Frez 2141 0007. Frez do wytaczania
Grupa G23 STANDARD
TOCZENIE WYTACZACZA Z PŁYTKAMI ZE STOPÓW WĘGLIKOWYCH DO OBRÓBKI OTWORÓW PRZEPŁYWANYCH
Projekt i wymiary
Wytaczarskie narzędzia tokarskie z węglikami spiekanymi do otworów nieprzelotowych. Projekt i wymiary
|
Przeznaczenie |
Stosować |
Średnica jest najmniejsza |
||||||||
|
Kąt wstawienia |
otwór wiertniczy D |
|||||||||
Przykładowy symbol frezu typu 2, wersja 1, o przekroju hb = 16 16 mm, I = 25 mm, z płytką wykonaną z twardego stopu w gatunku T15K6:
(Wydanie zmienione, zmiany nr 1, 2).
4. Dla frezów typu 1 kąt włożenia płytki w pręt przy obróbce żeliwa i innych materiałów kruchych wynosi 10°, przy obróbce stali i innych materiałów lepkich – 0°.
(Wydanie zmienione, zmiana nr 1).
5. Ze względów technologicznych akceptowane są wartości promieni zaokrągleń i fazowań nie określone w niniejszej normie.
6. Elementy konstrukcyjne i parametry geometryczne frezów podano w załączniku.
7. Formę ostrzenia powierzchni przedniej i wykończenia części tnącej określa dodatek nr 2 do GOST 18877-73.
8. Wymagania techniczne - zgodnie z GOST 5688-61.
9. (skreślony, zmiana nr 2).
Kąt wstawienia
Kąt wstawienia
Wersja 2 Kąt włożenia płytki w pręt 10°
Kąt wstawienia
Wstaw kąt
Wstaw kąt
Wersja 1
O grubości blachy 4 mm lub większej
|
Tabela 3 |
||||||||
|
|
Wytaczadło jest szeroko stosowane w inżynierii mechanicznej i produkcji. Służą do obróbki otworów przelotowych i nieprzelotowych na zespole tokarskim. Nudne frezy tokarskie pomagają osiągnąć dokładniejsze wyniki pracy, a także zapewniają wysoką częstotliwość przetwarzania. Narzędzie sekwencyjnie usuwa warstwy metalu, co pomaga rozszerzyć obrabiany otwór do pożądanego rozmiaru. Dzięki precyzyjnemu wyposażeniu wynik można regulować z dokładnością do dziesiątych części milimetra. Jeśli wytaczadło jest dobrze naostrzone i w dobrym stanie, może pracować z różnymi metalami, ponieważ zawsze powinno być twardsze niż część. Aby zapewnić niezawodność, zawsze należy sprawdzić jego zamocowanie, ponieważ nieprawidłowe położenie może prowadzić do złamania samego narzędzia lub wadliwego przetwarzania części.
W tej przecinarce główny nacisk położony jest na wysoką produktywność. Zwykle wytaczadło usuwa stosunkowo małe warstwy, które pomagają rozszerzyć otwór, dlatego ważna jest tutaj szybkość i dokładność, co z kolei przekłada się na geometrię produktu. Powierzchnia robocza wykonana jest w kształcie klina, co pozwala lepiej wciąć się w warstwę materiału i odkształcić ją, usuwając wióry o odpowiedniej grubości. Stopniowe wykruszanie wierzchniej warstwy materiału doprowadza obrabiany przedmiot do wymaganego stanu. Obecnym standardem, zgodnie z którym produkowany jest wytaczadło, jest GOST 18872-73, który jest przeznaczony dla wyrobów wykonanych ze stali szybkotnącej, których najmniejsza średnica sięga 14 mm. Jeśli narzędzie jest przeznaczone do otworów nieprzelotowych o średnicy do 6 mm, będzie to już GOST 18873-72. Jeżeli wytaczadło jest wykonane z węglika, wówczas odpowiednie będą tutaj odpowiednio GOST 18882-73 dla otworów przelotowych i GOST 18883-72 dla otworów nieprzelotowych.
zdjęcie: nudne narzędzia tokarskie do metalu
Rodzaje wytaczaków
Wytaczadło może być wykonane w kilku wersjach. Typ szybki służy do obróbki różnych lekkich materiałów i odpowiednich stopów, które obejmują aluminium, fluoroplastiki, tekstolit i inne materiały.
W przypadku mocniejszych i cięższych kompozycji stosuje się monolityczne wytaczadła z węglików spiekanych lub z wkładkami z płytek ze stopów węglika. Takie produkty mogą już pracować z brązem, stalą surową, stalą nierdzewną, stalą hartowaną i innymi materiałami.
Wszystkie te odmiany są z kolei podzielone według rodzaju uchwytu, który może być kwadratowy lub okrągły. Ponadto istnieje również podział ze względu na cel. Zgodnie z pełnionymi funkcjami wytwarzany jest wytaczadło do otworów nieprzelotowych, które służy nie tylko do obróbki wewnętrznych ścianek otworu, ale także do rowkowania dna wraz z jego późniejszym szlifowaniem. Istnieje również wytaczadło, które służy do otworów przelotowych. Działa z częściami cylindrycznymi lub z otworami przelotowymi.
Obecnie dużą popularnością cieszy się taka odmiana jak wytaczadło z wymiennymi płytkami. Mają różne profile i kształty, a co najważniejsze, w zestawie znajduje się komplet części zamiennych, które można wykorzystać do mocowania płyt roboczych i uchwytów. Zużyte płyty można szybko wymienić.
Główne wymiary
Narzędzia wytaczarskie do tokarek przeznaczone do obróbki otworów przelotowych i nieprzelotowych produkowane są według określonych norm wymiarowych.

