Как научиться правильно паять электрическим паяльником: правила работы. Как правильно паять паяльником: техника пайки, советы и инструкция для начинающих Как запаять контакты паяльником
С процессом пайки может столкнуться любой человек, и что бы результат соответствовал ожиданиям, необходимо соблюсти несколько важных правил.
Что такое пайка: особенности процесса
Пайка — процесс, при котором соединяются одни металлы при помощи других, из более легкоплавких. Происходит это при высокой температуре (180 — 300°С) путём введения между деталями припоя (сплав свинца и олова), у которого более низкая температура плавления. В результате его затвердения, образуется прочный, неразъёмный и хорошо электропроводимый материал. Нагрев производится при помощи паяльника. Существуют различные виды паяльников, припоев и флюсов.
Для домашнего использования лучше всего приобрести самый обычный паяльник с напряжением в 220В и мощностью 40Вт.
Обычно поверхности металлов покрываются слоем оксида, и перед пайкой, их необходимо зачищать. Но поверхности вновь могут окислиться. Что бы этого не происходило, и поверхность расплавленного припоя была более текучей, используют флюс.
Самый распространённый вид флюса — канифоль . Она состоит из смол хвойных деревьев и обладает янтарно-жёлтым цветом. Благодаря ей, место пайки не подвергается коррозии и не пропускает утечку электрического тока.
Какой паяльник выбрать
Чтобы правильно выбрать паяльник, предлагаю ознакомиться с его видами:
- Паяльник от 3 до 10 Вт — для микросхем;
- От 20-40 Вт — бытовой вариант, подойдёт например для радиотехники;
- От 60 до 100 Вт — для пайки толстых проводов;
- От 100 до 250 Вт — для крупных предметов, например, радиатора.
Паяльник лучше всего выбирать со встроенным термодатчиком.
Техника безопасности
Пайка — это небезопасный процесс, и перед тем как его начать нужно обязательно соблюсти все правила техники безопасности.
- Перед началом работ наденьте хорошие защитные очки — это застрахует от попадания припоя в глаза;
- Паяльник можно держать только за ручку;
- Нагретый паяльник не должен касаться изоляции питающего провода, так как это может привести к , и, как следствие, — к пожару;
- Перегревать паяльник также нельзя — проверяем это коснувшись канифоли — должен появиться легкий дымок;
- Позаботьтесь о подставке для паяльника — они есть в продаже;
- При пайке электронных устройств, провода питания должны быть отсоединены. К примеру, электронная схема может быть выключена, но соединена с заземлением. И если корпус паяльника не заземлён, или имеет слабую изоляцию, то это может привести к возникновению дуги на несколько кВ;
- Не вдыхайте пары при пайке — они вредны для организма. До и после работ проветривайте комнату. Использовать для этого лучше технические помещения;
- Тщательно моем руки и лицо после работ. Проводить их лучше в одежде с длинным рукавом.
Технология пайки
5 правил для хорошего результата
- Для получения качественного результата необходимо следить за равными температурами спаиваемых поверхностей. То есть, недостаточно нагреть одну поверхность, и приложить её к другой. При низком нагреве жала припой только немного размягчится, но не расплавится. При высоком — будет чрезмерное выпаривание припоя.
- Если что-то не получилось с первого раза — нужно дать остыть деталям! Нельзя на них дуть, и остужать искусственно. Время подбирается путём эксперимента. Желательно сначала потренироваться на чём-нибудь, например, на медных проводах, прежде чем приступать к основной работе.
- Флюс наносится непосредственно перед самой пайкой. На 1 каплю припоя достаточно лишь чуть-чуть коснуться канифоли.
- Жало прикладываем к месту пайки всей лопаткой!
- Припой должен быть распределён равномерно по всей поверхности. А жало хорошо очищенным от окислов.
Только практика поможет научиться хорошо паять. Соблюдайте технику безопасности, и не бойтесь экспериментировать!

Пайка — технологический процесс соединения металлических деталей, существующий уже не одно тысячелетие. Изначально он использовался ювелирами для создания украшений. Ведь известная уже в те времена кузнечная сварка для ювелирного дела не годилась, а процесс пайки металлов при помощи легкоплавких сплавов‑припоев оказался как нельзя кстати. Золото паяли с помощью припоев серебряно‑медных, серебро — медно‑цинковыми, а для меди самым лучшим составом оказался сплав олова и свинца.
По прошествии времени, с развитием электротехники, а затем радиоэлектроники, пайка стала, и остаётся поныне, основным методом монтажа деталей для создания различных схем. Появились роботизированные конвейерные системы, автоматически, без участия ручного труда, выпускающие в час сотни печатных плат и узлов современной аппаратуры, основным методом сборки которых является пайка. Но старый добрый ручной паяльник не утратил своей актуальности и сегодня.
А он за долгие годы претерпел много изменений и усовершенствований.
