6 i 8 mm dopuszczalne jest zwiększenie norm dla S i S 0 o 4,9 MPa (0,5 kgf/mm 2).
3. (skreślony, zmiana nr 5).
3. Zasady akceptacji
3.1. Stal zbrojeniowa przyjmowana jest w partiach składających się z profili o tej samej średnicy, jednej klasy, jednej kadzi wytopowej i wydawana z jednym dokumentem jakości.
Masa partii powinna wynosić do 70 ton.
Dopuszcza się zwiększenie masy wsadu do masy kadzi do topienia.
3.2. Do każdej partii dołączony jest dokument jakości zgodny z GOST 7566-81 z dodatkowymi danymi:
numer profilu; Klasa;
minimalna wartość średnia x~ i odchylenia standardowe S 0 w partii wartości
σ T (σ 0,2) i σ B
wyniki prób zginania na zimno;
wartości wydłużenia równomiernego dla stali klas A-IV (A600), A-V (800), A-VI (A1000).
3.3. Aby sprawdzić rozmiar i jakość powierzchni wybierz:
przy produkcji stali zbrojeniowej w prętach - co najmniej 5% partii; w przypadku produkcji w motkach - po dwa motki z każdej partii.
(Wydanie zmienione, zmiana nr 3).
3.4. Aby sprawdzić skład chemiczny, pobiera się próbki zgodnie z GOST 7565-81.
Producent określa udział masowy aluminium okresowo, jednak nie rzadziej niż raz na kwartał.
3.5. Aby przetestować wytrzymałość na rozciąganie, zginanie i udarność, z partii wybiera się dwa pręty. Dla producenta odstęp między próbkami prętów musi wynosić co najmniej połowę
czas spędzony na walcowaniu jednego rozmiaru profilu z jednej partii.
(Wydanie zmienione, zmiana nr 3).
3.6. W przypadku uzyskania niezadowalających wyników badań dla co najmniej jednego ze wskaźników, przeprowadza się powtarzane badania zgodnie z GOST 7566-81.
4. Metody badań
4.1. Analizę chemiczną stali przeprowadza się zgodnie z GOST 12344-88, GOST 12348-78, GOST 12350-78, GOST 12352-81, GOST 12355-78, GOST 12356-81, GOST 18895-81 lub innymi metodami zapewniającymi wymagane dokładność.
4.2. Średnicę i owalność profili mierzy się w odległości co najmniej 150 mm od końca pręta lub w odległości co najmniej 1500 mm od końca pasma o masie motka do 250 kg i co najmniej 3000 mm przy masie motka ponad 250 kg.
4.3. Wymiary sprawdzane są za pomocą przyrządu pomiarowego o wymaganej dokładności.
4.4. Z każdego wybranego pręta wycina się jedną próbkę do badań rozciągania, zginania i udarności.
4,5. Pobieranie próbek do badania wytrzymałości na rozciąganie, zginanie i udarność przeprowadza się zgodnie z GOST 7564-73.
4.6. Próbę rozciągania przeprowadza się zgodnie z GOST 12004-81.
4.7. Próbę zginania przeprowadza się zgodnie z GOST 14019-80 na próbkach o przekroju równym przekrojowi pręta.
Dla prętów o średnicy powyżej 40 mm dopuszcza się badanie próbek wyciętych wzdłuż osi pręta na trzpieniu o średnicy zmniejszonej o połowę w stosunku do podanej w tabeli. 4, przykładając siłę zginającą od strony nacięcia.
4.8. Oznaczanie udarności przeprowadza się zgodnie z GOST 9454-78 na próbkach za pomocą koncentratora U typu 3 dla prętów o średnicy 12-14 mm i próbek typu 1 dla prętów o średnicy 16 mm i większej. Próbki produkowane są zgodnie z wymaganiami GOST9454-78.
4.9. Dopuszcza się stosowanie metod statystycznych i nieniszczących monitorowania właściwości mechanicznych i ciężaru profili.
4.10. Krzywiznę prętów mierzy się na długości dostarczonego profilu, ale nie krótszej niż 1 m.
4.11. Wyznaczanie wskaźników statystycznych właściwości mechanicznych zgodnie z obowiązkowym Załącznikiem 2.
4.12. Jakość powierzchni sprawdzana jest bez użycia urządzeń powiększających.
4.10 - 4.12. (Wprowadzono dodatkowo zmianę nr 3).
4.13. Wysokość występów poprzecznych profilu okresowego należy mierzyć wzdłuż osi pionowej przekroju prętów zbrojeniowych.
(Wprowadzono dodatkowo zmianę nr 4).