| Wysokość, mm | Szerokość, mm | Długość, mm |
|---|---|---|
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
Parametry geometryczne wytaczadła
Geometria części roboczej produktu składa się z trzech głównych kątów, które w sumie zawsze tworzą 90 stopni. To zawiera:
- Główny kąt przyłożenia, który powstaje pomiędzy płaszczyzną skrawania a powierzchnią boczną narzędzia. Zmniejsza tarcie pomiędzy częścią a tylną powierzchnią. Im większy ten kąt, tym mniejszą chropowatość powierzchni można poddać obróbce. Odpowiednio, im twardszy metal, tym mniejszy powinien być ten kąt.
- Kąt wierzchołkowy mierzony pomiędzy przednią i tylną powierzchnią narzędzia. Wpływa na wytrzymałość produktu, więc im jest większy, tym bardziej niezawodny będzie wytaczadło.
- Front główny, mierzony pomiędzy powierzchnią czołową narzędzia a płaszczyzną prostopadłą do powierzchni skrawającej. Za jego pomocą można wpływać na wielkość deformacji usuwanej warstwy.

foto: geometria wytaczadła
Wybór narzędzia nudnego
Wytaczadło dobiera się w zależności od materiałów, z którymi będzie pracować. Przede wszystkim jest to typ do otworów nieprzelotowych lub zewnętrznych. Następnie bardzo ważne jest przyjrzenie się przetwarzanemu materiałowi. Jeśli podstawowa zasada geometryczna danej odmiany jest w przybliżeniu taka sama, wówczas użyte materiały będą inne.
„Rady profesjonalistów! W żadnym wypadku nie należy stosować wyrobów ze stali szybkotnącej do obróbki wyrobów ze stali nierdzewnej, brązu i metali hartowanych. Doprowadzi to do szybkiego zużycia, dlatego lepiej jest tutaj używać wyłącznie produktów wykonanych z materiałów węglikowych.
Nie należy również zapominać o rozmiarze, ponieważ niektóre noże po prostu fizycznie nie mogą przebić otworu. Do ciągłej aktywnej pracy wskazane jest posiadanie zestawu kilku produktów lub wybranie typu z wymiennymi płytkami. Do obróbki otworów nieprzelotowych specjaliści wybierają produkty o połowie średnicy obrabianego otworu.
Tryby skrawania za pomocą wytaczaków
Wybór trybu cięcia w dużej mierze zależy od otworu frezu, średnicy otworu, rodzaju materiału i innych czynników. W zależności od średnicy obrabianego otworu, podczas pracy z otworami przelotowymi, frez należy zamontować poniżej lub powyżej ich środka. Jednocześnie podczas pracy z otworami nieprzelotowymi wytaczadło wewnętrzne jest umieszczone wyraźnie pośrodku, dzięki czemu na końcu nie ma występów.
Cechowanie
Istnieje kilka głównych marek noży, różniących się rozmiarem i składem. Na przykład T15K6 - materiał produkcyjny należy do grupy węglika tytanu i wolframu o zawartości węglika tytanu 15% i zawartości kobaltu 6%.
Producenci
- TaeguTec (Korea Południowa);
- UkrMetiz (Ukraina);
- Zakład Narzędziowy Kirzhach (Rosja);
- CHIZ (Ukraina);
- Intertool (Chiny).
Nudne frezy zatrzymujące: wideo
Wytaczarskie narzędzia tokarskie z węglikami spiekanymi do otworów nieprzelotowych. Projekt i wymiary
Zamiast GOST 6743-61 w częściach typu VIII; MH 614-64;
Dekretem Państwowego Komitetu Standardów Rady Ministrów ZSRR z dnia 8 czerwca 1973 r. nr 1429 ustalono datę wprowadzenia
Okres ważności został usunięty dekretem standardu państwowego ZSRR z 02.12.81 nr 655
1. Niniejsza norma ma zastosowanie do uniwersalnych narzędzi wytaczarskich z lutowanymi płytkami węglikowymi do obróbki otworów nieprzelotowych.
2. Frezy powinny być wykonane z dwóch rodzajów:
1 - wytaczanie o kącie ср = 5°;
2 - wytaczaki odporne na wibracje.
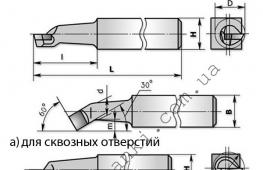
3. Konstrukcja i główne wymiary noży muszą odpowiadać wymiarom wskazanym na rysunku. 1, 2 i w tabeli. 12.
Wersja 1
Wersja 2

