فولاد تقویت کننده GOST 5781 82. فولاد نورد گرم برای تقویت سازه های بتن مسلح
GOST 5781-82
استاندارد بین ایالتی
فولاد نورد گرم
برای تقویت
سازه های بتنی مسلح
شرایط فنی
تاریخ معرفی 83/07/01
این استاندارد برای فولادهای گرد نورد گرم پروفیل های صاف و دوره ای که برای تقویت سازه های بتن مسلح معمولی و پیش تنیده (فولاد تقویت کننده) در نظر گرفته شده است، اعمال می شود.
در مورد استانداردهای ترکیب شیمیایی فولادهای کم آلیاژ، این استاندارد در مورد شمش، بلوم و بیلت نیز اعمال می شود.
1. طبقه بندی و طبقه بندی
1.1. بسته به خواص مکانیکی، فولاد تقویت کننده به کلاس های A-I (A240)، A-II (A300)، A-III (A400)، A-IV (A600)، A-V (A800)، A-VI (A1000) تقسیم می شود.
1.2. فولاد تقویت کننده به صورت میله یا کلاف تولید می شود. فولاد تقویت کننده کلاس A-I (A240) صاف ساخته شده است، کلاس های A-II (A300)، A-III (A400)، A-IV (A600)، A-V (A800) و A-VI (A1000) - مشخصات دوره ای.
به درخواست مصرف کننده، فولاد کلاس های A-II (A300)، A-III (A400)، A-IV (A600) و A-V (A800) صاف می شود.
1.1, 1.2. (ویرایش تغییر یافته، اصلاحیه شماره 5).
1.3. شماره پروفیل، سطح مقطع، وزن 1 متر طول فولاد تقویت کننده پروفیل های صاف و دوره ای، و همچنین حداکثر انحراف جرم برای پروفیل های دوره ای باید با موارد ذکر شده در جدول مطابقت داشته باشد. 1.
میز 1
| شماره پروفایل (قطر میله اسمی d n) |
منطقه متقاطع سطح مقطع میله، سانتی متر 2 |
وزن پروفیل 1 متر | |
| نظری؛ کیلوگرم | انحرافات حد، % | ||
| 6 | 0,283 | 0,222 | +9,0 |
| 8 | 0,503 | 0,395 | -7,0 |
| 10 | 0,785 | 0,617 | +5,0 |
| 12 | 1,131 | 0,888 | |
| 14 | 1,540 | 1,210 | |
| 16 | 2,010 | 1,580 | +3,0-5,0 |
| 18 | 2,540 | 2,000 | |
| 20 | 3,140 | 2,470 | |
| 22 | 3,800 | 2,980 | |
| 25 | 4,910 | 3,850 | |
| 28 | 6,160 | 4,830 | |
| 32 | 8,040 | 6,310 | +3,0 |
| 36 | 10,180 | 7,990 | |
| 40 | 12,570 | 9,870 | |
| 45 | 15,000 | 12,480 | |
| 50 | 19,630 | 15,410 | +2,0 |
| 55 | 23,760 | 18,650 | |
| 60 | 28,270 | 22,190 | |
| 70 | 38,480 | 30,210 | |
| 80 | 50,270 | 39,460 | |
1.4. قطر اسمی پروفیل های دوره ای باید با قطر اسمی پروفیل های صاف با سطح مقطع مساوی مطابقت داشته باشد.
1.5. جرم 1 متر پروفیل بر اساس ابعاد اسمی با چگالی فولادی برابر با 7.85 × 10 3 kg/m 3 محاسبه می شود. احتمال ایجاد جرم 1 متر باید حداقل 0.9 باشد.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
1.6. حداکثر انحراف از قطر پروفیل های صاف برای دقت نورد معمولی باید مطابق با GOST 2590 باشد.
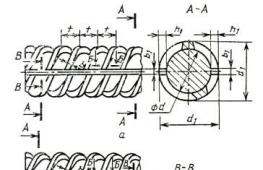
1.7. فولاد تقویت کننده پروفیل دوره ای یک پروفیل گرد با دو دنده طولی و برآمدگی های عرضی است که در امتداد یک مارپیچ سه سرب قرار دارند. برای پروفیل های با قطر 6 میلی متر، برجستگی هایی که در امتداد یک خط مارپیچ تک استارت قرار دارند مجاز هستند، با قطر 8 میلی متر - در امتداد یک خط مارپیچ با شروع دوگانه.
1.8. فولاد تقویت کننده کلاس A-II (A300)، ساخته شده در یک طرح معمولی، با پروفیل نشان داده شده در شکل. 1 آو پروفایل Ac-II (Ac300) با هدف ویژه نشان داده شده در شکل. 2 آ، باید دارای برجستگی هایی باشد که در امتداد خطوط مارپیچ با رویکرد یکسان در دو طرف پروفیل قرار دارند.
فولاد کلاس A-III (A400)، ساخته شده با پروفیل نشان داده شده در شکل. 1 بو کلاس های A-IV (A600)، A-V (A800)، A-VI (A1000) با مشخصات نشان داده شده در شکل. 1 ب, 2ب، باید دارای برجستگی هایی در امتداد خطوط مارپیچ باشد که دارای ورودی های سمت راست در یک طرف نمایه و ورودی های سمت چپ در سمت دیگر باشد.