- Начиналось все давным‑давно с массивных паяльников‑молотков, нагреваемых на огне или углях. Широко распространённые когда‑то бензиновые паяльные лампы даже имели сверху специальные держатели для нагревания этих молотков. Таким паяльником вполне можно было запаять прохудившийся чайник или самовар. А рыболовы‑любители, самостоятельно изготовлявшие себе всю оснастку в те времена, делали с их помощью блесны и мормышки, обеспечивавшие уловы не хуже современных воблеров и твистеров.
- В 20‑е годы XX в., когда началось повсеместное распространение радио‑ и электрооборудования, был изобретён паяльник электрический. Поначалу он тоже был похож на молоток, но затем пришёл к своей классической стержневой форме, в которой существует до сих пор.
- Классическая конструкция электропаяльника продержалась довольно долго. Она хороша для мощностей нагревателя в диапазоне 25~200 Вт. Но миниатюризация радиоэлектронной аппаратуры поставила перед этими приборами новые требования. Появилась потребность в инструментах небольшой мощности, быстро разогревающихся и позволяющих мгновенно регулировать температуру жала.
- Определённую популярность приобрели паяльники импульсные, в которых жало представляет собой часть цепи вторичной обмотки трансформатора, намотанной очень толстым проводом. Напряжение в такой обмотке очень мало, зато по ней протекает ток силой в несколько ампер, что и приводит к сильному нагреву.
- Более экзотичным вариантом являются паяльники индукционные, в которых разогрев ферритового термостержня осуществляется высокочастотными индукционными токами. Регулировка температуры в них происходит автоматически за счёт изменения магнитной проницаемости стержня при его нагреве до точки Кюри.
- Развитием первоначальной идеи нагрева горелкой паяльной лампы стали современные модели газовых паяльников. В них нагревание жала осуществляется газовой горелкой, расположенной прямо в корпусе трубчатого стержня. Газ поступает от заправляемого баллончика, находящегося в ручке.
Он представляет собой ручку из тепло‑ и электроизолирующего материала, через которую проходит электрический провод, соединённый с трубчатым нагревательным элементом, закреплённым на другом её конце. В трубчатый нагреватель вставляется стержень‑жало, с помощью которого, собственно, и производится пайка. В качестве нагревательного элемента традиционно используется нихромовая спираль, намотанная на слой асбестового изолятора. Жало — медный стержень, заточенный на конце соответствующим образом.
Поэтому в традиционном электропаяльнике инерционный нихромовый термоэлемент был заменён на керамический. В таких приборах полое с одного конца жало надевается на разогретый керамический стержень. За счет хорошего теплового контакта и малого теплового рассеяния, жало нагревается практически мгновенно, а измеритель температуры, находящийся от него в непосредственной близости, позволяет установить степень нагрева с высокой точностью.
Кроме того, эти модели паяльников значительно долговечнее обычных, что очень важно для конвейерной сборки радиоаппаратуры.
Выполнены они обычно в форме пистолета с тумблером‑курком, позволяющим включить прохождение тока на несколько секунд. Этого достаточно для выхода жала на рабочую температуру. Недостаток таких приборов — невозможность точной регулировки температуры тем не менее для бытового применения они достаточно удобны.
Они хороши для автономной работы в отсутствие электричества. Жало у таких паяльников легкосъёмное, при его извлечении, прибор превращается в миниатюрную газовую горелку, которой можно производить пайку высокотемпературными припоями.
 Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
Как уже говорилось выше, соединение деталей при пайке производится с помощью специальных сплавов металлов — припоев, которых существует великое множество, на все случаи жизни. Но в основном их можно поделить на два больших класса:
- Низкотемпературные или мягкие . Температура плавления менее 350°C. В свою очередь, делятся на несколько видов:
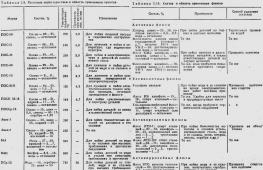
- Оловянно‑свинцовые . Цифра в их обозначении показывает процентное содержание олова: ПОС‑18 (температура плавления — 277°C), ПОС‑30 (256°C), ПОС‑40 (235°C), ПОС‑50 (222°C), ПОС‑61(190°C), ПОС‑90 (222°C). Для монтажа радиоэлектронных изделий наиболее широко применяется ПОС‑61, или его импортные аналоги, например, 60/40 Alloy. Для остальных применений, в том числе бытовых, не требующих очень высокого качества соединений, используется чаще всего ПОС‑30.
- Безоловянистые — свинцовые (327°C), свинцово‑серебряные (304°C).
- Легкоплавкие — сплавы Вуда (60,5°C), д’Арсэнваля (79,0°C), Розе (97,3°C).
- Специальные , например,для пайки алюминия — Авиа‑1 (200°C), Авиа‑2 (250°C).
Представлены несколькими классами:
- Медные (1083°C)
- Медно‑цинковые или латунные (830~870°C)
- Медно‑фосфористые (700~830°C)
- Серебряные (720~830°C)
Оловянно‑свинцовые припои наиболее широко используются во многих областях промышленности и быта. Они выпускаются в виде прутков или проволоки. Для применения в монтаже радиоэлектронных изделий используются трубчатые припои в виде проволоки с наполнителем‑флюсом в середине.
 Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
Флюсы представляют собой специальные составы, предназначенные для очистки и лужения поверхностей деталей, соединяемых пайкой. Лужение — процесс предварительного покрытия деталей припоем, облегчающее их окончательное соединение. Он является необходимым и рекомендуемым в технологии пайки, т. к. поверхности, покрытые слоями окислов и загрязнений не дадут надёжного соединения с припоем, а, значит, качественного результата паяного соединения. Для удаления таких окислов и загрязнений и применяются флюсы:
- Некислотные . Самым известным и, пожалуй, до сих пор одним из лучших флюсов была и остаётся обычная канифоль, или очищенная сосновая смола. Ее содержит и большинство специальных флюсов, выпускающихся для применения в радиоэлектронной промышленности. Для пайки электронных схем до сих пор не придумано ничего лучше. Именно канифоль содержится внутри пруткового припоя. Достоинство её в том, что после пайки она легко удаляется и не создаёт агрессивной среды, разрушительно действующей с течением времени на паяное соединение.
- Химически активные . Содержат кислоты, поэтому требуют тщательной промывки соединения после пайки. Большинство известных составов содержит хлористый цинк. Применяются в основном для соединения изделий из чёрных и цветных металлов.
Чтобы паять с канифолью можно использовать как в первоначальном виде, так и в спиртовом растворе. Из выпускаемых промышленностю составов она содержится в радиотехнических флюсах «ЛТИ‑120», «Канифоль‑гель» и др.
Из активных флюсов можно назвать Ф‑34А, ФСГЛ, «Глицерин‑гидразин» и др.
Вспомогательные материалы
Приступая к пайке радиодеталей, следует тщательно подготовить рабочее место. Оно должно быть хорошо освещено и иметь хорошую вентиляцию, т. к. при этой работе обычно выделяется достаточно много едкого дыма и газов.
Неплохо иметь в составе инструментов небольшие тиски, лупу с зажимом «третья рука», вакуумный отсос для припоя. Также нужно держать под рукой пинцет, шило, плоскогубцы или утконосы, кусачки‑бокорезы, мелкий напильник или надфиль, кусочки наждачной бумаги, ветошь и губку. Перед началом пайки следует удобно разложить на рабочем месте все инструменты, приспособления и реактивы.
Температура пайки
Температура пайки не должна превышать — 250°C, при пайке радиодеталей нагрев жала не должен подниматься выше 300°C. Паяльник без регулятора температуры может при длительной работе и скачках сетевого напряжения разогреваться до 400°C. Если в составе оборудования нет специальной паяльной станции, желательно для понижения температуры приобрести в магазине электротоваров обычный диммер, используемый для регулировки яркости света. Тем более что при повсеместном переходе на экономлампы, которые с ним не работают, спрос на него, а соответственно и цены снижаются.
 У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса. На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
У обычного, медного, без специального покрытия жала при пайке, особенно при завышенной температуре, окись меди, образующаяся на стержне, растворяется в смеси припоя и флюса. На рабочем его конце образуются выемки и раковины, из‑за которых как ещё более ускоряется его разрушение, так и ухудшается качество пайки.
Поэтому перед началом работы с паяльником и в её процессе их необходимо удалять. Для этого нужно зачистить рабочую часть жала напильником, придав ему необходимую форму: конуса, плоской отвёртки или скошенного среза.
Включив паяльник в сеть и дождавшись его разогрева, зачищенное до красного медного цвета жало необходимо залудить. Это не так трудно. Достаточно, окунув рабочий его конец в канифоль, расплавить небольшой кусочек припоя, положенный на подставку паяльника или на другую металлическую поверхность.
Затем в расплавленном припое потереть рабочими гранями жала по металлу подставки пока конец стержня не покроется ровным и равномерным слоем припоя. Паяльник должен быть достаточно хорошо разогрет, признаком чего служит легкое и быстрое размягчение, как канифоли, так и припоя.
Как только вы начинаете работать жало паяльника постепенно начинает обгорать, даже если вы всё делаете правильно. Об этом свидетельствует его почернение и покрытие окалиной, поэтому процесс чистки и лужения следует периодически повторять. Для того чтобы не снимать много меди напильником, можно в это время зачищать стержень, потерев его по кусочку наждачной бумаги, разложенной на столе, а потом повторно залудить.
Все это не касается специальных необгораемых стержней. Их нельзя зачищать напильником. Мало того, нужно их никелированный блестящий слой бережно охранять от повреждений и царапин. Тем не менее такие паяльники также необходимо залуживать при работе. А вот для них эта процедура не так проста и требует сноровки.
Для этого нужно их очистить от налёта, образующегося при высокой температуре, сильно потерев о специальную губку, или чуть влажный кусок махрового полотенца, а затем сразу же окунуть в канифоль и в её расплаве, потереть о жало прутком припоя.