5. Pakowanie, etykietowanie, transport i przechowywanie
5.1. Pakowanie, etykietowanie, transport i przechowywanie - zgodnie z GOST 7566-81 z dodatkami:
końcówki prętów wykonane ze stali niskostopowych klasy A-IV (A600) należy pomalować farbą w kolorze czerwonym, klasy A-V - w kolorze czerwonym i zielonym, klasy A-VI (A 1000) - w kolorze czerwonym i niebieskim w odległości 0,5 m od końców;
pręty pakowane są w wiązki o masie do 15 ton, wiązane drutem lub walcówką. Na życzenie konsumenta pręty pakowane są w wiązki o masie do 3 i 5 ton.
Na krawaty farbę nakłada się paskami o szerokości nie mniejszej niż 20 mm na powierzchni bocznej wokół obwodu (co najmniej 1/2 długości obwodu) w odległości nie większej niż 500 mm od końca.
Farbę nakłada się na pasma pasami o szerokości nie mniejszej niż 20 mm w poprzek zwojów po zewnętrznej stronie pasma.
W przypadku produktów nieopakowanych farbę nakłada się na powierzchnię końcową lub boczną w odległości nie większej niż 500 mm od końca.
Na etykiecie dołączonej do każdej wiązki prętów znajduje się przyjęte oznaczenie klasy stali zbrojeniowej (np. A-III) lub symbol klasy granicy plastyczności (A400).
ANEKS 1
(Wymagany)
Wymagania dotyczące statystycznych wskaźników właściwości mechanicznych
1. Producent gwarantuje konsumentowi ogólnie średnie wartości wytrzymałości na rozciąganie σ B i granicy plastyczności (fizycznej σ T i warunkowej σ 0,2).
całość - ~ i minimalne średnie wartości tych samych wskaźników w każdym wytopie wsadowym - x i ; których wartości są ustawiane z warunków:

gdzie x i br - wartości odrzucenia wartości σ B , σ 0,2 wskazane w tabeli. 8 tej normy;
t jest wartością kwantyla, przyjętą równą 2 dla klas A-II i A-III oraz 1,64 dla prętów klas A-IV, A-V i A-VI.
2. Kontrola jakości wskaźników właściwości mechanicznych wyrobów u producenta.
2.1. Wymagane wskaźniki jakości profili są zapewnione poprzez zgodność z technologią produkcji i są kontrolowane poprzez badania zgodnie z wymaganiami punktu 3.5, paragrafy. 4,4 - 4,8.
2.2. Wartości xi, x, S i S 0 ustala się zgodnie z wynikami badań i postanowieniami Załącznika 2.
3. Kontrola jakości wskaźników właściwości mechanicznych produktów w przedsiębiorstwie konsumenckim.
3.1. Konsument, jeżeli posiada dokument jakości na produkty najwyższej kategorii jakościowej, nie może badać właściwości mechanicznych.
3.2. W przypadku konieczności sprawdzenia właściwości mechanicznych każdej partii bada się sześć próbek pobranych z różnych worków lub motków i różnych profili, a na podstawie wyników sprawdza się spełnienie warunków

gdzie x 6 to średnia wartość właściwości mechanicznych na podstawie wyników badań sześciu próbek;
Xmin to minimalna wartość wyników badań sześciu próbek.
3.3. Minimalne wartości wydłużenia względnego δ 5 i wydłużenia równomiernego δ p nie mogą być mniejsze niż wartości podane w tabeli. 8.
(Wydanie zmienione, zmiana nr 3, 5).
ZAŁĄCZNIK 2
(Wymagany)
Metodologia wyznaczania wskaźników statystycznych charakterystyk wytrzymałościowych właściwości mechanicznych wyrobów walcowanych na gorąco do wzmacniania konstrukcji żelbetowych
Technikę tę stosuje się do walcowanych na gorąco, chłodzonych przyspieszająco, wzmacnianych termomechanicznie i termicznie walcowanych profili okresowych, wykonanych w zwojach lub prętach.
Technika ta służy do oceny niezawodności właściwości mechanicznych każdej partii wytopu i stali jako całości oraz do kontroli stabilności procesu technologicznego.
1. Aby określić statystyczne wskaźniki właściwości mechanicznych (fizyczna granica plastyczności δ T lub warunkowa δ 0,2, wytrzymałość na rozciąganie δ in) stosuje się
wyniki testów referencyjnych, zwane populacjami.
2. Zgodność właściwości mechanicznych wyrobów walcowanych z wymaganiami dokumentacji normatywnej i technicznej ustala się na podstawie statystycznego przetwarzania wyników badań stanowiących próbę z populacji ogólnej. Wszystkie ustalenia, wyniki i wnioski wyciągnięte z próby dotyczą całej populacji.
3. Próbkowanie – zbiór wyników badań kontrolnych tworzący tablicę informacyjną podlegającą przetworzeniu.
Próbka obejmuje wyniki badań odbiorczych wyrobów walcowanych tej samej klasy, jednego gatunku i metody wytapiania, walcowanych w jeden lub grupę o podobnych rozmiarach profili.