فولاد تقویت کننده برای اهداف ویژه کلاس Ac-II (Ac300) با پروفیل های نشان داده شده در شکل ساخته شده است. 1 آیا 2 آ.
نمایه نشان داده شده در شکل 2 آ، برای مقاصد خاص با توافق بین سازنده و مصرف کننده تولید می شوند. شکل و ابعاد پروفیل های نشان داده شده در شکل. 2 آ, ب، ممکن است مشخص شود.
1.9. ابعاد و حداکثر انحرافات در ابعاد فولاد تقویت کننده پروفیل دوره ای، ساخته شده بر اساس نقشه. 1 آ, ب، باید با موارد ارائه شده در جدول مطابقت داشته باشد. 2 اما لعنتی 2 آ, ب- در جدول آورده شده است. 3.
جدول 2
ابعاد، میلی متر
| شماره پروفایل (قطر اسمی d n) | د | ساعت | د 1 | h 1 | ل | ب | ب 1 | r | ||
| نام | قبلی خاموش | نام | قبلی خاموش | |||||||
| 6 | 5,75 | 0,5 | 0.25 ± | 6,75 | 0,5 | 5 | 0,5 | 1,0 | 0,75 | |
| 8 | 7,5 | 0,75 | 9,0 | 0,75 | 0,75 | 1,25 | 1,1 | |||
| 10 | 9,3 | 1,0 | 11,3 | 1,0 | 7 | 1,0 | 1,5 | 1,5 | ||
| 12 | 11,0 | +0,3 | 1,25 | 13,5 | 1,25 | 2,0 | 1,9 | |||
| 14 | 13,0 | -0,5 | 15,5 | |||||||
| 16 | 15,0 | 1,5 | 18,0 | 1,5 | 8 | 1,5 | 2,2 | |||
| 18 | 17,0 | 0.5± | 20,0 | |||||||
| 20 | 19,0 | 22,0 | ||||||||
| 22 | 21,0 | +0,4 | 24,0 | |||||||
| 25 | 24,0 | -0,5 | 27,0 | |||||||
| 28 | 26,5 | 2,0 | 30,5 | 2,0 | 9 | 2,5 | 3,0 | |||
| 32 | 30,5 | 34,5 | 10 | 2,0 | 3,0 | |||||
| 36 | 34,5 | +0,4 | 2,5 | 0.7 ± | 39,5 | 2,5 | 12 | 3,5 | ||
| 40 | 38,5 | -0,7 | 43,5 | |||||||
| 45 | 43,0 | 3,0 | 49,0 | 3,0 | 15 | 2,5 | 3,5 | 4,5 | ||
| 50 | 48,0 | 54,0 | ||||||||
| 55 | 53,0 | +0,4 | 59,0 | 4,0 | ||||||
| 60 | 58,0 | -1,0 | ± 1.0 | 64,0 | 5,0 | |||||
| 70 | 68,0 | +0,5 | 74,0 | 4,5 | 5,5 | |||||
| 80 | 77,5 | -1,1 | 83,5 | |||||||
| توجه داشته باشید. به درخواست مصرف کننده، حداکثر انحراف اندازه د 1نباید از حداکثر انحراف تجاوز کند دبه علاوه دو برابر حداکثر انحراف ساعت | ||||||||||
جدول 3
ابعاد، میلی متر
| شماره پروفایل (قطر اسمی دم) | د | ساعت | د 1 | ساعت 1 | ساعت r | ساعتب | تی | ب | ب 1 | r 1 | آ | ||
| نام | قبلی خاموش | نام | قبلی خاموش | ||||||||||
| 10 | 8,7 | 1,6 | 0.5± | 11,9 | 1,6 | 0,6 | 1,0 | 10 | 0,7 | 1,5 | 11 | ||
| 12 | 10,6 | 13,8 | 2,0 | ||||||||||
| 14 | 12,5 | +0,3 | 2,0 | 16,5 | 2,0 | 0,8 | 1,2 | 12 | 1,0 | 2,0 | 12 | ||
| 16 | 14,2 | -0,5 | 2,5 | 19,2 | 2,5 | 1,0 | 1,5 | ||||||
| 18 | 16,2 | +0,65 | 21,2 | ||||||||||
| 20 | 18,2 | -0,85 | 23,2 | 50 | |||||||||
| 22 | 20,3 | +0,4 | 25,3 | ||||||||||
| 25 | 23,3 | -0,5 | 28,3 | 14 | 1,2 | 14 | |||||||
| 28 | 25,9 | 3,0 | 31,9 | 3,0 | 1,2 | 1,8 | 2,5 | ||||||
| 32 | 29,8 | +0,4 | 3,2 | +1,0 | 36,2 | 3,2 | 2,0 | 16 | 1,5 | 3,0 | 19 | ||
| 36 | 33,7 | -0,7 | 3,5 | -1,2 | 40,7 | 3,5 | 1,5 | 18 | |||||
| 40 | 37,6 | 44,6 | |||||||||||
1.10. جابجایی های نسبی برآمدگی های مارپیچ در طرفین پروفیل، که توسط دنده های طولی از هم جدا شده اند، استاندارد نیستند.
ابعادی که حداکثر انحراف برای آنها ایجاد نشده است برای ساخت کالیبر ارائه شده است و در نمایه تمام شده بررسی نمی شود.
1.11. بیضی پروفیل های صاف (تفاوت بین بزرگترین و کوچکترین قطر در یک بخش) نباید از مجموع حداکثر انحرافات مثبت و منفی در قطر تجاوز کند.
1.9 — 1.11. (ویرایش تغییر یافته، اصلاحیه شماره 3).
1.12. فولاد تقویت کننده کلاس A-I (A240) و A-II (A300) با قطر حداکثر 12 میلی متر و کلاس A-III (A-400) با قطر حداکثر تا 10 میلی متر. تولید شده در سیم پیچ یا میله، قطرهای بزرگ - در میله. فولاد تقویت کننده کلاس های A-IV (A600)، A-V (A800) و A-VI (A1000) در تمام اندازه ها در میله هایی با قطر 6 و 8 میلی متر - با توافق سازنده و مصرف کننده، به صورت کلاف ساخته می شود.
1.13. میله ها از 6 تا 12 متر ساخته می شوند:
- طول اندازه گیری شده؛
- طول اندازه گیری شده با مقاطع اندازه گیری نشده حداقل 2 متر طول، حداکثر 15٪ وزن قطعه.
- دارای طول غیر قابل اندازه گیری
در دسته ای از میله هایی با طول اندازه گیری نشده، وجود میله هایی از 3 تا 6 طول و بیش از 7٪ جرم دسته مجاز نیست.
با توافق سازنده و مصرف کننده، تولید میله به طول 5 تا 25 متر مجاز است.
1.14. حداکثر انحراف در طول میلههای اندازهگیری باید با انحرافات ارائه شده در جدول مطابقت داشته باشد. 4.
جدول 4
میله های با دقت بالا بر اساس نیاز مشتری ساخته می شوند.
1.15. انحنای میله ها نباید از 0.6 درصد طول اندازه گیری شده تجاوز کند.
نمونه هایی از نمادها
فولاد تقویت کننده با قطر 20 میلی متر، کلاس A-II (A300):
20-A-II GOST 5781-82
همان، با قطر 18 میلی متر، کلاس A-I (A240):
18-A-I GOST 5781-82
شاخص "c" برای اهداف خاص به میله های کلاس A-II (A300) اضافه می شود: Ac-II (Ac300).
(ویرایش تغییر یافته، اصلاحیه شماره 4).
2. الزامات فنی
2.1. فولاد تقویت کننده مطابق با الزامات این استاندارد طبق مقررات تکنولوژیکی مصوب به روش مقرر ساخته می شود.
2.2. فولاد تقویت کننده از کربن و فولاد کم آلیاژ از گریدهای نشان داده شده در جدول ساخته شده است. 5. درجه فولاد توسط مصرف کننده در سفارش مشخص می شود. در صورت عدم وجود نشانه، عیار فولاد توسط سازنده تعیین می شود. برای میله های کلاس A-IV (A600)، گریدهای فولادی با توافق بین سازنده و مصرف کننده تعیین می شود.
جدول 5
| کلاس فولاد تقویت کننده | قطر پروفیل، میلی متر | درجه فولاد |
| A-I (A240) | 6-40 | St3kp، St3ps، St3sp |
| A-II (A300) | 10-40 | St5sp، St5ps |
| 40-80 | 1NG2S | |
| Ac-II (Ac300) | 10-32 | 10GT |
| (36-40) | ||
| A-III (A400) | 6-40 | 35GS، 25G2S |
| 6-22 | 32G2Rps | |
| A-IV (A600) | 10-18 | 80 درجه سانتیگراد |
| (6-8) | ||
| 10-32 | 20ХГ2Ц | |
| (36-40) | ||
| A-V (A800) | (6-8) | 23Х2Г2Т |
| 10-32 | ||
| (36-40) | ||
| A-VI (A1000) | 10-22 | 22Kh2G2AYu، 22Kh2G2R، 20Kh2G2SR |
یادداشت:
- ساخت فولاد تقویت کننده کلاس A-V (A800) مجاز است. ساخته شده از فولادهای 22Kh2G2AYU، 22Kh2G2R و 20Kh2G2SR.
- ابعاد مشخص شده در براکت ها با توافق بین سازنده و مصرف کننده ساخته می شود.
(ویرایش تغییر یافته، اصلاحیه شماره 3، 4).
2.3. ترکیب شیمیایی فولاد کربنی تقویتکننده باید مطابق با GOST 380، فولاد کم آلیاژ - با استانداردهای ارائه شده در جدول باشد. 6.
جدول 6
| درجه فولاد | کسر جرمی عناصر، % | ||||||||||
| کربن | منگنز | سیلیکون | کروم | تیتانیوم | زیرکونیوم | آلومینیوم | نیکل | گوگرد | فسفر | فلز مس | |
| بیشتر نه | |||||||||||
| 10GT | بیشتر از 0.13 نیست | 1,00 — 1,40 | 0,45 — 0,65 | بیش از 0.30 نیست | 0,015-0,035 | — | 0,02 — 0,05 | — | 0,040 | 0,030 | 0,30 |
| 18G2S | 0,14 — 0,23 | 1,20 — 1,60 | 0,60 — 0,90 | — | — | 0,30 | 0,045 | 0,040 | |||
| 32G2Rps | 0,28 — 0,37 | 1,30 — 1,75 | بیشتر از 0.17 نیست | 0,001-0,015 | 0,050 | 0,045 | |||||
| 35GS | 0,30 — 0,37 | 0,80 — 1,20 | 0,60 — 0,90 | — | 0,045 | 0,040 | |||||
| 25G2S | 0,20 — 0,29 | 1,20 — 1,60 | |||||||||
| 20ХГ2Ц | 0,19 — 0,26 | 1,50 — 1,90 | 0,40 — 0,70 | 0,90-1,20 | 0,05 — 0,14 | 0,045 | |||||
| 80 درجه سانتیگراد | 0,74 — 0,82 | 0,50 — 0,90 | 0,60 — 1,10 | بیش از 0.30 نیست | 0,015-0,040 | — | 0,040 | ||||
| 23Х2Г2Т | 0,19 — 0,26 | 1,40 — 1,70 | 0,40 — 0,70 | 1,35-1,70 | 0,02 — 0,08 | 0,015-0,050 | 0,045 | ||||
| 22Х2Г2АУ | 1,50-2,10 | 0,005-0,030 | 0,02 — 0,07 | 0,040 | 0,040 | ||||||
| 22Х2Г2Р | 1,50 — 1,90 | 1,50-1,90 | 0,02 — 0,08 | 0,015-0,050 | |||||||
| 20X2G2SR | 0,16 — 0,26 | 1,40 — 1,80 | 0,75 — 1,55 | 1,40-1,80 | |||||||
2.3.1. در فولاد درجه 20ХГ2Ц، مجاز است کسر جرمی کروم را به 1.7٪ افزایش دهد و زیرکونیوم را با 0.02 - 0.08٪ تیتانیوم جایگزین کند. در فولاد درجه 23Х2Г2Т مجاز به جایگزینی تیتانیوم با زیرکونیوم 0.05 - 0.10٪ است. در این مورد، در تعیین درجه فولاد 20KhG2T، به جای حرف C از حرف T استفاده می شود.
در فولاد درجه 32G2Rps، آلومینیوم را می توان با تیتانیوم یا زیرکونیوم در واحدهای مساوی جایگزین کرد.
2.3.2. کسر جرمی نیتروژن در فولاد درجه 22Х2Г2АУ باید 0.015 - 0.030٪ باشد، کسر جرمی نیتروژن باقیمانده در فولاد درجه 10GT نباید بیش از 0.008٪ باشد.
2.3.3. کسر جرمی بور در گریدهای فولادی 22Kh2G2R، 20Kh2G2SR و 32G2Rps باید 0.001 - 0.007٪ باشد. در فولاد درجه 22Х2Г2АУ، افزودن 0.001 - 0.008٪ بور مجاز است.
2.3.4. مجاز به افزودن تیتانیوم به گریدهای فولادی 18G2S، 25G2S، 35GS بر اساس کسر جرمی آن در محصولات نورد نهایی 0.01 - 0.03٪، به فولاد 35GS بر اساس کسر جرمی آن در محصولات نورد نهایی تولید شده در کلاف 0.01 - 0.06٪ است. .
2.4. انحراف در ترکیب شیمیایی در محصولات نورد نهایی از فولادهای کربنی - طبق GOST 380، از فولادهای کم آلیاژ، مشروط به رعایت استانداردهای خواص مکانیکی - طبق جدول. 7. انحرافات منفی در محتوای عناصر (به جز تیتانیوم و زیرکونیوم، و برای فولاد درجه 20Kh2G2SR - سیلیکون) محدود نیست.
جدول 7
| عنصر | قبلی خاموش، % | عنصر | قبلی خاموش، % |
| کربن | +0,020 | گوگرد | +0,005 |
| سیلیکون | +0,050 | فسفر | +0,005 |
| منگنز | +0,100 | زیرکونیوم | +0,010 |
| کروم | +0,050 | ||
| فلز مس | +0,050 | تیتانیوم | 0.010 ± |
| توجه داشته باشید. با توافق بین سازنده و مصرف کننده، فولاد را می توان با سایر انحرافات در محتوای کروم، سیلیکون و منگنز تولید کرد. | |||
(ویرایش تغییر یافته، اصلاحیه شماره 3).
2.5. فولاد تقویت کننده کلاس های A-I (A240)، A-II (A300)، A-III (A400)، A-IV (A600) نورد گرم ساخته می شود، کلاس A-V (A800) - با درجه حرارت پایین، کلاس A- VI (A1000) - با دمای پایین یا عملیات حرارتی مکانیکی در جریان یک آسیاب نورد.
مجاز است که در دمای پایین کلاس های فولادی A-V (A800) و A-VI (A1000) انجام نشود، مشروط بر اینکه طول نسبی حداقل 9٪ و ازدیاد طول یکنواخت حداقل 2٪ هنگام آزمایش در 12 بدست آید. ساعت پس از نورد.
2.6. خواص مکانیکی فولاد تقویت کننده باید با استانداردهای مشخص شده در جدول مطابقت داشته باشد. 8.
جدول 8
| کلاس فولاد تقویت کننده | قدرت تسلیم σ t | مقاومت کششی موقت σ در | ازدیاد طول نسبی δ5،٪ | ازدیاد طول یکنواخت d r, % | استحکام ضربه در -60 درجه سانتیگراد | تست خم و سرد ( با- ضخامت سنبه، د- قطر میله) | ||||
| N/mm 2 | kgf/mm 2 | N/mm 2 | kgf/mm 2 | MJ/m2 | kgf × m/cm 2 | |||||
| نه کمتر | ||||||||||
| A-I (A240) | 235 | 24 | 373 | 38 | 25 | — | — | — | 180 درجه؛ ج = د | |
| A-II (A300) | 295 | 30 | 490 | 50 | 19 | 180 درجه؛ با = 3د | ||||
| Ac-II (Ac300) | 441 | 45 | 25 | 0,5 | 5 | 180 درجه؛ ج = د | ||||
| A-III (A400) | 390 | 40 | 590 | 60 | 14 | — | — | 90 درجه؛ با = 3د | ||
| A-IV (A600) | 590 | 60 | 883 | 90 | 6 | 2 | 45 درجه؛ با = 5د | |||
| A-V (A800) | 785 | 80 | 1030 | 105 | 7 | |||||
| A-VI (A1000) | 980 | 100 | 1230 | 125 | 6 | |||||
| یادداشت: 1. با توافق بین سازنده و مصرف کننده، آزمایش مقاومت ضربه ای فولاد تقویت کننده کلاس Ac-II مجاز است. 2. (حذف شده، اصلاحیه شماره 3). 3. برای تقویت فولاد کلاس A-IV با قطر 18 میلی متر، درجه فولاد 80 درجه سانتی گراد، هنجار خمشی در حالت سرد حداقل 30 درجه تنظیم شده است. 4. برای تقویت فولاد کلاس A-I (A240) با قطر بیش از 20 میلی متر هنگام خمش سرد 180 درجه با = 2د، کلاس A-II (A300) با قطر St. 20 میلی متر با = 4د 5. نمادهای قدرت تسلیم در داخل پرانتز نشان داده شده است. |
||||||||||
(ویرایش تغییر یافته، اصلاحیه شماره 1، 3، 5).
برای فولاد کلاس A-II (A300) با قطر St. 40 میلی متر، مجاز است به ازای هر میلی متر افزایش قطر، 0.25٪ از کشیدگی نسبی کاهش یابد، اما بیش از 3٪ نیست.
برای فولاد کلاس Ac-II (Ac300)، کاهش استحکام کششی تا 426 مگاپاسکال (43.5 کیلوگرم بر میلیمتر مربع) با کشیدگی نسبی: δ5 30 درصد یا بیشتر مجاز است.
برای فولاد درجه 25G2S کلاس A-III (A400)، کاهش استحکام کششی به 560 مگاپاسکال (57 کیلوگرم بر میلیمتر مربع) با مقاومت تسلیم حداقل 405 مگاپاسکال (41 کیلوگرم بر میلیمتر مربع)، ازدیاد طول نسبی δ5 مجاز است. 20 درصد
2.7. شاخص های آماری خواص مکانیکی میله های فولادی تقویت کننده پروفیل دوره ای باید با پیوست 1 مطابقت داشته باشد، با افزایش یکنواختی خواص مکانیکی - پیوست 1 و جدول. 9.
احتمال دستیابی به خواص مکانیکی نشان داده شده در جدول. 8، باید حداقل 0.95 باشد.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
2.8. روی سطح پروفیل، از جمله سطح دنده ها و برآمدگی ها، نباید هیچ گونه ترک نورد، ترک تنشی، ایراد، فیلم نورد شده یا غروب خورشید وجود داشته باشد.
آسیب جزئی به دنده ها و برجستگی ها مجاز است، به میزان بیش از سه در هر 1 متر طول، و همچنین زنگ زدگی جزئی، لکه های تکی رول شده، چاپ، افتادگی، آثار حباب های نورد شده، موج دار شدن و پوسته پوسته شدن. در انحرافات مجاز اندازه
(ویرایش تغییر یافته، اصلاحیه شماره 2).
2.9. جوش پذیری فولاد تقویت کننده در تمام گریدها، به جز 80 درجه سانتیگراد، توسط ترکیب شیمیایی و تکنولوژی ساخت تضمین می شود.
2.10. معادل کربن ![]() برای تقویت میله های جوشی ساخته شده از فولاد کم آلیاژ کلاس A-III (A400) نباید بیش از 0.62 باشد.
برای تقویت میله های جوشی ساخته شده از فولاد کم آلیاژ کلاس A-III (A400) نباید بیش از 0.62 باشد.
(اصلاحیه شماره 5 اضافه شده است).
جدول 9
| کلاس فولاد تقویت کننده | شماره پروفایل | اس | S 0 | ||||||
| برای σ t (σ 0.2) | برای σ در | برای σ t (σ 0.2) | برای σ در | برای σ t (σ 0.2) | برای σ در | برای σ t (σ 0.2) | برای σ در | ||
| MPa (kgf/mm 2) | MPa (kgf/mm 2) | ||||||||
| بیشتر نه | |||||||||
| A-II (A300) | 10-10 | 29(3) | 29(3) | 15(1,5) | 15(1,5) | 0,08 | 0,06 | 0,05 | 0,03 |
| A-III (A400) | 6-40 | 39(4) | 39(4) | 20(2,0) | 20(2,0) | 0,07 | |||
| A-IV (A600) | 10-22 | 69(7) | 69(7) | 39(4,0) | 39(4) | 0,09 | 0,06 | 0,05 | |
| A-V (A800) | 78(8) | 78(8) | 49(5,0) | 49(5,0) | |||||
| A-VI (A1000) | 88(9) | 88(9) | 0,08 | 0,05 | 0,04 | ||||
| یادداشت: 1. اس- انحراف معیار در جمعیت عمومی آزمون ها؛ اس 0 - انحراف استاندارد در دسته ذوب. - مقدار متوسط در جمعیت آزمون ها؛ - حداقل مقدار متوسط در یک ذوب دسته ای. 2. برای تقویت فولاد در کلاف به قطر 6 و 8 میلی متر مجاز است استانداردهای اسو اس 0 تا 4.9 مگاپاسکال (0.5 kgf/mm 2). 3. (حذف شده، اصلاحیه شماره 5). |
|||||||||
3. قوانین پذیرش
3.1. فولاد تقویت کننده در دسته های متشکل از پروفیل های هم قطر، یک کلاس، یک ملاقه مذاب و با یک سند کیفیت پذیرفته می شود.
وزن دسته باید تا 70 تن باشد.
مجاز است جرم دسته را به جرم ملاقه ذوب افزایش دهید.
3.2. هر دسته با یک سند کیفیت مطابق با GOST 7566 همراه با داده های اضافی همراه است:
- شماره پروفایل؛
- حداقل مقدار متوسط و انحرافات استاندارد اس 0 در دسته ای از مقادیر σ t (σ 0.2) و σ در؛
- نتایج آزمایشات خمش سرد؛
- مقادیر ازدیاد طول یکنواخت برای کلاس های فولادی A-IV (A600)، A-V (A800)، A-VI (A1000).
3.3. برای بررسی اندازه و کیفیت سطح، انتخاب کنید:
- در ساخت فولاد تقویت کننده در میله ها - حداقل 5٪ از دسته.
- در طول تولید و اسکاج - دو اسکاج از هر دسته.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
3.4. برای بررسی ترکیب شیمیایی، نمونه ها مطابق با GOST 7565 گرفته می شود.
سازنده کسر جرمی آلومینیوم را به صورت دوره ای تعیین می کند، اما حداقل یک بار در یک چهارم.
3.5. برای آزمایش مقاومت کششی، خمشی و ضربه ای، دو میله از دسته انتخاب می شود.
برای سازنده، فاصله زمانی برای انتخاب میله ها باید حداقل نصف زمان صرف شده برای نورد یک اندازه پروفیل از یک دسته باشد.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
3.6. اگر نتایج آزمایش رضایت بخش حداقل برای یکی از شاخص ها به دست آید، آزمایش های مکرر مطابق با GOST 7566 انجام می شود.
4. روش های تست
4.1 تجزیه و تحلیل شیمیایی فولاد طبق GOST 12344، GOST 12348، GOST 12350، GOST 12352، GOST 12355، GOST 12356، GOST 18895 یا سایر روش هایی که دقت مورد نیاز را تضمین می کند انجام می شود.
4.2. قطر و بیضی پروفیل ها در فاصله حداقل 150 میلی متر از انتهای میله یا در فاصله حداقل 1500 میلی متر از انتهای میله با وزن اسکلت تا 250 کیلوگرم و حداقل اندازه گیری می شود. 3000 میلی متر با وزن اسکلت بیش از 250 کیلوگرم.
4.3. ابعاد با ابزار اندازه گیری با دقت مورد نیاز بررسی می شود.
4.4. یک نمونه از هر میله انتخابی برای آزمایش مقاومت کششی، خمشی و ضربه ای بریده می شود.
4.5. نمونه برداری برای آزمایش مقاومت کششی، خمشی و ضربه ای مطابق با GOST 7564 انجام می شود.
4.6. آزمایش کشش طبق GOST 12004 انجام می شود.
4.7. آزمایش خمش طبق GOST 14019 بر روی نمونه هایی با سطح مقطع برابر با مقطع میله انجام می شود.
برای میله هایی با قطر بیش از 40 میلی متر، آزمایش نمونه های برش خورده در امتداد محور میله روی سنبه ای با قطری که نسبت به جدول نشان داده شده به نصف کاهش یافته است مجاز است. 4، با نیروی خمشی اعمال شده از سمت برش.
4.8. تعیین استحکام ضربه طبق GOST 9454 بر روی نمونه هایی با متمرکز کننده نوع U نوع 3 برای میله های با قطر 12 - 14 میلی متر و نمونه های نوع 1 برای میله های با قطر 16 میلی متر یا بیشتر انجام می شود. نمونه ها مطابق با الزامات GOST 9454 ساخته می شوند.
4.9. استفاده از روش های آماری و غیر مخرب برای نظارت بر خواص مکانیکی و جرم پروفیل ها مجاز است.
4.10. انحنای میله ها در طول پروفیل عرضه شده اندازه گیری می شود، اما کوتاهتر از 1 متر نیست.
4.11. تعیین شاخص های آماری خواص مکانیکی مطابق با پیوست 2 اجباری.
4.12. کیفیت سطح بدون استفاده از دستگاه های ذره بین بررسی می شود.
4.10 — 4.12. (اصلاح شماره 3 به اضافه معرفی شد).
4.13. ارتفاع برآمدگی های عرضی یک پروفیل دوره ای باید در امتداد محور عمودی سطح مقطع میلگردهای تقویت کننده اندازه گیری شود.
(معرفی اضافه شده، اصلاحیه شماره 4).
5. بسته بندی، برچسب گذاری، حمل و نقل و ذخیره سازی
5.1. بسته بندی، برچسب زدن، حمل و نقل و ذخیره سازی - مطابق با GOST 7566 با اضافات زیر:
- انتهای میله های ساخته شده از فولادهای کم آلیاژ کلاس A-IV (A600) باید با رنگ قرمز، کلاس A-V - قرمز و سبز، کلاس A-VI (A1000) - قرمز و آبی رنگ شود. رنگ آمیزی رباط ها در فاصله 0.5 متری از انتهای مجاز است.
- میله ها در بسته هایی با وزن حداکثر 15 تن بسته بندی می شوند که با سیم یا میله سیم بسته می شوند. به درخواست مصرف کننده، میله ها در بسته هایی با وزن حداکثر 3 و 5 تن بسته بندی می شوند.
روی کراوات ها، رنگ به صورت نوارهایی با عرض کمتر از 20 میلی متر در سطح جانبی اطراف محیط (حداقل 1/2 طول محیط) در فاصله حداکثر 500 میلی متر از انتهای آن اعمال می شود.
رنگ به صورت نوارهایی به پهنای کمتر از 20 میلی متر در سراسر پیچ های بیرونی اسکله اعمال می شود.
برای محصولات بسته بندی نشده، رنگ روی سطح انتهایی یا کناری در فاصله حداکثر 500 میلی متر از انتها اعمال می شود.
برچسب متصل به هر دسته از میله ها با نام پذیرفته شده کلاس فولاد تقویت کننده (به عنوان مثال، A-III) یا نماد کلاس قدرت تسلیم (A400) مشخص شده است.
(ویرایش تغییر یافته، اصلاحیه شماره 3، 5).
ضمیمه 1
اجباری
الزامات شاخص های آماری ویژگی های مکانیکی
≥ ایکسمن b p + تی × اس;
> 0,9ایکسمن b p + 3 اس 0 ;
≥Xمن b p
جایی که ایکسiбp- مقادیر رد σ در، σ 0.2، نشان داده شده در جدول. 8 این استاندارد؛
تی- مقدار کمی که برابر با 2 برای کلاس های A-II (A300) و A-III (A400) و 1.64 برای کلاس های A-IV (A600)، A-V (A800) و A-VI (A 1000) است.
- کنترل کیفی شاخص های خواص مکانیکی محصولات در کارخانه تولیدی
2.1. شاخص های کیفی مورد نیاز پروفیل ها با انطباق با تکنولوژی تولید تضمین می شود و با آزمایش مطابق با الزامات بند 3.5، بندها کنترل می شود. 4.4 - 4.8.
2.2. مقادیر ، ، اسو S 0مطابق با نتایج آزمایش و مفاد پیوست 2 نصب شده است.
- کنترل کیفیت شاخص های خواص مکانیکی محصولات در شرکت مصرف کننده
3.1. مصرف کننده، در صورت داشتن سند کیفیت برای محصولات با بالاترین رده، ممکن است خواص مکانیکی را آزمایش نکند.
3.2. در صورت نیاز به بررسی خواص مکانیکی هر دسته، شش نمونه از کیسه ها یا کلاف های مختلف و از پروفیل های مختلف آزمایش می شود و بر اساس نتایج، احراز شرایط بررسی می شود.
![]()
![]()
مقدار متوسط خواص مکانیکی بر اساس نتایج آزمایش شش نمونه کجاست.
ایکس min حداقل مقدار نتایج آزمایش شش نمونه است.
3.3. حداقل مقادیر طول نسبی δ5 و ازدیاد طول یکنواخت δr نباید کمتر از مقادیر داده شده در جدول باشد. 8.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
ضمیمه 2
اجباری
روش
تعیین شاخص های آماری ویژگی های مقاومت خواص مکانیکی
فولاد نورد گرم برای تقویت سازه های بتن مسلح
این تکنیک برای پروفیل های دوره ای نورد گرم، تسریع شده-خنک شده، حرارت مکانیکی و حرارتی تقویت شده نورد شده در سیم پیچ ها یا میله ها اعمال می شود.
این تکنیک برای ارزیابی قابلیت اطمینان خواص مکانیکی در هر دسته از ذوب و فولاد به عنوان یک کل، و برای کنترل پایداری فرآیند تکنولوژیکی استفاده می شود.
- برای تعیین شاخص های آماری خواص مکانیکی (مقاومت تسلیم فیزیکی σ t یا σ شرطی 0.2، استحکام کششی σ v)، از نتایج آزمایش کنترلی به نام جمعیت های عمومی استفاده می شود.
- مطابقت خواص مکانیکی محصولات نورد شده با الزامات اسناد نظارتی و فنی بر اساس پردازش آماری نتایج آزمایش که نمونه ای از جمعیت عمومی را تشکیل می دهد تعیین می شود. تمام یافته ها، نتایج و نتیجه گیری های به دست آمده از نمونه برای کل جامعه اعمال می شود.
- یک نمونه مجموعه ای از نتایج آزمایش کنترل است که یک آرایه اطلاعاتی را برای پردازش تشکیل می دهد.
نمونه شامل نتایج آزمون پذیرش محصولات نورد هم کلاس، یک درجه و روش ذوب، نورد شده به یک یا گروهی از اندازه های پروفیل مشابه است.
مقادیر اسبا توجه به اسناد نظارتی و فنی تعیین می شود.
حداقل ارزش اس 0 برابر است با 1
جایی که شی br - مقدار رد σ t (σ 0.2) و σ در، مشخص شده در اسناد نظارتی و فنی مربوطه.
(معرفی اضافه شده، اصلاحیه شماره 3).
داده های اطلاعاتی
- توسعه و معرفی شده توسط وزارت متالورژی آهنی اتحاد جماهیر شوروی، گوستروی اتحاد جماهیر شوروی
- با فرمان کمیته استانداردهای ایالتی اتحاد جماهیر شوروی مورخ 17 دسامبر تصویب و لازم الاجرا شد. شماره 4800
- به جای GOST 5.1459-72، GOST 5781-75
- مرجع اسناد نظارتی و فنی
| تعیین ITD که برای آن داده شده است ارتباط دادن |
شماره مورد | تعیین ITD اشاره شده است | شماره مورد |
| GOST 380-94 | 2.3, 2.4 | GOST 12348-78 | 4.1 |
| GOST 2590-88 | 1.6 | GOST 12350-78 | 4.1 |
| GOST 7564-97 | 4.5 | GOST 12352-81 | 4.1 |
| GOST 7565-81 | 3.4 | GOST 12355-78 | 4.1 |
| GOST 7566-94 | 3.2, 3.6, 5.1 | GOST 12356-81 | 4.1 |
| GOST 9454-78 | 4.8 | GOST 14019-2003 | 4.7 |
| GOST 12004-81 | 4.6 | GOST 18895-97 | 4.1 |
| GOST 12344-2003 | 4.1 | OST 14-34-78 | ضمیمه 2 |
- مدت اعتبار طبق پروتکل شماره 3-93 شورای بین ایالتی استانداردسازی، اندازه گیری و صدور گواهینامه (IUS 5-6-93) لغو شد.
- ویرایش (نوامبر 2005) با اصلاحات شماره 1، 2، 3، 4، 5، مصوب فوریه 1984، ژوئن 1987، دسامبر 1987، اکتبر 1989، دسامبر 1990 (5-84، 11-87، 3-88، 1- 90، 3-91).
فولاد نورد گرم برای تقویت سازه های بتنی فرو. مشخصات فنی
GOST 5781-82
OKP 09 3004; 09 3005;
09 3006; 09 3007; 09 3008
تاریخ معرفی 83/07/01
داده های اطلاعاتی
1. توسعه و معرفی توسط وزارت متالورژی آهنی اتحاد جماهیر شوروی، کمیته ساخت و ساز دولتی USSRDEVELOPERS
N.M.Vorontsov، Ph.D. علوم; I.S Grin, Ph.D. علوم; K.F. Peretyatko;
G.I. Snimshchikova; A.G. Bolshova; E.D. Gavrilenko; Ph.D. علوم; K.V.Mikhailov، دکترای مهندسی. علوم; S.A.Madatyan, Ph.D. علوم; N.M. Mulin، Ph.D. علوم; V.Z.Meshkov, Ph.D. علوم، B.P. Goryachev، Ph.D. علوم; B.N. Fridlyanov; وی.آی.پتینا
2. با قطعنامه کمیته دولتی اتحاد جماهیر شوروی در مورد استانداردها به تاریخ 17 دسامبر 1982 به شماره 4800 تأیید و لازم الاجرا شد.
3. به جای GOST 5.1459-72، GOST 5781-75
4. مرجع اسناد نظارتی و فنی
| تعیین سند فنی ارجاع شده | شماره مورد |
| GOST 380-88 | 2.3, 2.4 |
| GOST 2590-88 | 1.6 |
| GOST 7564-73 | 4.5 |
| GOST 7565-81 | 3.4 |
| GOST 7566-81 | 3.2, 3.6, 5.1 |
| GOST 9454-78 | 4.8 |
| GOST 12004-81 | 4.6 |
| GOST 12344-88 | 4.1 |
| GOST 12348-78 | 4.1 |
| GOST 12350-78 | 4.1 |
| GOST 12352-81 | 4.1 |
| GOST 12355-78 | 4.1 |
| GOST 12356-81 | 4.1 |
| GOST 14019-80 | 4.7 |
| GOST 18895-81 | 4.1 |
| OST 14-34-78 | ضمیمه 2 |
5. مدت اعتبار با تصمیم شورای استاندارد، اندازهشناسی و صدور گواهینامه بین ایالتی لغو شد (پروتکل 3-93 مورخ 17/02/93)
6. REISSUE (دسامبر 1993) با اصلاحات شماره 1، 2، 3، 4، 5، مصوب فوریه 1984، ژوئن 1987، دسامبر 1987، اکتبر 1989، دسامبر 1990 (5 -84، 11-87، 3-88، 1-90، 3-91)، اصلاح شده (IUS شماره 2-3، 1994)
این استاندارد برای فولادهای گرد نورد گرم پروفیل های صاف و دوره ای که برای تقویت سازه های بتن مسلح معمولی و پیش تنیده (فولاد تقویت کننده) در نظر گرفته شده است، اعمال می شود.
در مورد استانداردهای ترکیب شیمیایی فولادهای کم آلیاژ، این استاندارد در مورد شمش، بلوم و بیلت نیز اعمال می شود.
(ویرایش تغییر یافته، اصلاحیه شماره 4).
1. طبقه بندی و طبقه بندی
1.1. بسته به خواص مکانیکی، فولاد تقویت کننده به کلاس های A-I (A240)، A-II (A300)، A-III (A400) تقسیم می شود. A-IV (A600)، A-V (A800)، A-VI (A1000).
1.2. فولاد تقویت کننده به صورت میله یا کلاف تولید می شود. فولاد تقویت کننده کلاس A-I (A240) صاف ساخته شده است، کلاس های A-II (A300)، A-III (A400)، A-IV (A600)، A-V (A800) و A-VI (A1000) - مشخصات دوره ای.
به درخواست مصرف کننده، فولاد کلاس های A-II (A300)، A-III (A400)، A-IV (A600) و A-V (A800) صاف می شود.
1.1; 1.2. (ویرایش تغییر یافته، اصلاحیه شماره 5).
1.3. شماره پروفیل، سطح مقطع، وزن 1 متر طول فولاد تقویت کننده پروفیل های صاف و دوره ای، و همچنین حداکثر انحراف جرم برای پروفیل های دوره ای باید با موارد ذکر شده در جدول مطابقت داشته باشد. 1.
1.4. قطر اسمی پروفیل های دوره ای باید با قطر اسمی پروفیل های صاف با سطح مقطع مساوی مطابقت داشته باشد.
میز 1