Подготовка деталей к пайке
Для того чтобы качественно склеить две детали, нужно их смазать клеем, подождать немного, смазать снова, а затем крепко сжать. То же самое и в процессе пайки: для получения качественного соединения, детали следует сначала залудить — покрыть тонким слоем припоя. Этот процесс требует определённого опыта и знаний. Для каждого вида материала, соединяемого пайкой, существует своя технология.
Лужение — неотъемлемая часть процесса
 Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Выводы большинства радиодеталей для облегчения их монтажа выходят с завода уже залуженными. Тем не менее перед началом установки на плату их следует снова покрыть слоем припоя. Зачищать снова уже не нужно, достаточно, взяв на жало паяльника каплю припоя, равномерно распределить ее по выводам деталей.
Для того чтобы качественно и правильно паять медные провода, следует начать с лужения без изоляции. Их следует предварительно зачистить наждачной бумагой, затем опустив в разогретую паяльником канифоль или, смазав спиртовым её раствором, покрыть расплавленным припоем.
Медный провод в эмалевой изоляции, необходимо предварительно зачистить, убрав покрытие наждачной бумагой или соскоблив лезвием ножа. Для тонких проводов сделать это не так просто. Их изоляцию можно обжечь в пламени горелки или зажигалки, но это значительно ухудшает прочность самого провода.
Можно воспользоваться проверенным способом: положить конец провода на таблетку отечественного аспирина (импортный чаще всего не годится) и прижав разогретым жалом паяльника протащить несколько раз по расплавленному препарату.
Надо сказать, что такая процедура буквально съедает жало паяльника. К тому же при этом выделяется очень едкий дым, вдохнув который можно обжечь дыхательные органы, так что прибегать к этому способу нужно в самом крайнем случае.
Для облуживания деталей из чёрных металлов, бронзы и других необходимо использовать активные флюсы. Для таких соединений не требуются легкоплавкие и высококачественные радиотехнические припои — можно воспользоваться и обычным, более дешёвым, ПОС‑30.
Тщательно зашкурив поверхности перед пайкой, нужно покрыть их флюсом, например, хлористым цинком, хорошо прогреть и качественно облудить места соединений. После этого, ещё раз прогрев вместе обе соединяемые поверхности, пропаять их, крепко прижав друг к другу, и затем зафиксировать до остывания припоя. Чем массивнее детали, тем мощнее нужен паяльник. Во время пайки нужно постараться их не сдвинуть, так как массивные детали долго держат температуру.
Алюминий следует паять специальными припоями с использованием специальных флюсов. Правда, набравшись немного опыта, можно соединить и обычным припоем. Но это проходит только для чистого металла, а многие алюминиевые сплавы очень трудно поддаются пайке.
Рассмотрим технику пайки паяльником подробнее
Радиодетали, подготовленные к пайке нужно вставить в отверстия платы, укоротить кусачками до нужной длины и, прогрев паяльником вместе с дорожкой печатной платы, поднести к ним пруток припоя, а когда капля его растечётся ровным слоем по месту пайки, убрать паяльник и дождаться остывания припоя, стараясь также в это время не сдвинуть детали с места.
Пайку миниатюрных транзисторов и микросхем следует производить особенно осторожно, стараясь не допускать их перегрева. При монтаже чипов лучше всего припаять сначала выводы питания и «земли», дождаться надёжного застывания припоя и только затем, прикасаясь паяльником и прутком припоя на долю секунды, распаять все остальные контакты. Предварительно можно смазать места пайки спиртовым раствором канифоли, это значительно повысит качество соединений.
Главные условия качественной пайки — хорошая зачистка и облуживание перед соединением, хороший прогрев во время него. Припой полуды в месте пайки должен быть полностью расплавлен на обеих деталях — это обеспечит надёжное соединение. Но при этом он не должен быть и перегрет. Мастерство хорошей пайки в том и заключается, чтобы найти тот оптимальный баланс, который обеспечит наивысшее качество работы.
Меры безопасности при пайке
О выделении едких газов при пайке уже было сказано. Место работы должно хорошо проветриваться и вентилироваться. Процесс пайки может сопровождаться брызгами раскалённого припоя и флюса, поэтому следует остерегаться ожогов, а особенно беречь глаза. Лучше всего использовать для этого защитные очки. Да и просто при нечаянном прикосновении открытыми частями тела к раскалённому инструменту можно получить сильный ожог.
Большинство электрических паяльников, кроме батарейных и низковольтных, действуют от сетевого напряжения, поэтому при работе с ними строго обязательно соблюдать все правила электробезопасности.
Не следует разбирать паяльник — потом, после сборки, существует опасность нарушения изоляции и пробоя высокого напряжения на его корпус, а это уже чрезвычайно опасно.
При работе необходимо также следить за проводом питания паяльника. Попадание его на раскалённое жало может вызвать повреждение изоляции провода и риск удара электрическим током. Также это может привести к короткому замыканию и к пожару.