4. Próba, na podstawie której obliczane są wskaźniki statystyczne, musi być reprezentatywna i obejmować odpowiednio długi okres, nie krótszy jednak niż trzy miesiące, podczas którego proces technologiczny nie ulega zmianom. W razie potrzeby okres pobierania próbek można wydłużyć. Sprawdzenie jednorodności próbki zgodnie z dokumentacją regulacyjną i techniczną.
5. Liczba partii cieplnych w każdej próbce musi wynosić co najmniej 50.
6. Przy formowaniu próbki należy przestrzegać warunku losowego pobierania próbek z wsadu do wytapiania. Ocenę nieprawidłowości wyników badań przeprowadza się zgodnie z dokumentacją normatywną i techniczną.
7. Podczas obróbki statystycznej wyznacza się wartość średnią x, odchylenie standardowe S każdej próbki (populacja ogólna), odchylenie standardowe w partii cieplnej S 0, a także odchylenie standardowe wytopów
średni S 1. Wartość S 1 określa wzór

Wartości x i S są określane zgodnie z dokumentacją regulacyjną i techniczną.
8. Stabilność cech x i S sprawdza się zgodnie z OST 14-34-78.
9. Wartość S 0 wyznacza się dla chłodzenia przyspieszonego, termomechanicznego i termicznego
dla stali zbrojeniowej hartowanej tylko metodą doświadczalną, dla stali walcowanej na gorąco metodą doświadczalną i metodą wahadłową według wzoru

gdzie ω i S ω są odpowiednio wartością średnią i odchyleniem standardowym rozkładu zakresów dla dwóch testów z partii. Minimalna wartość S0 wynosi 1.
10. Wyznaczanie wartości S 0 metodą eksperymentalną przeprowadza się przynajmniej dla
dwie serie dla każdego gatunku stali, klasy i wielkości profilu wyrobów walcowanych poprzez losowy wybór co najmniej 100 próbek z każdej serii.
11. Wartość minimalnej średniej wartości charakterystyk wytrzymałościowych (δT (δ0,2) i δв) w każdej partii x 2 wyznacza się z warunku x 1 = x - t. S, gdzie t jest wartością kwantyla 1,64 dla prawdopodobieństwa 0,95.
12. Minimalna wartość wyników próby rozciągania dwóch próbek (n = 2) z każdej partii poddawanej kontroli musi wynosić co najmniej x min, określona wzorem

13. Aby zapewnić konsumentowi gwarancję właściwości mechanicznych, muszą zostać spełnione następujące warunki:

gdzie x i br jest wartością odrzucenia δ t (δ 0,2) i δ in, określoną w odpowiedniej dokumentacji regulacyjnej i technicznej.
(Wprowadzono dodatkowo zmianę nr 3).
GOST 5781-82
STANDARD MIĘDZYPAŃSTWOWY
STAL WALCOWANA NA GORĄCO
DO WZMOCNIENIA
WZMOCNIONE KONSTRUKCJE BETONOWE
WARUNKI TECHNICZNE
Data wprowadzenia 01.07.83
Niniejsza norma dotyczy stali okrągłej walcowanej na gorąco o profilach gładkich i okresowych, przeznaczonej do wzmacniania konstrukcji żelbetowych zwykłych i sprężonych (stal zbrojeniowa).
Jeśli chodzi o normy dotyczące składu chemicznego stali niskostopowych, norma ma zastosowanie również do wlewków, nalewek i kęsów.
(Wydanie zmienione, zmiana nr 4).
1. KLASYFIKACJA I ASORTYMENT
1.1. W zależności od właściwości mechanicznych stal zbrojeniową dzieli się na klasy A-I (A240), A-II(A300), A-III (A400), A-IV (A600), A-V (A800), A-VI (A1000).
1.2. Stal zbrojeniowa produkowana jest w prętach lub zwojach. Stal zbrojeniowa klasy A-I (A240) jest gładka, klasy A- II (A300), A-III (A400), A-IV (A600), A-V (A800) i A-VI (A1000) - profil okresowy.
Na życzenie konsumenta stal klasy A-II(A300), A-III (A400), A-IV (A600) i A-V (A800) są wygładzane.
1.1, 1.2. (Wydanie zmienione, zmiana nr 5).
1.3. Numery profili, pola przekroju poprzecznego, ciężar 1 m długości stali zbrojeniowej dla profili gładkich i okresowych, a także maksymalne odchyłki mas dla profili okresowych muszą odpowiadać podanym w.
Stal zbrojeniowa do celów specjalnych klasy Ac- II (Ac300) wykonane są z profili pokazanych na lub .
Przedstawiony na zdjęciu profil produkowany jest do celów specjalnych w drodze porozumienia pomiędzy producentem a konsumentem. Kształt i wymiary profili pokazane na, , można określić.