1.5. وزن 1 متر پروفیل بر اساس ابعاد اسمی با چگالی فولاد 7.85 محاسبه می شود. 10 3 کیلوگرم بر متر مکعب. احتمال ایجاد جرم 1 متر باید حداقل 0.9 باشد.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
1.6. حداکثر انحراف از قطر پروفیل های صاف برای دقت نورد معمولی باید با GOST 2590-88 مطابقت داشته باشد.
1.7. فولاد تقویت کننده پروفیل تناوبی یک پروفیل گرد با دو دنده طولی و برآمدگی های عرضی است که در امتداد یک خط مارپیچ سه سرب قرار دارند. برای پروفیل های با قطر 6 میلی متر، برجستگی هایی که در امتداد یک خط مارپیچ تک سرب قرار دارند، با قطر 8 میلی متر - در امتداد یک خط مارپیچ با شروع دوبل مجاز است.
1.8. فولاد تقویت کننده کلاس A-II (A300)، ساخته شده در یک طرح معمولی، با پروفیل نشان داده شده در شکل. 1a و هدف ویژه Ac-II (Ac300) با نمایه نشان داده شده در نقاشی. 2a، باید دارای برآمدگی هایی باشد که در امتداد خطوط مارپیچ با رویکرد یکسان در هر دو طرف پروفیل قرار دارند.
فولاد کلاس A-III (A400)، ساخته شده با پروفیل نشان داده شده در شکل. 1b، و کلاس های A-IV (A600)، A-V (A800)، A-VI (A1000) با مشخصات نشان داده شده در شکل. 1b، 2b، باید دارای برجستگی هایی در امتداد خطوط مارپیچ باشد که دارای ورودی های سمت راست در یک طرف نمایه و ورودی های چپ در سمت دیگر هستند.
فولاد تقویت کننده برای اهداف ویژه کلاس Ac-II (Ac300) با پروفیل های نشان داده شده در شکل ساخته شده است. 1a یا 2a.
نمایه نشان داده شده در شکل 2a، برای اهداف خاص با توافق بین سازنده و مصرف کننده تولید می شود. شکل و ابعاد پروفیل های نشان داده شده در شکل. 2a و b ممکن است مشخص شود.