Научитесь правильно работать с паяльником из этого видео
Самое интересное, что все разновидности паяльников, появлявшиеся за все время их существования, находят применение и сегодня.
Как соединить пайкой две массивные детали в полевых условиях, когда электричество недоступно, или нет подходящего по мощности электрического паяльника? Помочь сможет молотковый паяльник, нагретый на костре или с помощью паяльной лампы.
А пылящийся в кладовке старый 100‑Вт электропаяльник, непригодный для работы с современными электронными схемами, вполне справится с ремонтом латунных или бронзовых изделий или украшений.
Тому же, кто увлекается самостоятельным изготовлением ювелирных украшений, незаменимым помощником станет универсальный газовый паяльник‑горелка.
Многие поломки можно устранить самостоятельно, для этого достаточно вооружиться паяльником. Обладая минимальными навыками, можно припаять оторвавшиеся проводки и детали и таким образом восстановить работоспособность прибора. Нередко возникает вопрос,как научитьсяпаять? На самом деле это не так уж и трудно, главное — набить руку. Имея немного опыта, можно проводить домашний ремонт практически любого устройства, где суть поломки в оторванных и отсоединенных деталях.
Что нужно для того, чтобы научиться паять?
Чтобы припаять что-либо, изначально необходимо подготовить рабочее место. На нем должна быть расположена непосредственно деталь, а также то место, куда вы будете класть инструмент. Учитывайте тот факт, что паяльник накаляется до высоких температур, поэтому его нельзя ставить на пластик или другие воспламеняющиеся предметы. Оптимальным решением будет использовать металлическую или керамическую подставку.
Также стоит заранее позаботиться о тех инструментах, которые могут понадобиться в ходе работы. Это могут быть плоскогубцы для удержания крупных предметов либо пинцет для фиксации мелких деталей.
Дополнительно нужно иметь под рукой влажную губку, с ее помощью удаляются остатки старого припоя на жале.
Если все вышеперечисленное является скорее рекомендациями, чем обязательными пунктами, то для паяния всегда необходимы три элемента:
- сам паяльник — инструмент, жало которого разогревается до высоких температур и способно расплавить припой;
- припой — металл либо сплав, который плавится при относительно низких температурах и способен проводить ток (чаще всего это олово);
- флюс — вещество, обладающее обезжиривающими и предотвращающими окисление свойствами.
Принцип проведения пайки крайне прост и неизменен уже долгие годы.
Есть простая схема того, как правильно паять:
1. Очистка деталей от старого припоя. Этот пункт можно опустить при ремонте современных (по большей части китайских) приборов — в них настолько мало припоя, что при поломке место остается практически чистым.
2. Обезжиривание жала и деталей. Для этого применяется либо жидкий флюс, либо канифоль. Это необходимо сделать для этого, чтобы олово прикреплялось к предметам. Вначале детали и сам паяльник обрабатываются флюсом, после чего равномерно покрываются припоем. Этот процесс также называют лужением.
3. Расплавить олово и набрать нужное количество на жало. Этот момент требует определенной сноровки. Большинству новичков не удается взять необходимое количество припоя, от чего детали либо не припаиваются вовсе, либо выполненная работа выглядит не аккуратно.
4. Удерживая спаиваемые детали вместе, перенести на место соединения припой. На этом этапе важно четко держать предметы. Если ваша рука дрогнет, части рассоединятся, и процедуру придется начинать сначала. Важно удерживать детали до тех пор, пока не застынет припой.
Канифоль считается классическим веществом, применяемым при пайке. Весь принцип работы остается прежним, основные отличия заметны только лишь на этапе обезжиривания.
Особенность канифоли в том, что это твердая смола. Чаще всего она находится в небольшой металлической баночке с герметичной крышкой.
Несмотря на многообразие современных жидких припоев, канифоль все еще остается востребованным материалом. Многие радиолюбители уверены, что только с ее помощью можно произвести качественную и быструю пайку.
Особенность того, как правильно паять с канифолью, состоит в том, что необходимо прижимать жало и провода к самой смоле. После этого наноситься припой. Цель действий в том, чтобы добиться равномерного покрытия детали припоем.
При таком выборе флюса стоит учесть один момент. Канифоль совместима не со всеми металлами, поэтому для выполнения сложной пайки стоит подобрать другой флюс, подходящий ко всем деталям.

Как паять провода паяльником? Специфика работы
Техника проведения пайки слегка отличается в зависимости от того, с чем именно производится работа. Работа с различными деталями и схемами имеет свою специфику из-за размеров и особенностей крепления.
Отдельно выделяют процесс пайки проводов. Он немного отличается от процесса присоединения обычных деталей. В данной работе есть определенное неудобство — провода гибки и подвижны, поэтому их необходимо плотно фиксировать при пайке.
Вот как нужно проводить пайку проводов:
1. Зачистите провод. Размер очищенного пространства должен соответствовать месту пайки. Если вы оголите слишком малую часть повода, это будет мешать работать, а если слишком большую — возможно замыкание.