1.9. Wymiary i maksymalne odchyłki wymiarów stali zbrojeniowej o profilu okresowym, produkowanej wg. , muszą odpowiadać podanym w i zgodnie z , - podane w.
Wymiary, mm
|
Numer profilu (średnica nominalna d n) |
Poprzednia wyłączony |
Poprzednia wyłączony |
||||||||
|
Notatka: Na życzenie konsumenta maksymalne odchyłki wymiarowe d 1 nie powinna przekraczać maksymalnych odchyleń D plus podwójne maksymalne odchylenia H. |
Prawdopodobieństwo osiągnięcia właściwości mechanicznych określonych w musi wynosić co najmniej 0,95.
(Wydanie zmienione, zmiana nr 3).
2.8. Na powierzchni profilu, łącznie z powierzchnią przetłoczeń i występów, nie powinno być żadnych pęknięć walcowanych, naprężeniowych, wad, folii walcowanych ani zachodów słońca.
Dopuszczalne są drobne uszkodzenia żeber i występów w ilości nie większej niż trzy na 1 m długości, a także drobna rdza, pojedyncze plamy od walcowania, odciski, zapadnięcia, ślady rozwijających się pęcherzyków, marszczenia i łuszczenia się w obrębie dopuszczalne odchylenia wielkości.
(Wydanie zmienione, zmiana nr 2).
2.9. Spawalność stali zbrojeniowej wszystkich gatunków, z wyjątkiem 80C, zapewnia skład chemiczny i technologia produkcji.
2.10. Odpowiednik węgla ![]() dla zbrojenia pręta spawanego wykonanego ze stali niskostopowej klasy A-III (A400) nie powinna przekraczać 0,62.
dla zbrojenia pręta spawanego wykonanego ze stali niskostopowej klasy A-III (A400) nie powinna przekraczać 0,62.
(Wprowadzono dodatkowo zmianę nr 5).
Producent określa udział masowy aluminium okresowo, jednak nie rzadziej niż raz na kwartał.
4. METODY BADAŃ
4.1 Analizę chemiczną stali przeprowadza się zgodnie z GOST 12344, GOST 12348, GOST 12350, GOST 12352, GOST 12355, GOST 12356, GOST 18895 lub inne metody zapewniające wymaganą dokładność.
4.2. Średnicę i owalność profili mierzy się w odległości co najmniej 150 mm od końca pręta lub w odległości co najmniej 1500 mm od końca pasma o masie motka do 250 kg i co najmniej 3000 mm przy masie motka ponad 250 kg.
4.3. Wymiary sprawdzane są za pomocą przyrządu pomiarowego o wymaganej dokładności.
4.6. Próbę rozciągania przeprowadza się wg GOST 12004.
4.7. Próbę zginania przeprowadza się zgodnie z GOST 14019 na próbkach o przekroju równym przekrojowi pręta.
W przypadku prętów o średnicy powyżej 40 mm dopuszcza się badanie próbek wyciętych wzdłuż osi pręta na trzpieniu o średnicy zmniejszonej o połowę w stosunku do określonej w , przy działaniu siły zginającej od strony nacięcia.
4.8. Określenie udarności przeprowadza się wgGOST 9454na próbkach za pomocą koncentratora postaci U typ 3 dla prętów o średnicy 12 - 14 mm oraz próbki typu 1 dla prętów o średnicy 16 mm i większej. Próbki produkowane są zgodnie z wymaganiami GOST 9454.
4.9. Dopuszcza się stosowanie statystycznych i nieniszczących metod monitorowania właściwości mechanicznych i masy profili.
4.10. Krzywiznę prętów mierzy się na długości dostarczonego profilu, ale nie krótszej niż 1 m.
4.11. Wyznaczanie wskaźników statystycznych właściwości mechanicznych zgodnie z obowiązującymi przepisami.
4.12. Jakość powierzchni sprawdzana jest bez użycia urządzeń powiększających.
4.10 - 4.12. (Wprowadzono dodatkowo zmianę nr 3).
4.13. Wysokość występów poprzecznych profilu okresowego należy mierzyć wzdłuż osi pionowej przekroju prętów zbrojeniowych.
(Wprowadzono dodatkowo zmianę nr 4).