چرندیات. 1

چرندیات. 2
1.9. ابعاد و حداکثر انحراف ابعاد فولاد تقویت کننده پروفیل دوره ای، ساخته شده بر اساس نقشه. 1a و b باید با موارد ارائه شده در جدول مطابقت داشته باشند. 2 اما لعنتی 2a و b - در جدول آورده شده است. 3.
جدول 2
ابعاد، میلی متر

توجه داشته باشید. به درخواست مصرف کننده، حداکثر انحراف اندازه d 1 نباید از حداکثر انحراف d به اضافه حداکثر انحراف دو برابر h تجاوز کند.
جدول 3
ابعاد، میلی متر

1.10. جابجایی های نسبی برآمدگی های مارپیچ در طرفین پروفیل، که توسط دنده های طولی از هم جدا شده اند، استاندارد نیستند.
ابعادی که حداکثر انحراف برای آنها ایجاد نشده است برای ساخت کالیبر ارائه شده است و در نمایه تمام شده بررسی نمی شود.
1.11. بیضی پروفیل های صاف (تفاوت بین بزرگترین و کوچکترین قطر در بخش آب) نباید از مجموع حداکثر انحرافات مثبت و منفی در قطر تجاوز کند.
1.9. - 1.11. (ویرایش تغییر یافته. اصلاحیه شماره 3).
1.12. فولاد تقویت کننده کلاس های A-I (A240) و A-II (A300) با قطر حداکثر 12 میلی متر و کلاس A-III (A400) با قطر تا 10 میلی متر شامل کلاف یا میله با قطر بزرگ تولید می شود - در میله ها فولاد تقویت کننده کلاس های MV (A600)، A-V (A800) و A-VI (A1000) در تمام سایزها به صورت میله ای به قطر 6 و 8 میلی متر تولید می شود که با توافق سازنده و مصرف کننده به صورت کلاف تولید می شود.
1.13. میله ها از 6 تا 12 متر ساخته می شوند:
طول اندازه گیری شده؛
طول اندازهگیری شده با بخشهای اندازهگیری نشده به طول حداقل 2 متر، نه بیشتر از 15٪ وزن قطعه؛
طول اندازه گیری نشده
در دسته ای از میله هایی با طول اندازه گیری نشده، وجود میله هایی با طول 3 تا 6 متر مجاز است، بیش از 7٪ جرم دسته.
با توافق سازنده و مصرف کننده امکان ساخت میله از 5 تا 25 متر وجود دارد.
1.14. حداکثر انحراف در طول میلههای اندازهگیری باید با انحرافات ارائه شده در جدول مطابقت داشته باشد. 4.
جدول 4
میله های با دقت بالا بر اساس نیاز مشتری ساخته می شوند.
1.15. انحنای میله ها نباید از 0.6 درصد طول اندازه گیری شده تجاوز کند.
نمونه هایی از نمادها
فولاد تقویت کننده با قطر 20 میلی متر، کلاس A-II (A300):
20-A-11 GOST 5781-82
فولاد تقویت کننده با قطر 18 میلی متر، کلاس A-I (A240):
18-A-1 GOST 5781-82
در تعیین میله های کلاس A-II (A300) برای اهداف خاص، شاخص c اضافه می شود: Ac-II (Ac300).
(ویرایش تغییر یافته، اصلاحیه شماره 4).
2. الزامات فنی
2.1. فولاد تقویت کننده مطابق با الزامات این استاندارد و آیین نامه های فنی مصوب به روش مقرر ساخته می شود.
2.2. فولاد تقویت کننده از کربن و فولاد کم آلیاژ از گریدهای نشان داده شده در جدول ساخته شده است. 5. درجه فولاد توسط مصرف کننده در سفارش مشخص می شود. در صورت عدم وجود نشانه، عیار فولاد توسط سازنده تعیین می شود. برای میله های کلاس A-IV (A600)، گریدهای فولادی با توافق بین سازنده و مصرف کننده نصب می شوند.
جدول 5