2. Если выбранный провод многожильный, необходимо плотно скрутить его, чтобы все жилы прилегали друг к другу. Если этого не сделать, некоторые из них могут не прикрепиться. В таком случае не только ухудшится качество соединения, но и увеличится риск обрыва.
3. Вначале залуживается паяльник, потом сам провод. При использовании канифоли это удобно делать путем погружения в смолу и подогревания ее жалом. Необходимо добиться равномерного покрытия.
4. Провод присоединяется к месту путем нанесения припоя и фиксации до момента застывания.
Также при помощи паяльника можно соединить провода между собой. Перед непосредственно пайкой провода зачищаются и скручиваются между собой. Только после этого производится лужение и пайка (чаще всего применяется твердая канифоль, однако можно также нанести жидкий припой кистью).
Не имеет особого значения, какие вы будете применять провода: что медные, что алюминиевые легко поддаются пайке.
Есть несколько простых методов того, как научиться качественно производить подобные работы. Классический и самый эффективный вариант — использование проволоки. Из нее нарезается двенадцать одинаковых отрезков, после чего путем спайки формируется куб. Конструкция проверяется на прочность путем сжатия куба в кулаке. Если ни одна грань не распалась, работа выполнена верно. В обратно случае нарезается новый комплект проводов и заново проводится пайка модели.
Особенности того, как паять микросхемы
Специфика микросхемы в маленьком размере деталей, а также большой вероятности их перегревания. Очень важно быстро убрать устройство. При необходимости применяется теплоотвод — в его роли может выступить пинцет или другой металлический объект.
Для такой работы стоит подбирать паяльник с маленьким жалом, так как имеется очень маленькое расстояние между деталями. Методов пайки имеется несколько. Одни мастера предпочитают делать углубления в жале паяльника, другие соединяют при помощи специальной паяльной пасты, а третьи методично припаивают отводы один за другим.
Чтобы понять, как правильно паять ту или иную деталь, необходимо определить, какой температурой необходимо воздействовать. Многое зависит от материала, из которого изготовлена плата. Чаще всего это 200-300 градусов по Цельсию.
То, каким образом паять платы, во многом зависит от их конструкции. Более простые схемы легко соединяются поочередным припоем проводом, а вот сложные современные чипы требуют особой аккуратности — ведь припаивая следующую деталь легко можно устранить предыдущую.

Как паять паяльником с кислотой? Особенности работы
Некоторые мастера уверены, что применение кислоты намного проще и надежней, чем пайка канифолью. Однако применение такого вещества может привести к разъеданию монтажа.
Применение паяльной кислоты играет большую роль, когда есть необходимость снять оксидную пленку с поверхностей, что приводит к более качественному и прочному соединению.
Такой материал подходит для обработки соединения чугунных деталей, а также всевозможных драгоценных и черных металлов.
Основное предписание, как правильно паять таким флюсом — это соблюдение техники безопасности. Выбранная разновидность кислоты должна четко соответствовать тому, какой материал вы будете соединять.
Также стоит позаботиться о сохранности окружающих предметов — капля флюса может разъесть некоторые предметы, так как является агрессивным химическим веществом.
Такой флюс можно сделать своими руками либо приобрести в магазине. Для новичков предпочтительней второй вариант, так как состав не только будет однозначно действенным, но и, безусловно, подходящим к вашим деталям. При этом всегда можно обратиться за помощью к консультанту и уточнить правильность выбора.
В быту очень полезно знание, как паять паяльником. Есть целый ряд методик, как это делать, но лучше всего усвоить теоретическую часть до начала рабочего процесса.
Особенности
Существует много способов, как научиться паять паяльником с нуля. Для этого потребуется паяльник – устройство, предназначенное для нагревания деталей либо флюса во время лужения, пайки. Инструмент подносят к участку спаивания деталей, прикасаясь к ним так называемым жалом. Жало – это рабочая часть инструмента, которая нагревается с помощью паяльной лампы либо электричества. Для пайки чаще всего используется канифоль, но для работы с этим материалом нужно знать, как правильно паять паяльником с канифолью.
Перед пайкой нужно выполнить ряд действий:

Если вы работаете с таким металлом, как алюминий, стоит знать его характеристики. Температура плавления алюминия составляет 660,1 градуса. Небольшое его количество наносят на участок соединения, после чего разравнивают. Место контакта должно быть закрыто.
Рабочий процесс
Своеобразным соединителем двух компонентов называют пайку. Ее основная роль заключается в создании достаточно прочного соединения.
Припой является сплавом металлов, который можно разделить на две большие группы. Мягкие припои характеризуют температуру плавления до 300 градусов, данный тип используется в электронике.

Следующая разновидность припоя – твердая группа, в которой температура плавления превышает 300 градусов. Этот тип активно применяют для надежного соединения металлов.