5. PAKOWANIE, ETYKIETOWANIE, TRANSPORT I MAGAZYNOWANIE
5.1. Pakowanie, etykietowanie, transport i przechowywanie – wg
- 28.10.2019 o godzinie 10:19 Przedsiębiorstwo AKJ-Trade kupi:
Okucia konstrukcyjne Ø10mm stal: A-400 GOST 34028-2016, w objętości: 9,87 tony
Okucia konstrukcyjne Ø12mm stal: A-400 GOST 34028-2016 w ilości: 19,98 ton
Okucia konstrukcyjne Ø20mm stal: A-400 GOST 34028-2016, w objętości: 1,98 tonySpecyfikacja klienta: Stal zbrojeniowa walcowana na gorąco Ø12mm, A-400 GOST 34028-2016 tn 9.870 Stal zbrojeniowa walcowana na gorąco Ø12mm, A-400 GOST 34028-2016 tn 19.980 Stal zbrojeniowa walcowana na gorąco Ø20mm, A-400 GOST 34028 -2016 ton 1,98 ton ns odpowiedzieć na prośbę
- 26.10.2019 o godzinie 07:08 Organizacja (osoba kontaktowa: Alexey) chce kupić:
Okucia konstrukcyjne 12mm długość: 12m stal: A3, w objętości: 20 tonKomentarz klienta: Tylko zmierzone odpowiedzieć na prośbę
- 25.10.2019 o godzinie 16:57 Organizacja (osoba kontaktowa: Dmitry) chce kupić:
Okucia budowlane 12
Okucia budowlane 16 stal: 25G2S GOST 5781-82, w objętości: 15 m/p
Okucia budowlane 20 stal: 25G2S GOST 5781-82, w ilości: 20 ton
Okucia budowlane 22 stal: 25G2S GOST 5781-82, w ilości: 0,85 tony
Okucia budowlane 25 stal: 25G2S GOST 5781-82, w ilości: 30 ton
Okucia budowlane 28 stal: 25G2S GOST 5781-82, w objętości: 40 m/p
Okucia budowlane 32 stal: 25G2S GOST 5781-82, w ilości: 50 ton
Okucia budowlane 8
Okucia budowlane 10 stal: GOST 5781-82, w ilości: 10 tonŻyczenia klienta: Zbrojenie A III ø 12 mm 25G2S GOST 5781-82 t 20,00 Zbrojenie A III ø 16 mm 25G2S GOST 5781-82 t 15,00 Zbrojenie A III ø 20 mm 25G2S GOST 5781-82 t 20,00 A III ø 22 mm 25G2S G OST 5781-82 t 0,85 A III ø 25 mm 25G2S GOST 5781-82 t 30,0 A III ø 28 mm 25G2S GOST 5781-82 t 40,00 A III ø 32 mm 25G2S GOST 5781-82 t 50, 00 A I ø 8 barów GOST 5781-82 10 .00 A I ø 10 barów GOST 5781-82 t 10,00 odpowiedzieć na prośbę
- 23.10.2019 o godzinie 11:16 Organizacja (osoba kontaktowa: Anatolij) kupi:
Rury stalowe, spawane elektrycznie 89 w objętości: 200 m/s
Rury stalowe, spawane elektrycznie 57
Rury stalowe spawane elektrycznie 20 w objętości: 100 m/s
Korek stalowy 89 w następującej objętości: 4 szt
Stalowa koszulka 57 w następującej objętości: 2 szt
Zawór kulowy 57 w następującej objętości: 3 szt
Zawór kulowy 20 w następującej objętości: 12 szt
Narożnik stalowy 50x50
Okucia budowlane 6 w objętości: 20 m/s
Wątek 20
Sgon 20 w tomie: 24 szt
Sprzęgło 20 w tomie: 24 sztSpecyfikacja klienta: Detektor gazu do CH4 i CO oraz zawór elektromagnetyczny szt. 8 Przeciwpożarowy zawór odcinający gaz 20 szt. 8 Przyłącze gazowe 20 Kształtki rurowe (wtyczka, trójnik, zawór kulowy, złączka) powyżej 100 szt. Złączki 6 mm Rurociągi stalowe spawane elektrycznie mp 400 As a także okucia i inną stal walcowaną. odpowiedzieć na prośbę
- 22.10.2019 o godzinie 18:44 Przedsiębiorstwo Spółka z ograniczoną odpowiedzialnością „MARATA” chce kupić:
Okucia budowlane 8 Okucia budowlane 10 Okucia budowlane 12 w ilości: 1,1 tony Okucia budowlane 14 w ilości: 2,1 tony Okucia budowlane 16 w ilości: 3,1 tony Okucia budowlane 20 w ilości: 6,1 tony Okucia budowlane 22 w ilości: 6 ton Kątownik stalowy 160/160/16 w ilości: 4,5 tony Blacha stalowa walcowana na gorąco 10/1500 Blacha stalowa walcowana na gorąco 12/1500 długość: 6000 w następującej objętości: 8 ton Blacha stalowa walcowana na gorąco 16/1500 długość: 6000 w następującej objętości: 1 tona Blacha stalowa walcowana na gorąco 20/1500 długość: 6000 w następującej objętości: 2,5 tony Taśma stalowa 35/100 w ilości: 1,5 tony Siatka zgrzewana, stal 50/50/4 w objętości: 1500 m2 Przewód 04 w ilości: 0,4 tonyKomentarz klienta: Dobry dzień. Proszę obliczyć koszt dostawy do stacji załadunkowej obwodu moskiewskiego Rostokino lub do miejsca wysyłki: art. Obskaja Północna Kolej, Jamalsko-Nieniecki Okręg Autonomiczny Czekamy na Twoje sugestie. odpowiedzieć na prośbę
Ogłoszenia sprzedam kupię Armatura budowlana GOST GOST 5781-82 w obwodzie moskiewskim
Zamontujemy zawory odcinające
Sprzęt (armatura przemysłowa)
1.Szkło Klinger (Durens) do wskaźników poziomu (szkło Klinger karbowane, szkło Durens gładkie, rurka kwarcowa, iluminator). Istnieje możliwość zamówienia u nas szkieł o niestandardowej szerokości i długości, produkowanych za granicą (zazwyczaj...