Oficjalna publikacja. Powielanie zabronione
Wydanie ze zmianami nr 1, 2, zatwierdzone w lutym 1981 r., czerwcu 1985 r. (IUS 4-81, 9-85).
Wymiary w mm
Tabela 1
|
Wykonanie |
nóż hb |
Typ płyty zgodny z GOST 25397-90 Kąt włożenia płyty |
Średnica najmniejszego otworu wytaczającego D |
|||||||||
|
kąt wstawienia 10° |
wstaw kąt 0° |
|||||||||||
|
Przeznaczenie |
bezrobocie |
Przeznaczenie |
bezrobocie | |||||||||
Przykładowy symbol frezu typu 1, wersja 1, przekrój h b = 1616 mm, 1 = 25 mm, przy kącie wprowadzenia płytki w pręt 10°, wkładka wykonana z twardego stopu w gatunku VK4:
Frez 2141-0002 VK4 GOST 18883-73
Wersja 1
Wersja 2


|
Przeznaczenie |
Stosować |
Rodzaj płyt zgodnie z GOST 25397-90 |
Średnica jest najmniejsza |
|||||||
|
nóż hb |
Kąt wstawienia |
otwór wiertniczy D |
||||||||
Przykładowy symbol frezu typu 2, wersja 1, przekrój h b = 16-16 mm, 1 = 25 mm, z płytką wykonaną z twardego stopu w gatunku T15K6:
Frez 2141-0205 T15K6GOST 18883-73
(Wydanie zmienione, zmiany nr 1, 2).
4. Dla frezów typu 1 kąt włożenia płytki w pręt przy obróbce żeliwa i innych materiałów kruchych wynosi 10°, przy obróbce stali i innych materiałów lepkich – 0°.
(Wydanie zmienione, zmiana nr 1).
5. Ze względów technologicznych akceptowane są wartości promieni zaokrągleń i fazowań nie określone w niniejszej normie.
6. Elementy konstrukcyjne i parametry geometryczne frezów podano w załączniku.
7. Formę ostrzenia powierzchni przedniej i wykończenia części tnącej określa dodatek nr 2 do GOST 18877-73.
8. Wymagania techniczne - zgodnie z GOST 5688-61.
9. (skreślony, zmiana nr 2).
ELEMENTY KONSTRUKCYJNE I PARAMETRY GEOMETRYCZNE FREZÓW
1. Elementy konstrukcyjne i parametry geometryczne frezów pokazano na ryc. 1-6 oraz w tabeli. 1-4.
Wykonanie typu 1 1

pod talerzami
„TAK-
Kąt wsunięcia płytki w pręt 0° Dla blachy o grubości 4 mm i większej

Wymiary w mm
Tabela 1
|
Sekcja noża h ■ b |
Oznaczenie płytek GOST 25397-90 |
||||||||||||
|
Kąt wstawienia |
Kąt wstawienia |
||||||||||||
Wersja 2
Kąt włożenia płytki w pręt 10°

Kąt włożenia płytki w pręt 0°

|
Sekcja noża h ■ b | ||||||||||||
|
Kąt wstawienia |
Wstaw kąt |
Wstaw kąt |
||||||||||
Wersja 1
O grubości blachy 4 mm lub większej

Do blach o grubości mniejszej niż 4 mm
pod talerzem

Tabela 3
Wymiary w mm
|
Sekcja noża h b |
Oznaczenie tablic zgodnie z GOST 25397-90 |
|||||||||||
Wersja 2
O grubości blachy 4 mm lub większej

Do blach o grubości mniejszej niż 4 mm
|
Sekcja noża h b |
Oznaczenie tablic zgodnie z GOST 25397-90 |
||||||||
APLIKACJA. (Wydanie zmienione, zmiany nr 1, 2).