یادداشت:
- ساخت فولاد تقویت کننده کلاس A^(A800) از گریدهای فولادی 22Х2Г2АУ، 22Х2Г2Р و 22Х2Г2СС مجاز است.
- ابعاد مشخص شده در براکت ها با توافق بین سازنده و مصرف کننده ساخته می شود.
(ویرایش تغییر یافته، اصلاحیه شماره 3، 4).
2.3. ترکیب شیمیایی فولاد کربنی تقویتکننده باید مطابق با GOST 38088، فولاد کم آلیاژ - با استانداردهای ارائه شده در جدول باشد. 6
جدول 6

2.3.1. در فولاد درجه 20ХГ2Ц، مجاز است کسر جرمی کروم را به 1.7٪ افزایش دهد و زیرکونیوم را با 0.02-0.08٪ تیتانیوم جایگزین کند. در فولاد درجه 23Х2Г2Т مجاز به جایگزینی تیتانیوم با 0.050.10٪ زیرکونیوم است. در این مورد، در تعیین درجه فولاد 20KhG2T، به جای حرف C، در فولاد گرید 23Kh2G2T، از حرف C به جای حرف T استفاده می شود.
در فولاد درجه 32G2Rps، آلومینیوم را می توان با تیتانیوم یا زیرکونیوم در واحدهای مساوی جایگزین کرد.
2.3.2. کسر جرمی نیتروژن در فولاد درجه 22Х2Г2АУ باید 0.015-0.030٪ باشد، کسر جرمی نیتروژن باقیمانده در فولاد درجه 10GT نباید بیش از 0.008٪ باشد.
2.3.3. کسر جرمی بور در گریدهای فولادی 22Kh2G2R، 20Kh2G2SR و 32G2Rps باید 0.0010.007٪ باشد. در فولاد درجه 22Х2Г2АУ، افزودن 0.001-0.008٪ بور مجاز است.
2.3.4. افزودن تیتانیوم به گریدهای فولادی 18G2S، 25G2S، 35GS بر اساس کسر جرمی آن در محصولات نورد نهایی 0.01-0.03٪، به فولاد 35GS بر اساس افزودن جرم آن به محصولات نورد نهایی تولید شده در کلاف های 0.01-0.06٪ مجاز است. .
2.4. انحراف در ترکیب شیمیایی محصولات نورد نهایی ساخته شده از فولادهای کربنی - مطابق با GOST 380-88، از فولادهای کم آلیاژ که مطابق با استانداردهای خواص مکانیکی - جدول. 7. انحرافات منفی در محتوای عناصر (به جز تیتانیوم و زیرکونیوم و سیلیکون درجه فولاد 20Kh2G2SR) محدود نمی شود.
جدول 7

توجه داشته باشید. با توافق بین سازنده و مصرف کننده، فولاد را می توان با سایر انحرافات در محتوای کروم، سیلیکون و منگنز تولید کرد.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
2.5. فولاد تقویت کننده کلاس های A-I (A240)، A-II (A300)، A-III (A400)، A-IV (A600) نورد گرم ساخته می شود، کلاس A-V (A800) - با درجه حرارت پایین، کلاس A- VI (A1000) - با درجه حرارت پایین یا عملیات حرارتی مکانیکی در جریان یک آسیاب نورد.
مجاز است که در دمای پایین فولاد کلاس های A-V (A800) و A-VI (A1000) انجام نشود، مشروط بر اینکه طول نسبی حداقل 9٪ و کشیدگی یکنواخت حداقل 2٪ هنگام آزمایش در داخل به دست آید. 12 ساعت پس از نورد.
2.6. خواص مکانیکی فولاد تقویت کننده باید با استانداردهای مشخص شده در جدول مطابقت داشته باشد. 8.
برای فولاد کلاس A-II (A300) با قطر بیش از 40 میلی متر، کاهش ازدیاد طول 0.25٪ برای هر میلی متر افزایش قطر مجاز است، اما حداکثر 3٪.
برای فولاد کلاس Ac-II (Ac300)، استحکام کششی را می توان به 426 کاهش داد
MPa (43.5 kgf/mm 2) با کشیدگی نسبی δ5 30 درصد یا بیشتر.
برای فولاد درجه 25G2S کلاس A-III (A400)، کاهش استحکام کششی به 560 مگاپاسکال (57 کیلوگرم بر میلیمتر مربع) با مقاومت تسلیم حداقل 405 مگاپاسکال (41 کیلوگرم بر میلیمتر مربع)، ازدیاد طول نسبی δ5 مجاز است. 20 درصد
2.7. شاخص های آماری خواص مکانیکی میلگردهای فولادی تقویت کننده پروفیل دوره ای باید با پیوست 1 مطابقت داشته باشد، با افزایش یکنواختی خواص مکانیکی - پیوست 1 و جدول. 9.
احتمال دستیابی به خواص مکانیکی نشان داده شده در جدول. 8، باید حداقل 0.95 باشد.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
جدول 8

یادداشت:
- با توافق بین سازنده و مصرف کننده، امکان آزمایش مقاومت ضربه ای فولاد تقویت کننده کلاس Ac-II وجود دارد.
- (حذف شده، اصلاحیه شماره 3).
- برای تقویت فولاد کلاس A-IV با قطر 18 میلی متر، فولاد درجه 80 درجه سانتی گراد، میزان خمش سرد حداقل 30 درجه تنظیم شده است.
- برای تقویت فولاد کلاس A-I (A240) با قطر بیش از 20 میلی متر هنگام خم شدن در حالت سرد 180 درجه سانتی گراد = 2d، کلاس A-II (A300) با قطر بیش از 20 میلی متر c = 4d.
- نمادهای کلاس فولاد تقویت کننده با توجه به استحکام تسلیم در براکت ها نشان داده شده است.
(ویرایش تغییر یافته، اصلاحیه شماره 1، 3، 5).
2.8. روی سطح پروفیل، از جمله سطح دنده ها و برآمدگی ها، نباید هیچ گونه ترک رول شده، ترک استرس، ایراد، فیلم نورد یا غروب خورشید وجود داشته باشد.
آسیب جزئی به دنده ها و برجستگی ها مجاز است، به میزان بیش از سه در هر 1 متر طول، و همچنین زنگ زدگی جزئی، آلودگی تکی رول شده، چاپ، افتادگی، آثار حباب های بیرون زده، موج دار شدن و پوسته پوسته شدن. در انحرافات مجاز اندازه
(ویرایش تغییر یافته، اصلاحیه شماره 2).
2.9. جوش پذیری فولاد تقویت کننده در تمام گریدها، به جز 80 درجه سانتیگراد، توسط ترکیب شیمیایی و تکنولوژی ساخت تضمین می شود.
2.10. معادل کربن  برای میلگردهای تقویت شده جوش داده شده
برای میلگردهای تقویت شده جوش داده شده
از فولاد کم آلیاژ کلاس A-III (A400) نباید بیشتر از 0.62 باشد.
(اصلاحیه شماره 5 اضافه شده است).
جدول 9

یادداشت:
- S - انحراف معیار در جمعیت عمومی آزمون ها.
- بنابراین - انحراف استاندارد در دسته ذوب.
- x میانگین مقدار در جمعیت آزمون ها است.
- ~ - حداقل مقدار متوسط در یک ذوب دسته ای.
- برای تقویت فولاد در سیم پیچ هایی با قطر 6 و 8 میلی متر، مجاز است استانداردهای S و S 0 را به 4.9 مگاپاسکال (0.5 کیلوگرم بر میلی متر مربع) افزایش دهید.
3. (حذف شده، اصلاحیه شماره 5).
3. قوانین پذیرش
3.1. فولاد تقویت کننده در دسته های متشکل از پروفیل های هم قطر، یک کلاس، یک ملاقه مذاب و با یک سند کیفیت پذیرفته می شود.
وزن دسته باید تا 70 تن باشد.
مجاز است جرم دسته را به جرم ملاقه ذوب افزایش دهید.
3.2. هر دسته با یک سند کیفیت مطابق با GOST 7566-81 همراه با داده های اضافی همراه است:
شماره پروفایل؛ کلاس؛
حداقل مقدار متوسط x~ و انحراف استاندارد S 0 در دسته ای از مقادیر
σ T (σ 0.2) و σ B
نتایج آزمایش خمش سرد؛
مقادیر ازدیاد طول یکنواخت برای کلاس های فولادی A-IV (A600)، A-V (800)، A-VI (A1000).
3.3. برای بررسی اندازه و کیفیت سطح، انتخاب کنید:
در ساخت فولاد تقویت کننده در میله ها - حداقل 5٪ از دسته. هنگامی که در کلاف تولید می شود - دو اسکاج از هر دسته.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
3.4. برای بررسی ترکیب شیمیایی، نمونه ها مطابق با GOST 7565-81 گرفته می شود.
سازنده کسر جرمی آلومینیوم را به صورت دوره ای تعیین می کند، اما حداقل یک بار در یک چهارم.
3.5. برای آزمایش مقاومت کششی، خمشی و ضربه ای، دو میله از دسته انتخاب می شود، فاصله نمونه برداری از میله ها برای سازنده باید حداقل نصف باشد
زمان صرف شده برای رول کردن یک اندازه پروفایل یک دسته.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
3.6. اگر نتایج آزمایش رضایت بخش حداقل برای یکی از شاخص ها به دست آید، آزمایش های مکرر مطابق با GOST 7566-81 انجام می شود.
4. روش های تست
4.1. تجزیه و تحلیل شیمیایی فولاد بر اساس GOST 12344-88، GOST 12348-78، GOST 12350-78، GOST 12352-81، GOST 12355-78، GOST 12356-81، GOST 12348-78، اطمینان از روش های مورد نیاز یا سایر روش ها انجام می شود. دقت.
4.2. قطر و بیضی پروفیل ها در فاصله حداقل 150 میلی متر از انتهای میله یا در فاصله حداقل 1500 میلی متر از انتهای میله با وزن اسکلت تا 250 کیلوگرم و حداقل اندازه گیری می شود. 3000 میلی متر با وزن اسکلت بیش از 250 کیلوگرم.
4.3. ابعاد با ابزار اندازه گیری با دقت مورد نیاز بررسی می شود.
4.4. یک نمونه از هر میله انتخابی برای آزمایش کشش، خمش و ضربه بریده می شود.
4.5. نمونه برداری برای آزمایش مقاومت کششی، خمشی و ضربه ای مطابق با GOST 7564-73 انجام می شود.
4.6. آزمایش کشش مطابق با GOST 12004-81 انجام می شود.
4.7. آزمایش خمش طبق GOST 14019-80 بر روی نمونه هایی با سطح مقطع برابر با مقطع میله انجام می شود.
برای میله هایی با قطر بیش از 40 میلی متر، آزمایش نمونه های برش خورده در امتداد محور میله روی سنبه ای با قطری که نسبت به جدول نشان داده شده به نصف کاهش یافته است مجاز است. 4، با اعمال نیروی خمشی از سمت برش.
4.8. تعیین قدرت ضربه طبق GOST 9454-78 بر روی نمونه ها با استفاده از متمرکز کننده نوع 3 U برای میله های با قطر 12-14 میلی متر و نمونه های نوع 1 برای میله های با قطر 16 میلی متر یا بیشتر انجام می شود. نمونه ها مطابق با الزامات GOST9454-78 ساخته می شوند.
4.9. استفاده از روش های آماری و غیر مخرب برای نظارت بر خواص مکانیکی و وزن پروفیل ها مجاز است.
4.10. انحنای میله ها در طول پروفیل عرضه شده اندازه گیری می شود، اما کوتاهتر از 1 متر نیست.
4.11. تعیین شاخص های آماری خواص مکانیکی مطابق با پیوست 2 اجباری.
4.12. کیفیت سطح بدون استفاده از دستگاه های ذره بین بررسی می شود.
4.10 - 4.12. (معرفی اضافه شده، اصلاحیه شماره 3).
4.13. ارتفاع برآمدگی های عرضی یک پروفیل دوره ای باید در امتداد محور عمودی سطح مقطع میلگردهای تقویت کننده اندازه گیری شود.
(معرفی اضافه شده، اصلاحیه شماره 4).
5. بسته بندی، برچسب زدن، حمل و نقل و ذخیره سازی
5.1. بسته بندی، برچسب زدن، حمل و نقل و ذخیره سازی - مطابق با GOST 7566-81 با اضافات:
انتهای میله های ساخته شده از فولادهای کم آلیاژ کلاس A-IV (A600) باید با رنگ قرمز رنگ آمیزی شود، کلاس A-V - قرمز و سبز، کلاس A-VI (A 1000) - رنگ آمیزی کراوات مجاز است در فاصله 0.5 متر از انتهای؛
میله ها در بسته هایی با وزن حداکثر 15 تن بسته بندی می شوند که با سیم یا میله سیم بسته می شوند. به درخواست مصرف کننده، میله ها در بسته هایی با وزن حداکثر 3 و 5 تن بسته بندی می شوند.
روی کراوات ها، رنگ به صورت نوارهایی با عرض کمتر از 20 میلی متر روی سطح جانبی اطراف محیط (حداقل 1/2 طول محیط) در فاصله حداکثر 500 میلی متر از انتهای آن اعمال می شود.
رنگ به صورت نوارهایی با عرض کمتر از 20 میلی متر در سراسر پیچ های بیرونی اسکله اعمال می شود.
برای محصولات بسته بندی نشده، رنگ روی سطح انتهایی یا کناری در فاصله حداکثر 500 میلی متر از انتها اعمال می شود.
بر روی برچسب متصل به هر بسته میله، نام پذیرفته شده کلاس فولاد تقویت کننده (به عنوان مثال، A-III) یا نماد کلاس مقاومت تسلیم (A400) اعمال می شود.
ضمیمه 1
(ضروری)
الزامات برای شاخص های آماری خواص مکانیکی
1. سازنده مقادیر متوسط مقاومت کششی σ B و استحکام تسلیم ( σ T فیزیکی و σ 0.2 شرطی) را به طور کلی به مصرف کننده تضمین می کند.
کلیت - ~ و حداقل مقادیر میانگین همین شاخص ها در هر ذوب دسته ای - x i. که مقادیر آن از شرایط زیر تعیین می شود:

که در آن x i br - مقادیر رد مقادیر σ B، σ 0.2 نشان داده شده در جدول. 8 این استاندارد؛
t مقدار کمی است که برابر با 2 برای کلاس های A-II و A-III و 1.64 برای میله های کلاس های A-IV، A-V و A-VI است.
2. کنترل کیفیت شاخص های خواص مکانیکی محصولات در سازنده.
2.1. شاخص های کیفی مورد نیاز پروفیل ها با انطباق با تکنولوژی تولید تضمین می شوند و با آزمایش مطابق با الزامات بند 3.5، بندها کنترل می شوند. 4.4 - 4.8.
2.2. مقادیر xi، x، S و S 0 مطابق با نتایج آزمایش و مفاد پیوست 2 تعیین می شود.
3. کنترل کیفیت شاخص های خواص مکانیکی محصولات در شرکت مصرف کننده.
3.1. مصرف کننده، در صورت داشتن سند کیفیت برای محصولات با بالاترین رده، ممکن است خواص مکانیکی را آزمایش نکند.
3.2. در صورت نیاز به بررسی خواص مکانیکی هر دسته، شش نمونه از کیسهها یا اسکلههای مختلف و از پروفیلهای مختلف آزمایش میشود و بر اساس نتایج، برآورده شدن شرایط بررسی میشود.

که در آن x 6 مقدار متوسط خواص مکانیکی بر اساس نتایج آزمایش شش نمونه است.
Xmin حداقل مقدار نتایج آزمایش شش نمونه است.
3.3. حداقل مقادیر طول نسبی δ5 و ازدیاد طول یکنواخت δ p نباید کمتر از مقادیر ارائه شده در جدول باشد. 8.
(ویرایش تغییر یافته، اصلاحیه شماره 3، 5).
ضمیمه 2
(ضروری)
روششناسی تعیین شاخصهای آماری ویژگیهای مقاومتی خواص مکانیکی محصولات نورد گرم برای تقویت سازههای بتن مسلح
این تکنیک برای پروفیل های دوره ای نورد گرم، تسریع شده-خنک شده، حرارت مکانیکی و حرارتی تقویت شده نورد شده در سیم پیچ ها یا میله ها اعمال می شود.
این تکنیک برای ارزیابی قابلیت اطمینان خواص مکانیکی در هر دسته از ذوب و فولاد به عنوان یک کل، و برای کنترل پایداری فرآیند تکنولوژیکی استفاده می شود.
1. برای تعیین شاخص های آماری خواص مکانیکی (استحکام تسلیم فیزیکی δT یا δ 0.2 شرطی، استحکام کششی δ in) استفاده می شود.
نتایج آزمون مرجع، جمعیت نامیده می شود.
2. انطباق خواص مکانیکی محصولات نورد با الزامات مستندات نظارتی و فنی بر اساس پردازش آماری نتایج آزمایش که نمونهای از جمعیت عمومی را تشکیل میدهد، تعیین میشود. تمام یافته ها، نتایج و نتیجه گیری های به دست آمده از نمونه برای کل جامعه اعمال می شود.
3. نمونه برداری - مجموعه ای از نتایج آزمون کنترل که یک آرایه اطلاعاتی را تشکیل می دهد تا پردازش شود.
نمونه شامل نتایج آزمون پذیرش محصولات نورد هم کلاس، یک درجه و روش ذوب، نورد شده به یک یا گروهی از اندازه های پروفیل مشابه است.
4. نمونه ای که شاخص های آماری بر اساس آن محاسبه می شود باید معرف باشد و یک دوره زمانی به اندازه کافی طولانی، اما نه کمتر از سه ماه، که در طی آن فرآیند فناوری تغییر نمی کند، را پوشش دهد. در صورت لزوم می توان دوره زمانی نمونه برداری را افزایش داد. بررسی همگنی نمونه بر اساس مستندات نظارتی و فنی.
5. تعداد دسته های حرارتی در هر نمونه باید حداقل 50 عدد باشد.
6. هنگام تشکیل نمونه، شرط نمونه برداری تصادفی از دسته ذوب باید رعایت شود. ارزیابی غیرعادی بودن نتایج آزمایش بر اساس اسناد نظارتی و فنی انجام می شود.
7. در طول پردازش آماری، مقدار متوسط x، انحراف استاندارد S هر نمونه (جمعیت عمومی)، انحراف استاندارد در دسته حرارتی S 0 و همچنین انحراف استاندارد مذاب ها تعیین می شود.
متوسط S 1. مقدار S 1 با فرمول تعیین می شود

مقادیر x و S با توجه به اسناد نظارتی و فنی تعیین می شود.
8. پایداری ویژگی های x و S مطابق با OST 14-34-78 بررسی می شود.
9. مقدار S 0 برای تسریع-خنک کردن، ترمومکانیکی و حرارتی تعیین می شود.
برای فولاد تقویت شده سخت شده فقط به روش آزمایشی، برای فولاد نورد گرم - با روش آزمایشی و روش نوسان طبق فرمول

که در آن ω و S ω به ترتیب، مقدار متوسط و انحراف استاندارد توزیع دامنه برای دو آزمایش از دسته هستند. حداقل مقدار S0 1 است.
10. تعیین مقدار S 0 با روش تجربی حداقل برای انجام می شود
دو حرارت برای هر گرید، طبقه و اندازه پروفیل محصولات نورد شده با انتخاب حداقل 100 نمونه از هر گرما به صورت تصادفی.
11. مقدار حداقل مقدار میانگین مشخصه های مقاومت (δT (δ0.2) و δв) در هر دسته x 2 از شرایط x 1 = x - t تعیین می شود. S، جایی که t مقدار کمی 1.64 برای احتمال 0.95 است.
12. حداقل مقدار نتایج آزمایش کشش دو نمونه (2 = n) از هر دسته تحت کنترل باید حداقل x دقیقه باشد که با فرمول تعیین می شود.

13. برای ارائه تضمین به مصرف کننده خواص مکانیکی، شرایط زیر باید رعایت شود:

که در آن x i br مقدار رد δ t (δ 0.2) و δ in است که در مستندات نظارتی و فنی مربوطه مشخص شده است.
(معرفی اضافه شده، اصلاحیه شماره 3).
GOST 5781-82
استاندارد بین ایالتی
فولاد نورد گرم
برای تقویت
سازه های بتنی مسلح
شرایط فنی
تاریخ معرفی 01.07.83
این استاندارد برای فولادهای گرد نورد گرم پروفیل های صاف و دوره ای که برای تقویت سازه های بتن مسلح معمولی و پیش تنیده (فولاد تقویت کننده) در نظر گرفته شده است، اعمال می شود.
در مورد استانداردهای ترکیب شیمیایی فولادهای کم آلیاژ، این استاندارد در مورد شمش، بلوم و بیلت نیز اعمال می شود.
(ویرایش تغییر یافته، اصلاحیه شماره 4).
1. طبقه بندی و طبقه بندی
1.1. بسته به خواص مکانیکی، فولاد تقویت کننده به کلاس های A-I (A240)، A-II تقسیم می شود.(A300)، A-III (A400)، A-IV (A600)، A-V (A800)، A-VI (A1000).
1.2. فولاد تقویت کننده به صورت میله یا کلاف تولید می شود. فولاد تقویت کننده کلاس A-I (A240) صاف ساخته شده است، کلاس A- II (A300)، A-III (A400)، A -IV (A600)، A-V (A800) و A-VI (A1000) - مشخصات دوره ای.
به درخواست مصرف کننده، فولاد کلاس A-II(A300)، A-III (A400)، A-IV (A600) و A-V (A800) صاف ساخته شده اند.
1.1, 1.2. (ویرایش تغییر یافته، اصلاحیه شماره 5).
1.3. شماره پروفیل، سطح مقطع، وزن 1 متر طول فولاد تقویت کننده پروفیل های صاف و دوره ای و همچنین حداکثر انحراف جرم برای پروفیل های دوره ای باید مطابق با موارد ذکر شده در آن باشد.
فولاد تقویت کننده برای مصارف ویژه کلاس Ac- II (Ac300) با نمایه های نشان داده شده در یا ساخته شده اند .
مشخصات نشان داده شده در برای اهداف خاص با توافق بین سازنده و مصرف کننده ساخته شده است. شکل و ابعاد پروفیل های نشان داده شده در ، ممکن است مشخص شود.
1.9. ابعاد و حداکثر انحراف در ابعاد فولاد تقویت کننده پروفیل دوره ای، ساخته شده بر اساس ، باید مطابق با موارد داده شده در ، و مطابق با - داده شده در .
ابعاد، میلی متر
|
شماره پروفایل (قطر اسمی d n) |
قبلی خاموش |
قبلی خاموش |
||||||||
|
توجه داشته باشید: به درخواست مصرف کننده، حداکثر انحراف اندازه د 1نباید از حداکثر انحراف تجاوز کند دبه علاوه دو برابر حداکثر انحراف ساعت |
احتمال دستیابی به خواص مکانیکی مشخص شده در باید حداقل 0.95 باشد.
(ویرایش تغییر یافته، اصلاحیه شماره 3).
2.8. روی سطح پروفیل، از جمله سطح دنده ها و برآمدگی ها، نباید هیچ گونه ترک نورد، ترک تنشی، ایراد، فیلم نورد شده یا غروب خورشید وجود داشته باشد.
آسیب جزئی به دنده ها و برجستگی ها مجاز است، به میزان بیش از سه در هر 1 متر طول، و همچنین زنگ زدگی جزئی، لکه های تکی رول شده، چاپ، افتادگی، آثار حباب های نورد شده، موج دار شدن و پوسته پوسته شدن. در انحرافات مجاز اندازه
(ویرایش تغییر یافته، اصلاحیه شماره 2).
2.9. جوش پذیری فولاد تقویت کننده در تمام گریدها، به جز 80 درجه سانتیگراد، توسط ترکیب شیمیایی و تکنولوژی ساخت تضمین می شود.
2.10. معادل کربن ![]() برای تقویت میله های جوشی ساخته شده از فولاد کم آلیاژ کلاس A-III (A400) نباید بیش از 0.62 باشد.
برای تقویت میله های جوشی ساخته شده از فولاد کم آلیاژ کلاس A-III (A400) نباید بیش از 0.62 باشد.
(اصلاحیه شماره 5 اضافه شده است).
سازنده کسر جرمی آلومینیوم را به صورت دوره ای تعیین می کند، اما حداقل یک بار در یک چهارم.
4. روش های تست
4.1 تجزیه و تحلیل شیمیایی فولاد طبق GOST 12344، GOST 12348، GOST 12350 انجام می شود., GOST 12352، GOST 12355, GOST 12356، GOST 18895 یا روش های دیگری که دقت لازم را ارائه می دهند.
4.2. قطر و بیضی پروفیل ها در فاصله حداقل 150 میلی متر از انتهای میله یا در فاصله حداقل 1500 میلی متر از انتهای میله با وزن اسکلت تا 250 کیلوگرم و حداقل اندازه گیری می شود. 3000 میلی متر با وزن اسکلت بیش از 250 کیلوگرم.
4.3. ابعاد با ابزار اندازه گیری با دقت مورد نیاز بررسی می شود.
4.6. آزمایش کشش مطابق با GOST 12004.
4.7. آزمایش خمش طبق GOST 14019 بر روی نمونه هایی با سطح مقطع برابر با مقطع میله انجام می شود.
برای میلههای با قطر بیش از 40 میلیمتر، آزمایش نمونههای بریده شده در امتداد محور میله روی سنبه با قطری که نسبت به قطر مشخصشده در آن به نصف کاهش یافته است، با نیروی خمشی اعمال شده از سمت برش مجاز است.
4.8. تعیین مقاومت ضربه بر اساس انجام می شودGOST 9454بر روی نمونه های دارای متمرکز کننده فرم U نوع 3 برای میله های با قطر 12 - 14 میلی متر و نمونه های نوع 1 برای میله های با قطر 16 میلی متر و بیشتر. نمونه ها مطابق با الزامات GOST 9454 ساخته می شوند.
4.9. استفاده از روش های آماری و غیر مخرب برای نظارت بر خواص مکانیکی و جرم پروفیل ها مجاز است.
4.10. انحنای میله ها در طول پروفیل عرضه شده اندازه گیری می شود، اما کوتاهتر از 1 متر نیست.
4.11. تعیین شاخص های آماری خواص مکانیکی مطابق اجباری.
4.12. کیفیت سطح بدون استفاده از دستگاه های ذره بین بررسی می شود.
4.10 - 4.12. (اصلاح شماره 3 به اضافه معرفی شد).
4.13. ارتفاع برآمدگی های عرضی یک پروفیل دوره ای باید در امتداد محور عمودی سطح مقطع میلگردهای تقویت کننده اندازه گیری شود.
(معرفی اضافه شده، اصلاحیه شماره 4).
5. بسته بندی، برچسب گذاری، حمل و نقل و ذخیره سازی
5.1. بسته بندی، برچسب زدن، حمل و نقل و ذخیره سازی - با توجه به
- 10.28.2019 در 10:19 سازمانی AKJ-تجارتخواهد خرید:
اتصالات ساختمانی Ø10mmفولاد: A-400 GOST 34028-2016، در حجم زیر: 9.87 تن
اتصالات ساختمانی Ø12mmفولاد: A-400 GOST 34028-2016، در حجم زیر: 19.98 تن
اتصالات ساختمانی Ø20mmفولاد: A-400 GOST 34028-2016، در حجم زیر: 1.98 تنمشخصات مشتری: فولاد تقویت کننده نورد گرم Ø12mm، A-400 GOST 34028-2016 tn 9.870 فولاد تقویت کننده نورد گرم Ø12mm، A-400 GOST 34028-2016 tn 19.980 فولاد نورد گرم Ø20-40 ns 1.98 تن به درخواست پاسخ دهد
- 2019/10/26 ساعت 07:08 سازمان (شخص تماس: الکسی)مایل به خرید:
اتصالات ساختمانی 12 میلی مترطول: فولاد 12 متر: A3، در حجم زیر: 20 تننظر مشتری: فقط اندازه گیری شده به درخواست پاسخ دهد
- 2019/10/25 در 16:57 سازمان (شخص تماس: دیمیتری)میخواهد بخرد:
اتصالات ساختمانی 12
اتصالات ساختمانی 16فولاد: 25G2S GOST 5781-82، در حجم زیر: 15 m/p
اتصالات ساختمانی 20فولاد: 25G2S GOST 5781-82، در حجم زیر: 20 تن
اتصالات ساختمانی 22فولاد: 25G2S GOST 5781-82، در حجم زیر: 0.85 تن
اتصالات ساختمانی 25فولاد: 25G2S GOST 5781-82، در حجم زیر: 30 تن
اتصالات ساختمانی 28فولاد: 25G2S GOST 5781-82، در حجم زیر: 40 m/p
اتصالات ساختمانی 32فولاد: 25G2S GOST 5781-82، در حجم زیر: 50 تن
اتصالات ساختمانی 8
اتصالات ساختمانی 10فولاد: GOST 5781-82، در حجم زیر: 10 تنخواسته های مشتری: آرماتور A III ø 12 میلی متر 25G2S GOST 5781-82 t 20.00 آرماتور A III ø 16 میلی متر 25G2S GOST 5781-82 t 15.00 آرماتور A III ø 20 میلی متر 25G2S ø2 ø2 2500 میلی متر S GOST 5781-82 t 0.85 A III ø 25 میلی متر 25G2S GOST 5781-82 t 30.0 A III ø 28 میلی متر 25G2S GOST 5781-82 t 40.00 A III ø 32 میلی متر 25G2S GOST 5781-82 t 0801-05 00 A I ø 10 میله GOST 5781-82 t 10.00 به درخواست پاسخ دهد
- 1398/10/23 ساعت 11:16 سازمان (شخص تماس: آناتولی)خواهد خرید:
لوله های فولادی جوش برقی 89در حجم زیر: 200 m/p
لوله های فولادی جوش برقی 57
لوله های فولادی جوش برقی 20در حجم زیر: 100 m/p
شمع فولادی 89در حجم زیر: 4 عدد
سه راهی استیل 57در حجم زیر: 2 عدد
شیر توپی 57در حجم زیر : 3 عدد
شیر توپی 20در حجم زیر: 12 عدد
گوشه استیل 50*50
اتصالات ساختمانی 6در حجم زیر: 20 m/p
موضوع 20
Sgon 20در حجم زیر: 24 عدد
کلاچ 20در حجم زیر: 24 عددمشخصات مشتری: ردیاب گاز برای CH4 و CO و شیر الکترومغناطیسی عدد 8 شیر خاموش کننده آتش گاز 20 عدد 8 اتصال گاز 20 اتصالات لوله (شاخه، سه راهی، شیر توپ، کوپلینگ) بیش از 100 عدد اتصالات 6 میلی متر برق جوش داده شده فولادی به عنوان خطوط لوله mp 40 و همچنین سخت افزار و سایر فولادهای نورد. به درخواست پاسخ دهد
- 10.22.2019 در 18:44 تصدی LLC "MARATA"مایل به خرید:
اتصالات ساختمانی 8 اتصالات ساختمانی 10 اتصالات ساختمانی 12در حجم زیر: 1.1 تن اتصالات ساختمانی 14در حجم زیر: 2.1 تن اتصالات ساختمانی 16در حجم زیر: 3.1 تن اتصالات ساختمانی 20در حجم زیر: 6.1 تن اتصالات ساختمانی 22در حجم زیر: 6 تن زاویه فولادی 160/160/16در حجم زیر: 4.5 تن ورق استیل نورد گرم 10/1500 ورق فولادی نورد گرم 12/1500طول: 6000 در حجم زیر: 8 تن ورق فولادی نورد گرم 16/1500طول: 6000 در حجم زیر: 1 تن ورق فولادی نورد گرم 20/1500طول: 6000 در حجم زیر: 2.5 تن نوار استیل 35/100در حجم زیر: 1.5 تن مش جوش فولادی 50/50/4در حجم زیر: 1500 متر مربع سیم 04در حجم زیر: 0.4 تننظر مشتری: روز خوب. لطفاً هزینه را با تحویل به ایستگاه بارگیری منطقه روستوکینو مسکو یا محل حمل و نقل محاسبه کنید: هنر. راهآهن شمالی Obskaya، منطقه خودمختار Yamalo-Nenets منتظر پیشنهادات شما هستیم. به درخواست پاسخ دهد
آگهی فروش خرید اتصالات ساختمانی GOST GOST 5781-82 در منطقه مسکو
ما دریچه های قطع را نصب خواهیم کرد
تجهیزات (اتصالات صنعتی)
1. شیشه های Klinger (Durens) برای نشانگر سطح (شیشه موجدار Klinger، شیشه صاف Durens، لوله کوارتز، شیشه دریچه ای می توانید شیشه های با عرض و طول غیر استاندارد تولید خارج از کشور را به ما سفارش دهید).
آرماتور
یراق آلات جدید A500 F20x9000 وزن 10 تن را می فروشم. f20x10500. وزن 20 تن f18x10500 وزن 5 تن. قیمت 25 روبل. در هر کیلوگرم
تامین شیرهای قطع و کنترل
شرکت مهندسی آرماروست عرضه کننده رسمی برندهای ADL، ABRA، ORBINOX، ADCA، ASTA.
ما لوازمی از شیرهای خاموش و کنترل را ارائه می دهیم
- دریچه های کاهنده
- شیرهای بای پس
- تنظیم کننده فشار دیفرانسیل
- سوپاپ 2/3 - راه
- شیرآلات با ...
فروش آرمیچر قدیمی f 25; f 32. 2018
فروش آرمیچر قدیمی f 25; f 32. 2018
ما در یک قطعه می فروشیم: اتصالات f 25; f 32. 2018
ما در یک قطعه می فروشیم: اتصالات f 25; f 32. 2018
من محصولات فلزی دست دوم میخرم
سازمان ما به طور مداوم محصولات فلزی ساختمانی غیر مایع را خریداری می کند! ما پسماندهای انبار، باقی مانده از کارگاه های ساختمانی، کالاهای غیر نقدی، کالاهای نامرغوب را خریداری می کنیم! نیازهای ما اتصالات، I-beam، لوله، کانال، سیم، لوله پروفیل، لوله استفاده شده است. (نورد فلزی)
خرید اتصالات، کانال، نبشی، آی بیم، ورق آهن (گرم، سرد)، ورق موجدار، لوله پروفیل
من لوله تیر تقویت کننده ورق کانال گوشه فلز نورد کهنه را خریداری خواهم کرد
خرید آرماتور، کانال، نبشی، تیرآهن، ورق (گرم، سرد)، ورق، لوله پروفیل، لوله، آهن گالوانیزه، شیاردار، ورق موجدار، سیم، دایره تمام سایزها. هر حجمی من خودم شما را بیرون می برم یا حمل و نقل را فراهم می کنم. محصولات فلزی نو، قدیمی و دست دوم خریداری خواهم کرد...
خرید ما خرید نوار شیشه ای LES LESb
PromLenty LLC به طور مداوم برای نیازهای خود، مازاد موجودی و انبار مواد عایق الکتریکی را خریداری می کند: فیلم پلی آمید P-PM/180/KO و سایر فیلم های پلی آمید نوارهای LETSAR KF0.5 و LETSAR KP 0.2 نوارهای شیشه ای LES, LESB. ، LESP و غیره. نوار کیپر نوار تافته Emidof...
اتصالات باقی مانده، کهنه
ما به طور مرتب فلز نورد ( آرماتور، لوله، تیر، کانال، ورق، مفتول، میله، نبشی و غیره) را با هر کیفیت و شرایطی خریداری می کنیم، پسماندهای انبار، بقایای کارگاه ساختمانی، با سرکارگران و تامین کنندگان همکاری می کنیم. به هر شکل پرداخت، ما وسایل نقلیه را ارائه خواهیم داد!
به روز رسانی خودکار روزانه پایگاه داده همیشه در انبار، تمام قطرها، انواع فولاد، GOST.
هر بازدید کننده با استفاده از درخواست - "قیمت آرماتورهای ساختمانی"، اطلاعات لازم را در پورتال متالورژی ما، در بخش - محصولات بلند پیدا می کند. اطلاعات به روز شده روزانه در مورد قیمت ها برای کل طیف آرماتور به کاربر امکان می دهد به راحتی بازار فلز نورد را بر اساس موقعیت " "پیمایش و تجزیه و تحلیل کند. اطلاعات به طور خودکار به روز شده برای کاربران مجاز - تامین کنندگان اصلی منطقه.