Armatura
Sprzedam okucia Nowe A500 F20x9000, Waga 10t. f20x10500. Waga 20t f18x10500 Waga 5t. Cena 25 rubli. na kg.
Dostawa zaworów odcinających i regulacyjnych
Firma inżynieryjna Armarost, oficjalny dostawca marek ADL, ABRA, ORBINOX, ADCA, ASTA.
Oferujemy dostawę ZAWORÓW ODCINAJĄCYCH I REGULACYJNYCH
- Zawory redukcyjne
- Zawory obejściowe
-Regulatory różnicy ciśnień
- Zawory 2/3 - drogowe
- Zawory z...
Sprzedam starą armaturę f 25; f 32. 2018
Sprzedam starą armaturę f 25; f 32. 2018
Sprzedajemy w jednej partii: Armatura f 25; f 32. 2018
Sprzedajemy w jednej partii: Armatura f 25; f 32. 2018
Kupię używane wyroby metalowe
Nasza organizacja prowadzi na bieżąco zakupy niepłynnych wyrobów z metalu budowlanego! Skupujemy pozostałości magazynowe, pozostałości po budowach, towary niepłynne, towary niespełniające norm! Nasze potrzeby to złączki, dwuteowniki, rury, kanały, druty, rury profilowe, rury używane. (walcowany metal)
Kupię kształtki, ceowniki, kątowniki, dwuteowniki, blachę (gorącą i zimną), blachę falistą, rury profilowe
Kupię belkę zbrojeniową, blachę kanałową narożną, nieświeżą walcowaną
Kupię kształtki, ceowniki, kątowniki, dwuteowniki, blachy stalowe (ciepłe i zimne), blachy faliste, rury profilowe, rury, blachy ocynkowane, wpusty, blachy faliste, druty, krążki Wszystkie rozmiary. Dowolna objętość. Zabiorę Cię sam lub zapewnię transport. Kupię wyroby metalowe nowe, stare i używane...
Kupno Kupimy taśmę szklaną LES LESb
PromLenty LLC na bieżąco skupuje na własne potrzeby nadwyżki magazynowe i pozostałości magazynowe materiałów elektroizolacyjnych: Folia poliimidowa P-PM/180/KO oraz inne folie poliimidowe Taśma LETSAR KF0.5 i LETSAR KP 0.2 Taśmy szklane LES, LESB , LESP itp. Taśma Kipper Tafta Tafta Emidof...
Pozostała armatura, przestarzała
Na bieżąco skupujemy walcówkę (zbrojenie, rury, belki, ceowniki, blachy, druty, pręty, kątowniki itp.) dowolnej jakości i stanu, pozostałości magazynowe, pozostałości z placów budowy ki, współpracujemy z brygadzistami i dostawcami. .. Dowolna forma płatności, udostępnimy pojazdy!
Codzienne automatyczne aktualizacje baz danych. Zawsze w magazynie, wszystkie średnice, wszystkie rodzaje stali, GOST.
Każdy odwiedzający korzystający z żądania - „ceny zbrojenia konstrukcji", niezbędne informacje znajdzie na naszym portalu hutniczym, w dziale - wyroby długie. Codziennie aktualizowane informacje o cenach całego asortymentu zbrojenia pozwalają użytkownikowi na łatwą nawigację i analizę rynku walcówki według pozycji " ". Informacja jest automatycznie zaktualizowany dla autoryzowanych użytkowników - głównych dostawców Regionu.

Wygodna nawigacja serwisu pozwala na szybkie i zwięzłe przekazanie informacji o żądaniach - „Kupię armaturę" Lub "cena za metr". A na stronach każdego rozmiaru produktu znajduje się wygodny kalkulator metalu, a użytkownik może łatwo obliczyć nie tylko wagę, ale także określić całkowity koszt ilości okuć, których potrzebuje dla każdego dostawcy.
Teraz, aby kupować z zyskiem, wystarczy wybrać potrzebną średnicę i można łatwo poruszać się po wartości rynkowej w oparciu o oferty głównych dostawców miasta Moskwy.