Последовательность действий пайки следующая:
- предварительно проводят очищение поверхности от коррозии либо от любого другого рода загрязнений;
- следующим шагом является полное очищение до приобретения характерного блеска. Не должны быть видны следы окислов;
- для покрытия используют флюс, который удаляет остатки окислов, минимизируют появления окисления поверхности. Оптимальным выбором в этом случае послужат флюс-пасты. Жидкие либо твердые флюсы не подойдут;
- мастер проводит лужение. Припой наносят на определенный участок поверхности в расплавленном виде, после чего он ровным тоном растекается;
- с помощью скрутки и сжатия пинцетом или струбцинкой соединяются основные детали;
- проводится повторная процедура нанесения флюса. Это необходимо для минимизации риска окисления припоя под высокой температурой;
- вместе с прогревом наносится припой;
- важно также отметить, что при использовании инструмента с луженым жалом его нужно очистить с помощью неактивного флюса. Паяльник необходимо хранить с зафлюсованным жалом. Это влияет на качество дальнейших работ.
Чистка

Процедуру очищения жала паяльника проводят с помощью потирания о мягкую пористую, либо волокнистую подкладку. Лучшим вариантом станет выбор натурального войлока. Альтернативой станет использование базальтового картона. Качественной считается двухступенчатая чистка.
Первая ступень касается использования губки-путанки из металлической ленты.
Вторая ступень очистки заключается в применении войлока.
В конце инструмент выключают. Важным считается этап, когда мастер горячее жало вводит в твердую канифоль. Необходимо дождаться момента, пока она перестанет пускать пузыри. После этого жало мастер вынимает, придерживая концом вниз. Таким образом, излишки канифоли стекут. После того, как инструмент полностью остыл, его можно отложить на хранение.
Пайка труб
Исходя из технологических особенностей проведения данной процедуры, применяют мастера такие этапы действий:

Процедуру можно выполнить самостоятельно. Если вы не можете выполнить процедуру, тогда лучше всего использовать услуги специалиста. Лучше всего проделать сначала пайку первого элемента. Нужно остудить и разрезать деталь для того чтобы проверить качество выполнения. При наличии ошибок это будет заметно. В процессе проведения монтажных работ, либо во время ремонта трубопроводов это умение пригодится.
Пайка проводов
Наиболее распространенный вопрос касается того, как правильно паять паяльником. Нужно концы проводов освободить для начала от изоляции с помощью ножа, либо кусачек. Параметры жил должны соответствовать размерам деталей. не слишком большой, тогда соседние участки в процессе не будут повреждены. Небольшой паяльник, для сравнения достигает ненадежного, низкого качества результата. Детали с его помощью достаточно трудно прогреть.

Если вы занимаетесь пайкой многожильного провода, тогда нужно его скрутить, затем залудить. Процедура происходит следующим образом. Провод опускают в ванночку с канифолью. Каплей припоя мастер проводит по поверхности медных жил. Покрытие должно быть равномерным, покрывать все стороны. Излишки канифоли удаляют.
Относят к слабым сплавам припой. Он характеризуется низкой надежностью, ведь под воздействием небольших нагрузок повреждается. В процессе на провода наносят канифоль, после этого — припой. Время прогревания скрутки составляет 2–3 секунды.
Если речь идет об одножильных проводах, то их сначала зачищают до приобретения блеска, затем окунают в канифоль. Соединение занимает примерно 3–5 секунд. Затем на оголенный провод надевают трубку термоусадочного типа большого диаметра. Выполнение этой процедуры обеспечит высокий уровень изоляции.
Пайка
Задавая вопрос касательно того, как правильно паять паяльником микрочипы, такую работу лучше доверить специалисту. Ведь работа сама по себе достаточно щепетильная, требует опыта и определенного мастерства.
Для правильной пайки необходимо уделить время подготовки деталей, необходимых в процессе инструментов. Ознакомьтесь с теоретическим аспектом, после чего закрепляйте знания на практике.
Необходимо помнить о защите флюсом слоя расплавленного припоя. Весомое значение имеет также выполняемая вами операция. Отталкиваясь от этого нужно подбирать прибор соответственной мощности и с подходящей формой жала.
Соблюдая основные правила пользования прибором и рекомендации специалистов, вы сможете соединить детали правильным образом, благодаря чему пайка прослужит действительно долго.
Для пайки используют множество инструментов и приспособлений, которые выбирают в зависимости от характера работ. Самыми распространенными инструментами являются паяльники, паяльные фены, термовоздушные станции. В быту наиболее часто пользуются электрическим паяльником. Элементарные операции с ним можно освоить за несколько минут.
Традиционно паяльник представляет собой инструмент, жало которого нагревается до температуры, достаточной для расплавления припоя и прогрева материала соединяемых деталей. Пайка паяльником имеет свои особенности, соблюдение которых позволит получить качественное прочное соединение.
Электропаяльник состоит из таких деталей:
- нагревательного элемента, заключенного в корпус из материала, не поддающегося горению или плавлению;
- жала. Его делают из меди, могут покрывать стальными, никелевыми сплавами;
- шнура питания.