ناوبری راحت وب سایت به شما امکان می دهد اطلاعات درخواست ها را سریع و مختصر ارائه دهید - "من یراق آلات می خرم" یا "قیمت هر متر". و در صفحات هر اندازه محصول یک ماشین حساب فلزی مناسب وجود دارد و کاربر می تواند به راحتی نه تنها وزن را محاسبه کند، بلکه هزینه کل مقدار اتصالات مورد نیاز خود را برای هر تامین کننده نیز تعیین کند.
اکنون برای خرید با سود کافی است قطر مورد نیاز خود را انتخاب کنید و به راحتی می توانید ارزش بازار را بر اساس پیشنهادات تامین کنندگان اصلی شهر مسکو پیمایش کنید.
در پورتال متالورژیک واحد ما است که خریدار بالقوه شما کامل ترین اطلاعات را در صورت درخواست دریافت می کند - کارخانه شیرآلات. و با توجه به این واقعیت که ما طیف کاملی از اتصالات را داریم، ارسال لیست قیمت شما در صفحات پورتال، تماسهای هدفمند «تبدیل» خریداران را برای شما به ارمغان میآورد. این تصویر سازمان شما را افزایش می دهد و قدرت شما را در بازار فلز نورد تقویت می کند.
اتصالات ساختمانی GOST 5781-82 - نحوه خرید در مسکو.
برای یافتن تامین کننده مجموعه - اتصالات ساختمانی GOST 5781-82، نیازی به گشت و گذار در اینترنت برای مدت طولانی و جستجوی وب سایت های تامین کنندگان، مقایسه قیمت ها، تماس و بررسی در دسترس بودن ندارید. ما به شما پیشنهاد می کنیم که درخواست خرید خود را به طور خودکار برای همه تامین کنندگان اصلی نه تنها در منطقه خود، بلکه در مناطق فدراسیون روسیه و CIS که انتخاب کرده اید ارسال کنید.
فقط 3 دقیقه و خود تامین کنندگان از طریق ایمیل در مورد در دسترس بودن، قیمت و زمان تحویل به شما پاسخ خواهند داد. قیمت های عمده و خرده فروشی به شما ارائه می شود و پیشنهادی تجاری برای تحویل، برش و حتی نصب انواع فلز نورد ایجاد خواهید کرد.
در واقع شما در شهر خود مناقصه را اعلام خواهید کرد..
برای ارسال درخواست یا ایجاد مناقصه خود، لینک زیر را دنبال کنید:
سیستم اتوماتیک ما بسیار ساده است. سایت یک پورتال اطلاعاتی است که قیمت تامین کنندگان اصلی محصولات فلزی با به روز رسانی روزانه قیمت ها ارائه می شود. به محض ارسال درخواست تامین خود، سیستم به طور خودکار به تمامی تامین کنندگان در شهر مسکو و همچنین سایر مناطقی که شما مشخص کرده اید اطلاع می دهد. پس از دریافت درخواست شما، تامین کنندگان محاسبات مناسب را انجام می دهند و بهترین قیمت ها را به شما ارائه می دهند!
ویژگی های مجموعه: "اتصالات ساختمانی GOST 5781-82"
هنگام خرید آرماتور، باید با توجه به طبقه بندی و هدف، نوع آرماتور مورد نیاز را با توجه به اینکه چه نوع باری روی این ماده وارد می کند، تعیین کنید. هزینه و مقدار محصولات خریداری شده به این بستگی دارد.
آرماتارو نوعی محصول نورد فلزی است که میله های موجدار یا صاف فولادی است که به طور گسترده برای تقویت سازه های بتن مسلح استفاده می شود.
با توجه به هدف آنها، اتصالات به موارد زیر تقسیم می شوند:
· آرماتور کاری (مقطع با محاسبه تعیین می شود، نیروهای وارد شده در عناصر را از بار اصلی جذب می کند)
· سازنده (توزیع) (مقطع با توجه به حداقل درصد آرماتور تعیین می شود، انقباض / انبساط را جذب می کند، دمای نوردهی)
· نصب (نصب شده برای ترکیب کار و سازه در شبکه ها و قاب ها)
· لنگر (قطعات تعبیه شده)

طبقه بندی آرماتورها بر اساس جهت گیری:
عرضی - آرماتور که از ایجاد ترک های شیبدار از ایجاد تنش های برشی در نزدیکی تکیه گاه ها جلوگیری می کند و بتن منطقه فشرده را با آرماتور در ناحیه تنش متصل می کند.
· طولی - آرماتورهایی که تنش های کششی را جذب کرده و از ایجاد ترک های عمودی در ناحیه کششی سازه جلوگیری می کند.
با توجه به شرایط استفاده، این اتفاق می افتد:
تقویت سازه های فولادیبه عنوان یک نوع فلز ساختمانی، پرطرفدارترین مصالح در زمینه ساخت و ساز و شهرسازی است. در ساخت و سازهای یکپارچه، در تولید محصولات بتن مسلح و در ساخت انواع سازه های فلزی استفاده می شود. در این موارد، آرماتور همیشه نقش یک عنصر اتصال را ایفا می کند.
ویژگی های متمایز: سطح مقطع گرد، راه راه یا سطح صاف. خواص به فولاد نورد مورد استفاده برای شکل گیری بستگی دارد. قطر کم دلیل استفاده گسترده از این نوع محصولات در سازه هایی است که جوشکاری روش اصلی اتصال است. این نوع فلز نورد در ساخت مش های تقویت کننده، قاب های فلزی، مش های ساخته شده به روش جوشکاری، در ساخت و ساز و همچنین در تقویت سازه های فلزی ساخته شده از بتن بسیار محبوب است.
تحویل در میله و کویل. تولید مستلزم استفاده از نورد با دمای بالا از فولاد با کیفیت است. کیفیت فلز توسط عناصر آلیاژی اضافه شده در طول تولید تعیین می شود. ویژگی های متمایز: مقاومت بالا در برابر عوامل خارجی و وزن کم. ویژگی های کاربردی مانند اتصالات با قطر میله 6 میلی متر است.
پروفیل با سطح مقطع گرد، دارای سطحی با سطح صافی بالا، یا دارای راه راه. دارای طول اندازه گیری شده و اندازه گیری نشده است. تحویل در کویل ها، گاهی اوقات به شکل سیم انجام می شود. مواد قوی و بادوام. زمینه های اصلی کاربرد مش مسطح و مش در رول، سازه های جوش داده شده، قاب های تقویت شده است.
سطح مقطع گرد، صاف یا راه راه. شکل دهی شامل استفاده از فولاد آلیاژی است. ویژگی های اصلی سفتی و استحکام است. در تولید، این ماده برای کار با محصولات بتن مسلح، در راهسازی، در سازه های بتن مسلح، برای ساخت قاب های جوش داده شده و شبکه های فلزی ضروری است.
میله های گرد، کلاس A-1 برای سطوح صاف، برای راه راه - A-3). تولید توسط GOST 5781-82 تنظیم می شود و منحصراً بر روی ماشین های نورد انجام می شود. خواص فیزیکی بر اساس عیار فولاد مورد استفاده تعیین می شود. متریال مناسب برای تقویت پی، تقویت سازه های بتن آرمه، ساخت قاب، برای صنایع پتروشیمی.تقاضای گسترده ای برای تقویت سازه های ساختمانی بتنی. ویژگی های ترکیب شیمیایی و روش افزایش استحکام آرماتور خواص مکانیکی آن را مشخص می کند. دامنه کاربرد: سازه های ساختمانی، تقویت فونداسیون، سازه های فلزی جوش داده شده و قفس های تقویتی، لازم برای تقویت خطوط ساحلی و در ساخت پل.
10. 22 میلی متر
شکل ظاهری به کلاس تقویت کننده و خواص فیزیکی به فولاد مورد استفاده، نوع و ترکیب شیمیایی آن بستگی دارد. منطقه استفاده از تقویت کننده به طور مشابه تعیین می شود، یعنی. با توجه به املاک اجاره ای اینها شامل مقاومت در برابر محیط های تهاجمی، رطوبت، و همچنین استحکام و توانایی تحمل بارهای قابل توجه است. در ساخت و ساز، تقویت سازه های بتن مسلح و صنعت پتروشیمی استفاده می شود.
11. 25 میلی متر
به طور گسترده در ساخت و ساز استفاده می شود. برای ارائه قابلیت اطمینان و استحکام بیشتر استفاده می شود. نوع فولاد تعیین کننده نوع آرماتور است. عیار فولاد با عناصر موجود در ترکیب آن تعیین می شود.
12. 28 میلی متر
طول میله ها به 4 و 12 متر می رسد. آنها می توانند از انواع فولاد زیر ساخته شوند: نورد گرم، آلیاژ شده با عناصر مختلف، فولاد حاوی کربن. حوزه اصلی استفاده، ساخت و ساز است که به سازه های بتن مسلح استحکام بخشیده است.
13. 32 میلی متر
برای تولید، از دماهای بالا روی فولاد استفاده می شود که احتمالاً ترکیب شیمیایی متفاوتی دارد، به اصطلاح روش نورد گرم است. این به میله ها اجازه می دهد استحکام، مقاومت در برابر بار، دوام و مقاومت در برابر محیط های تهاجمی افزایش یابد. ساخت و ساز حوزه اصلی کاربرد است.
14. 36 میلی متر
می تواند سطحی موج دار یا صاف داشته باشد. راه راه ها چسبندگی قابل اعتمادی بین فولاد و بتن ایجاد می کنند.
15. 40 میلی متر
میله های نورد گرم که مطابق با GOST تولید می شوند. ترکیب شیمیایی، ویژگیهای اصلی و درجه مسئولیت سازههایی که میتوان در آنها آرماتور استفاده کرد، با عیار فولاد و فرآوری آنها تعیین میشود. در زمینه های مختلف ساخت و ساز استفاده می شود.
علاوه بر این، وب سایت ما حاوی لیست قیمت تامین کنندگان اصلی است و شما همیشه می توانید ارتباط پیشنهادات دریافت شده را مقایسه کنید.
صرفه جویی در زمان و پول!
اتصالات ساختمانی GOST 5781-82 در انبار و سفارش، قیمت عمده و خرده فروشی!
همچنین از شما می خواهیم که به مجوز کاربر توجه کنید. به عنوان یک قاعده، تمام تامین کنندگان مجاز محصولات فلزی نورد دارای رتبه بندی و نظرات مشتریان هستند. کاربران غیرمجاز اکثراً تاجران کوچک فلزی هستند که به عرضه مقادیر کم عمده فروشی مشغول هستند که تضمینی برای انجام 100٪ تعهدات آنها از نظر زمان بندی و کیفیت محصولات نیست.
مراقب کلاهبرداران باشید!
پیمایش راحت پورتال METAL100 به شما امکان می دهد طیف وسیعی از محصولات نورد فلزی مورد نیاز خود را در منطقه مسکو با چند کلیک پیدا کنید. قیمت های تامین کنندگان را مقایسه کنید و بهترین پیشنهاد را انتخاب کنید!
ما برای شما معاملات موفق آرزو می کنیم!