To właśnie na naszym jedynym portalu metalurgicznym Twój potencjalny nabywca otrzyma na żądanie najbardziej kompletne informacje - fabryka zaworów. A biorąc pod uwagę fakt, że posiadamy pełną ofertę okuć, zamieszczenie Twojego cennika na łamach portalu przyniesie Ci ukierunkowane rozmowy „konwersyjne” od kupujących. Poprawi to wizerunek Twojej organizacji i wzmocni Twój autorytet na rynku metali walcowanych.
Okucia budowlane GOST 5781-82 - jak kupić w Moskwie.
Aby znaleźć dostawcę asortymentu - Armatura budowlana GOST 5781-82, nie trzeba długo surfować po Internecie i szukać stron dostawców, porównywać ceny, dzwonić i sprawdzać dostępność. Oferujemy automatyczne wysyłanie Zapytania o Zakup do wszystkich głównych Dostawców nie tylko w Twoim regionie, ale także w wybranych przez Ciebie regionach Federacji Rosyjskiej i WNP.
Zaledwie 3 minuty, a sami Dostawcy odpowiedzą e-mailem na temat dostępności, ceny i czasu dostawy. Zaoferowane zostaną Ci ceny hurtowe i detaliczne oraz stworzysz ofertę handlową na dostawę, cięcie, a nawet montaż wszystkich rodzajów blachy walcowanej.
Tak naprawdę ogłosisz Przetarg w swoim mieście..
Aby złożyć wniosek lub stworzyć własną Ofertę, kliknij link:
Nasz automatyczny system jest bardzo prosty. strona jest portalem informacyjnym; prezentowane są tu ceny głównych dostawców wyrobów walcowanych z codzienną aktualizacją ofert cenowych. Gdy tylko złożysz zamówienie na dostawę, system automatycznie powiadomi wszystkich dostawców w mieście Moskwa, a także w innych określonych przez Ciebie regionach. Po otrzymaniu Twojego zapytania dostawcy dokonają odpowiednich obliczeń i zaproponują Ci najlepsze ceny!
Charakterystyka asortymentu: „Okucia budowlane GOST 5781-82”
Kupując zbrojenie, należy określić wymagany rodzaj zbrojenia zgodnie z klasyfikacją i przeznaczeniem, w zależności od rodzaju obciążenia, które będzie działać na ten materiał. Od tego będzie zależeć koszt i ilość zakupionych produktów.
Armataru to rodzaj walcowanego produktu metalowego, czyli stalowych prętów falistych lub gładkich, szeroko stosowanych do wzmacniania konstrukcji żelbetowych.
Ze względu na przeznaczenie okucia dzielą się na:
· zbrojenie robocze (przekrój wyznaczany jest obliczeniowo, przejmuje siły w elementach od obciążenia głównego)
· konstrukcyjny (rozkład) (przekrój przypisywany jest według minimalnego procentu zbrojenia, pochłania skurcz/rozszerzanie, temperatura oddziaływania)
· montaż (instalowany w celu połączenia roboczego i konstrukcyjnego w kraty i ramy)
· kotwica (części osadzone)

Klasyfikacja zbrojenia według orientacji:
· poprzeczne - zbrojenie zapobiegające powstawaniu ukośnych pęknięć od powstających naprężeń stycznych w pobliżu podpór i łączące beton strefy ściskanej ze zbrojeniem w strefie rozciąganej;
· podłużne - zbrojenie pochłaniające naprężenia rozciągające i zapobiegające powstawaniu pęknięć pionowych w strefie rozciąganej konstrukcji.
Zgodnie z warunkami użytkowania dzieje się tak:
Wzmocnienie konstrukcji stalowej jako rodzaj metalu konstrukcyjnego jest najpopularniejszym materiałem w dziedzinie budownictwa i urbanistyki. Stosuje się go w budownictwie monolitycznym, przy produkcji wyrobów żelbetowych oraz przy budowie różnych konstrukcji metalowych. W takich przypadkach zbrojenie zawsze pełni rolę elementu łączącego.
Cechy charakterystyczne: przekrój okrągły, powierzchnia falista lub gładka. Właściwości zależą od walcowanej stali użytej do formowania. Mała średnica powoduje szerokie zastosowanie tego typu wyrobów w konstrukcjach, w których główną metodą łączenia jest spawanie. Ten rodzaj walcówki jest bardzo popularny w produkcji siatek zbrojeniowych, ram metalowych, siatek wykonywanych metodą spawania, w budownictwie, a także przy wzmacnianiu konstrukcji metalowych z betonu.
Dostawa w prętach i kręgach. Produkcja wymaga zastosowania wysokotemperaturowego walcowania stali wysokiej jakości. O jakości metalu decydują dodatki stopowe dodawane podczas produkcji. Cechy wyróżniające: wysoka odporność na czynniki zewnętrzne i niska waga. Możliwości zastosowania są takie same jak w przypadku złączek o średnicy pręta 6 mm.