Некоторые модели могут оснащаться регулятором температуры жала. Нагревательный элемент служит для преобразования электрической энергии в тепловую и передачи ее жалу, которое расплавляет припой. Существуют паяльники со сменными жалами.
Корпус нагревательного элемента – это, как правило, металлическая трубка с отверстиями для отвода избыточного тепла. Шнур питания чаще двужильный с сечением, обеспечивающим безопасное использование инструмента определенной мощности.
Терморегулятор может быть встроен в корпус паяльника, а может быть интегрирован в блок питания. Второй вариант чаще встречается у паяльников, работающих на низком напряжении – 12 В или 36 В. Такими паяльниками чаще пользуются для монтажа электрических плат.
Материалы для пайки
Работа паяльником невозможна без расходных материалов – припоя, флюса. Если при сварке происходит соединение двух материалов путем частичного их расплавления и последующего сплавления друг с другом, то при пайке соединение осуществляется за счет возникновения связи между соединяемым материалом и материалом припоя, образующего шов.

Припои могут быть разными по составу (по применяемым материалам и их соотношению). Состав сплава зависит от вида соединяемых материалов и требований к температурному режиму пайки.
Флюсы так же могут быть разными – твердыми и жидкими, кислотными и бескислотными. Ими пользуются в зависимости от типа материала и условий пайки.
Как подготовить жало
Работу с паяльником необходимо начинать с проверки его состояния и параметров. Состояние устанавливается путем осмотра. должно быть чистым, без нагара. Питающий провод должен быть целым, без нарушений изоляции.

Информацию о параметрах паяльника – рабочем напряжении и мощности – содержит инструкция. Помимо этого, значение требуемого напряжения должно быть промаркировано на корпусе.
Если паяльник совершенно новый, необходимо сначала прогреть его и дождаться, пока обгорит заводская смазка внутри корпуса. В этот период необходимо обеспечить очень хорошую вентиляцию помещения.
Жало нового паяльника следует заточить или отформовать легкими ударами молотка. Второй вариант, при наличии должных навыков, предпочтительнее, так как кончик жала становится плотнее и меньше сгорает.

Далее необходимо облудить жало паяльника. Это необходимо для того, чтобы припой приставал к нему, а не скатывался. Для этого нужно нагреть жало, смазать его флюсом и сразу же прикоснуться к припою (обычно он оловянный).
Расплавленный припой покроет жало паяльника. Можно дополнительно распределить припой деревянной щепкой.
Облуженное жало покроется тонкой оловянной пленкой, препятствующей окислению материала, из которого оно изготовлено. После проведения этих операций паяльником можно пользоваться.
Подготовка и спайка деталей
Соединяемые детали перед пайкой необходимо зачистить и облудить. Если предстоит паять канифолью, детали нагревают паяльником, покрывают слоем флюса (расплавленной канифолью) и припоя.
Если же используется , то им необходимо покрыть холодные поверхности, а после этого нагреть паяльником и покрыть слоем припоя.
Облуженные детали соединяют и при необходимости фиксируют относительно друг друга в положении, которое они должны занять после пайки. Для фиксации могут использоваться различные зажимы, щипцы, . Удобно пользоваться пинцетом, чтобы удерживать мелкие детали.
После лужения обе детали нагревают до температуры плавления припоя. Соединение происходит при подаче припоя на жале паяльника или же путем подачи в виде проволоки. Расплавленный припой равномерно распределяется паяльником по шву.
Далее необходимо дождаться полного остывания стыка, обеспечивая при этом его полную неподвижность. Недопустимо пользоваться для ускорения остывания обдувом шва воздухом или смачиванием водой. После остывания остатки флюса рекомендуют смывать, но нейтральный флюс в смывке не нуждается.
Примеры пайки
Проще всего паять провода. Обычно это делается при их соединении в процессе проведения электромонтажных работ. Для этого провода соединяются в виде скруток.
Чтобы скрутки не оказывали сопротивления в сети и не нагревались, их пропаивают. В этом случае лучше пользоваться жидким флюсом, который лучше проникнет внутрь скрутки и равномерно покроет всю поверхность провода.
Если предстоит запаять небольшое отверстие в каком-либо листовом материале, придется поступить иначе. В этом случае нужно под отверстие подложить подкладку из тугоплавкого материала – текстолита, асбеста или подобного им.
До этого необходимо покрыть жидким флюсом материал по краям отверстия. Кусочек припоя необходимо разместить на подкладке внутри отверстия и расплавив его паяльником, распределить по отверстию, захватив края и прогрев их.
После остывания припоя, подкладку можно убрать. Чтобы припой не пристал к ней, предварительно можно смазать поверхность подкладки техническим жиром.
Соблюдая несложные правила пайки, любой, кто знает, как правильно пользоваться паяльником, сможет самостоятельно починить бытовое устройство.
Следует также напомнить, что паять надо в проветриваемом помещении. В целях безопасности пользуются подставкой для паяльника и диэлектрическим ковриком.
Все дополнительные приспособления приобретают постепенно, по мере того, как в них возникает необходимость.