Profil o przekroju okrągłym, posiadający powierzchnię o dużej gładkości lub z karbowaniem. Ma długość mierzoną i niezmierzoną. Dostawa odbywa się w kręgach, czasami w postaci drutu. Mocny i trwały materiał. Główne obszary zastosowania to siatki płaskie i w rolkach, konstrukcje spawane, ramy wzmocnione.
Przekrój okrągły, powierzchnia gładka lub falista. Formowanie wiąże się z użyciem stali stopowej. Główne cechy to sztywność i wytrzymałość. W produkcji materiał jest niezbędny do pracy z wyrobami żelbetowymi, w budownictwie drogowym, w konstrukcjach żelbetowych, do wykonywania spawanych ram i siatek metalowych.
Pręty okrągłe, klasa A-1 do powierzchni gładkich, do powierzchni falistych - A-3). Produkcja jest regulowana przez GOST 5781-82 i odbywa się wyłącznie na maszynach walcujących. Właściwości fizyczne zależą od gatunku użytej stali. Odpowiedni materiał do wzmacniania fundamentów, wzmacniania konstrukcji żelbetowych, wykonywania ram, dla przemysłu petrochemicznego.Powszechnie poszukiwane na zbrojenie betonowych konstrukcji budowlanych. Cechy składu chemicznego i sposób zwiększania wytrzymałości zbrojenia charakteryzują jego właściwości mechaniczne. Zakres zastosowania: konstrukcje budowlane, zbrojenie fundamentów, spawane konstrukcje metalowe i klatki wzmacniające, niezbędne przy wzmacnianiu linii brzegowych i przy budowie mostów.
10. 22 mm.
Wygląd zależy od klasy zbrojenia, a właściwości fizyczne od użytej stali, jej rodzaju i składu chemicznego. W podobny sposób określa się obszar zastosowania zbrojenia, tj. zgodnie z wynajmowanymi nieruchomościami. Należą do nich odporność na środowisko agresywne, wilgoć, a także wytrzymałość i zdolność do wytrzymywania znacznych obciążeń. Znajduje zastosowanie w budownictwie, wzmacnianiu konstrukcji żelbetowych i przemyśle petrochemicznym.
11. 25mm.
Szeroko stosowany w budownictwie. Stosowane w celu zapewnienia dodatkowej niezawodności i wytrzymałości. Rodzaj stali określa rodzaj zbrojenia. O gatunku stali decydują pierwiastki zawarte w jej składzie.
12. 28mm.
Długość prętów sięga 4 i 12 metrów. Mogą być wykonane z następujących gatunków stali: walcowanej na gorąco, stopowej z różnymi pierwiastkami, stali zawierającej węgiel. Głównym obszarem zastosowania jest budownictwo, nadające wytrzymałość konstrukcjom żelbetowym.
13. 32mm.
Do produkcji wykorzystuje się działanie wysokich temperatur na stal, ewentualnie o innym składzie chemicznym, tzw. metodę walcowania na gorąco. Dzięki temu pręty mogą uzyskać zwiększoną wytrzymałość, odporność na obciążenia, trwałość i odporność na agresywne środowisko. Budownictwo jest głównym obszarem zastosowania.
14. 36mm.
Może mieć powierzchnię falistą lub gładką. Falistości zapewniają niezawodną przyczepność stali do betonu.
15. 40mm.
Pręty walcowane na gorąco, które są produkowane zgodnie z GOST. Skład chemiczny, główne cechy i stopień odpowiedzialności konstrukcji, w których można zastosować zbrojenie, zależą od gatunku stali i ich obróbki. Stosowany w różnych dziedzinach budownictwa.
Ponadto na naszej stronie internetowej znajdują się cenniki głównych dostawców, dzięki czemu zawsze możesz porównać trafność otrzymanych propozycji.
Oszczędzaj czas i pieniądze!
Okucia budowlane GOST 5781-82 w magazynie i na zamówienie, ceny hurtowe i detaliczne!
Prosimy również o zwrócenie uwagi na autoryzację użytkownika. Z reguły wszyscy autoryzowani dostawcy wyrobów walcowanych z metalu posiadają oceny i recenzje klientów. Nieuprawnieni użytkownicy to przeważnie drobni handlarze metalami zajmujący się dostawami małych ilości hurtowych, co nie gwarantuje 100% wywiązania się przez nich ze swoich obowiązków w zakresie terminowości i jakości produktów.
Uwaga na oszustów!
Wygodna nawigacja portalu METAL100 pozwala za pomocą kilku kliknięć znaleźć potrzebny asortyment wyrobów walcowanych z metalu w regionie moskiewskim. Porównaj ceny od dostawców i wybierz najlepszą ofertę!
Życzymy udanych transakcji!